Реферат - Наплавка .Электродуговая наплавка.doc. 1. 1 Определение и общая характеристика способа
 Скачать 464.5 Kb. Скачать 464.5 Kb.
|

Содержание
1 Наплавка покрытий 1.1 Определение и общая характеристика способа Наплавка покрытий - это процесс нанесения покрытия из расплавленного материала на разогретую до температуры плавления поверхность восстанавливаемой детали. Покрытия, полученные наплавкой, характеризуются отсутствием пор, высокими значениями модуля упругости и прочности на разрыв. Прочность соединения этих покрытий с основой соизмерима с прочностью материала детали. Если в машиностроительном производстве наплавку применяют для повышения износостойкости трущихся поверхностей, то в ремонтном производстве - в основном для проведения последующих работ по восстановлению расположения, формы и размеров изношенных элементов. Восстановительная наплавка при этом обеспечивает также получение новых свойств поверхностей: коррозионной, эрозионной, кавитационной износо-, жаростойкости и др. Доля трудоемкости сварки и наплавки составляет 70 % всех способов создания ремонтных заготовок при восстановлении деталей. Наплавка изношенных поверхностей занимает ведущее место вследствие своей универсальности. Способы наплавки делят на группы в зависимости от видов применяемых источников тепла, характера легирования и способа защиты формируемого покрытия от влияния кислорода и азота воздуха. Наибольшее распространение в ремонте при нанесении покрытий получили способы электродуговой наплавки: под флюсом, в среде защитных газов и вибродуговая (табл. 1). Задача, решаемая при наплавке покрытий - получить покрытие без пор, необходимой толщины, прочно соединенное с поверхностью детали, нужного химического состава с заданной структурой. Таблица 1 - Основные показатели способов наплавки
1.2 Подготовка материалов и заготовок к наплавке Перед наплавкой очищают и прокаливают наплавочные материалы, обрабатывают поверхности деталей и при необходимости предварительно нагревают их. Для получения высококачественного покрытия поверхности электродов и детали перед наплавкой очищают, чтобы полностью удалить загрязнения (влагу, масло, пыль, ржавчину). Поверхности очищают растворами ТМС и органическими растворителями (ацетон). Для удаления ржавчины и мелких трещин применяют дисковые и ленточные инструменты из абразивных материалов или проводят дробеструйную обработку. С помощью предварительной обработки удаляют трещины, следы изнашивания, упрочненные слои и др. Наплавочные материалы прокаливают (табл. 2) для удаления влаги, которая может быть источником водорода, диффундирующего в наплавленный слой и зону термического влияния, где вследствие водородной хрупкости возникают холодные трещины. Предварительный нагрев изделия непосредственно перед наплавкой предотвращает растрескивание наплавленного слоя. Нагрев ведут в печах, газовыми горелками или ТВЧ. Таблица 2 – Температура прокаливания наплавочных материалов
При недостаточной температуре подогрева могут возникнуть трещины, а чрезмерный нагрев снижает скорость охлаждения и увеличивает глубину проплавления основного металла, что не обеспечивает требуемой твердости наплавленного металла. Правильный выбор температуры предварительного нагрева особенно важен при наплавке твердых материалов. 1.3 Классификация и применение электродуговой наплавки Электродуговая наплавка имеет много видов. При их классификации учитывают следующие классификационные признаки: - уровень механизации (ручная, полуавтоматическая, автоматическая); - вид применяемого тока (постоянный, переменный, импульсный, специальной характеристики); - вид электрода (плавящийся, неплавящийся); - полярность электрода при постоянном токе (прямая, обратная); - вид дуги (прямая, косвенная); - режим (стационарный, нестационарный); - способ защиты зоны наплавки от воздушной атмосферы (в среде защитных газов, водяных паров, жидкости, под слоем флюса, комбинированный); - способ легирования наплавляемого металла (покрытием электрода, флюсом, электродным материалом, комбинированный). Электродуговая наплавка получила наибольшее распространение в ремонте машин среди способов нанесения покрытий. Этот способ по сравнению с другими способами создания ремонтных заготовок дает возможность получать слои с высокой производительностью практически любой толщины, различного химического состава и с высокими физико-механическими свойствами. Наплавочные покрытия наносят на цилиндрические поверхности диаметром > 12 мм. 1.4. Технологические особенности и расчеты электродуговой наплавки Технологические особенности электродуговой наплавки используют целях ослабления нежелательных сопутствующих явлений, таких как окисление металла, поглощение азота, выгорание легирующих примесей и нагрев материала детали выше температуры фазовых превращений. Эти явления приводят к снижению прочности сварочного шва, нарушению термообработки материала, объемным, структурным и фазовым изменениям и короблению детали. Перемешивание материалов основы и покрытия ухудшает его свойства. При электродуговой наплавке применяют главным образом плавящиеся электроды. Неплавящиеся угольные электроды с введением присадочного материала в дугу используют при сварке тонколистовой стали и свинца и при наплавке твердыми сплавами почворежущих деталей. Сварка неплавящимся вольфрамовым электродом применяется при аргонодуговой наплавке. Дуга может гореть между электродом и изделием или между электродами. Полярность может быть прямая («+» на детали) или обратная. При наплавке между покрытием и основой образуется металлическая связь, поэтому особое значение имеет свариваемость материалов, которая определяется как свойство создавать прочное сварное соединение без трещин, пор и других дефектов. Проблемой наплавки являются трещины двух видов: горячие и холодные (замедленного разрушения). Материал детали, прилегающей к наплавленному слою, характеризуется максимальной твердостью и склонностью к образованию трещин замедленного разрушения. Для предотвращения трещинообразования обычно применяют следующие меры: - предварительный и сопутствующий подогрев во время наплавки поддержания заданной температуры основного металла; - наплавку после удаления с поверхности детали слоя, содержащего дефекты или отличающейся повышенной твердостью; - подогрев изделия после наплавки и замедленное охлаждение наплавленного металла; - последующую термическую обработку; - наплавку эластичного подслоя на поверхность основного метал обладающего удовлетворительной свариваемостью; - уменьшение числа слоев при многослойной износостойкой плавке; - выбор для износостойкой наплавки способов, при использовании которых возникают меньшие термические напряжения в изделиях; - выбор наплавочного материала для первого слоя коррозионно-стойкой наплавки с учетом влияния основного металла на состав наплавленного слоя. При наплавке углеродистых и низколегированных сталей вероятность образования трещин увеличивается с повышением углеродного эквивалента Сэ, который служит показателем свариваемости: СЭ = С+ l/16Mn+ l/24Si+ l/40Ni+ l/5Cr+ l/4Mo+ 1/14V Между углеродным эквивалентом и максимальной твердостью HV0,1max зоны термического влияния существует линейная зависимость: HV0,1max =(660Сэ+40)±40 Если максимальная твердость в зоне термического влияния выше 325 HV, то рекомендуется предварительный подогрев до 530 К, соответственно, при твердости 250...325 HV - подогрев 430 К, а при твердости 200...250 HV подогрев осуществляется только в случае необходимости. Горячие трещины возникают во время кристаллизации наплавленного металла. В это время на границе зерен образуется легкоплавкий расплав (эвтектика), разрушающийся под влиянием усадочной деформации. Для оценки склонности к горячим трещинам рассчитывают показатель Уилкинсона - H.C.S. по уравнению При H.C.S. > 1,7 горячие трещины не возникают. Технологические расчеты электродуговой наплавки выполняются в такой последовательности Назначают диаметр электрода в зависимости от толщины стенки детали или толщины покрытий. При восстановительных работах чаще назначают диаметр электрода dз= 1,6...2,5 мм. Принимают плотность тока j: при ручной духовой наплавке 30 А/мм2, при автоматической наплавке под слоем флюса то 200 А/мм2, а при наплавке в среде защитного газа > 200 А/мм2. Напряжение дуги U(в вольтах) зависит от силы сварочного тока. При наплавке под слоем флюса, например, напряжение дуги равно U = 21 + 0,04I. (3.12) Масса наплавленного металла тчза 1 ч (в г/ч) равна тч=αнI где αн - коэффициент наплавки, определяющий массу наплавленного металла при силе тока 1 А за 1 ч, г/(Ач). Коэффициент наплавки на постоянном токе [в г/(Ач)] при ручной наплавке тонкообмазанными электродами равен 7,8...8,5, толстообмазанными электродами 10...14, под слоем флюса 14...16, электрошлаковой наплавке 20...25, ленточными электродами под слоем флюса 15...20, при вибродуговой наплавке 8...10, в среде диоксида углерода 12...14. В среднем на 1 кг наплавленного металла при ручной дуговой наплавке на переменном токе затрачивается 3,5...4,5 кВт-ч электроэнергии, а на постоянном токе 7...8 кВт-ч. Масса подаваемой в зону наплавки проволоки за 1 ч (в г/ч) равна "Эссе наплавленного за это время металла Сростом тока (при постоянных скорости наплавки и напряжении) возрастают объем жидкой ванны и площадь проплавления металла, что приводит к увеличению высоты наплавленного валика. Однако при дальнейшем повышении тока ухудшается формирование наплавленного шва. Шаг наплавки определяется шириной наплавленного валика В. Обычно его устанавливают с таким расчетом, чтобы перекрытие составляло 1/3... 1/2 ширины валика. Ширина валика примерно в 2...3 раза больше его высоты. Вылет электрода влияет на распределение тепла, расходуемого на нагрев электродной проволоки и материала детали. Эта величина вместе с другими параметрами отвечает за образование высококачественного покрытия. При использовании наплавочной проволоки диаметром 1,2...1,5 мм вылет составляет 10...20 мм, при диаметре 1,6...2,0 мм он равен 20...25 мм, а для стальной ленты 30...35 мм. Режимы наплавки покрытий уточняют после расчета величины по гонной энергии сварочной дуги W. Эта величина равна количеству тепла, введенного в единицу длины шва: W = 0,24/Uи /и, (3.22) где и - коэффициент использования тепла, для наплавки под слоем флюса составляющий 0,8...0,9. Для получения покрытий хорошего качества значение Wдолжно быть в пределах 630...1590 кДж/м. Чем больше диаметр электродной проволоки и габаритные размеры деталей, тем больше должна быть W. 1.5 Ручная электродуговая наплавка Ручная электродуговая наплавкавыполняется в основном электродами с толстым покрытием и в тех случаях, когда применение механизированных способов невозможно или нецелесообразно. Для получения минимальной глубины проплавления основного металла электрод наклоняют в сторону, обратную направлению наплавки. Наплавку выполняют электродами диаметром 2...6 мм на постоянном токе 80...300 А обратной полярности с производительностью 0,8...3,0 кг/ч. Требуется высокая квалификация сварщиков, потому что наплавку необходимо вести на минимально возможных токе и напряжении с целью уменьшения доли основного металла в наплавленном слое, при этом необходимо обеспечить сплавление основного и наплавленного металлов. Температуру предварительного подогрева деталей при дуговой на плавке покрытыми электродами выбирают из табл. 3. Процесс применяют для нанесения износостойких материалов поверхности корпусных деталей, кронштейнов, рычагов и других деталей в единичном производстве. Таблица 3 - Температура предварительного подогрева деталей при дуговой наплавке покрытыми электродами в зависимости от вида наплавочного материала
1.6 Электродуговая наплавка под слоем флюса Этот вид наплавки, по сути, является развитием ручной наплавки электродами с толстыми качественными покрытиями. Наплавка под слоем флюса разработана коллективом под руководством академика Е.О. Патона Сущность электродуговой наплавки под слоем флюсазаключается в том что сварочная дуга горит между голым электродом и изделием под слоем толщиной 10...40 мм сухого гранулированного флюса с размерами зерен 0,5.-3,5 мм. В зону наплавки подают электродную сплошную или порошковую проволоку (ленту) и флюс (рис. 1). К детали и электроду прикладывают электрическое напряжение. При электродуговой наплавке под слоем флюса применяют постоянный ток обратной полярности. При наплавке цилиндрических поверхностей электрод смещают с зенита в сторону, противоположную вращению. Величина смещения составляет -10% диаметра наплавляемой детали. Электрод должен составлять угол с нормалью к поверхности 6...8°. Флюс в зону наплавки подают из бункера. Расход флюса и, соответственно, толщину его слоя на поверхности детали регулируют открытием шибера. После зажигания дуги одновременно плавятся электродная проволока, поверхность детали и флюс. Сварочная дуга с каплями металла оказывается в объеме газов и паров, ограниченном жидким пузырем из расплавленного флюса. Этот пузырь обволакивает зону наплавки и изолирует ее от кислорода и азота воздуха. Жидкий металл в сварочной ванне постоянно движется и перемешивается. Металл сварочного шва, полученного под флюсом, состоит из расплавленного присадочного (1/3) и переплавленного основного металла Массы расплавленных флюса и присадочного металла примерно одинаковы. Флюс при электродуговой наплавке является вспомогательным материалом, он вместе с выбором материала проволоки и режимов наплавки играет важную роль в обеспечении необходимых свойств получаемого покрытия. Флюсы применяют как в виде сухих зерен, так и в виде пасты из зерен со связующим. Элементы флюса выполняют свои функции после расплавления, сгорания или разложения. Расплавленный флюс дол жен быть жидкотекучим. Температура плавления присадочного материала должна превышать на 100...150°С температуру плавления флюса. Однако флюс не должен кипеть при рабочей температуре наплавки. Флюс при наплавке покрытий осуществляет следующие функции: - устойчивое горение дуги; - защиту расплавленного металла от воздействия кислорода и азота воздуха; - очистку расплавленного металла от включений и его раскисление; - легирование необходимыми элементами материала покрытия; - образование в дальнейшем теплоизоляционного слоя из флюса и его корки, что замедляет процесс затвердевания металла. Для выполнения этих функций в составе флюса имеются такие вещества: -стабилизирующие процесс горения дуги (сода, поташ, диоксид титана, мел, мрамор и др.); - газообразующие из органических соединений (крахмал, мука пищевая или древесная, декстрин) для создания среды, защищающей рас плавленый металл от вредного влияния атмосферы; - шлакообразующие и раскисляющие (титановый концентрат, марганцевая руда, полевой и плавиковый шпаты, кварц, гранит, мрамор, каолин и др.), которые очищают расплавленный металл; - легирующие (ферромарганец, ферросилиций, ферротитан, алюминий и др.); - связующие добавки (жидкое стекло, декстрин и др.). 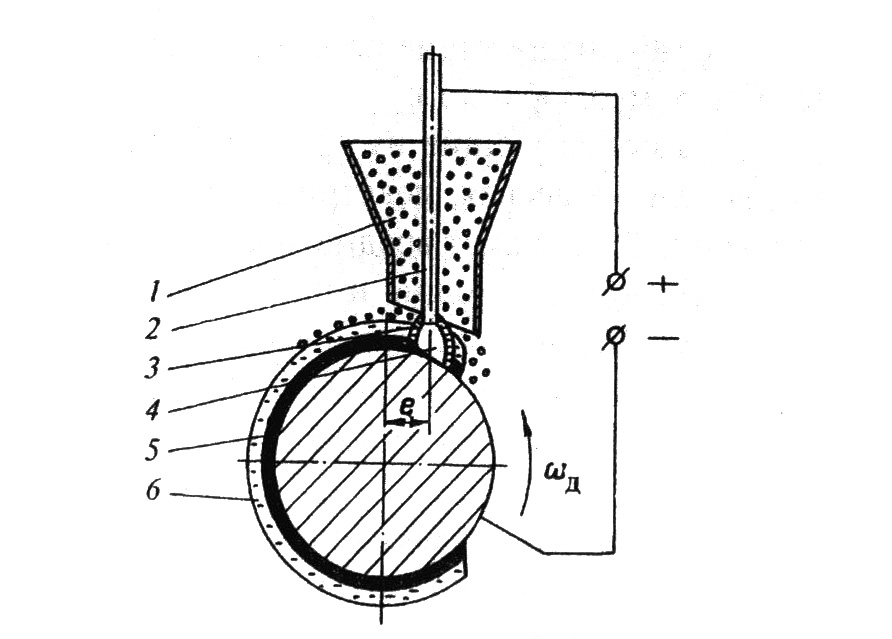 Рисунок 1 – Схема наплавки под слоем флюса 1 - бункер с флюсом; 2 -электрод; 3 -оболочка расплавленного флюса; 4 -газопаровой пузырь; 5 -наплавленный слой; 6 - шлаковая корка; е - величина смещения электрода с зенита; Д - угловая частота вращения детали Следует отдельно отметить, что в результате выполнения флюсом своих функций создаются благоприятные условия для: - выхода газов из шва; - более полного протекания диффузионных процессов; - формирования равновесных структур и достижения высокого термического КПД наплавки; - получения однородного наплавленного металла с гладкой поверхностью и плавным переходом от валика к валику; - применения токов большей плотности, чем при ручной наплавке покрытыми электродами; - исключения разбрызгивания и уменьшения угара металла; - снижения потерь тепла сварочной дуги на излучение и нагрев по токов окружающего воздуха; - улучшения условий труда. Расплавленные флюсы взаимодействуют с оксидными пленками как химические реагенты или физические растворители. В первом случае они образуют с оксидами легкие химические соединения с низкой температурой плавления, которые всплывают на поверхность сварочной ванны, Химически действующие флюсы бывают кислыми (борная кислота Н3ВО3 бура Na2B4O7 l0H2O, кварцевый песок SiO2) и основными. Если оксиды в ванне расплавленного металла кислые (SiO2, СО2 и др.), то при меняют основные флюсы, а для взаимодействия с основными оксидами (FеО, СuО и др.) используют кислые флюсы. Во втором случае флюсы растворяют оксиды металлов и образуют шлаки, также всплывающие на поверхность расплавленного металла. При наплавке часть легирующих компонентов выгорает, их пополнение идет из материала электродной проволоки и (или) материала флюса. Флюсы по составу и способу приготовления делятся на: плавленые, керамические (неплавленые) и смеси. Плавленые флюсыполучают сплавлением исходных материалов (марганцевой руды, кварцевого песка, известняка, плавикового шпата, магнезита, диоксида титана и др.) в электрических или пламенных печах с последующей грануляцией. Расплавленную массу выливают в воду и таким образом получают стекло или пемзовидный гранулированный флюс в виде частиц круглой формы. Плавленые флюсы содержат стабилизирующие, газо- и шлакообразующие компоненты и раскислители (оксиды кремния и марганца). Плавленые флюсы подразделяются на виды в зависимости от массовой доли оксидов кремния и марганца. Марганцовистые флюсы содержат 12% МnО. Низкокремнистые флюсы включают < 30%, а высоко-кремнистые < 30 % SiO2. Широко применяют в ремонте высококремнистые марганцовистые флюсы марок АН-348А и ОСЦ-45, которые имеют в своем составе 38...44 % оксида марганца, обеспечивают устойчивое горение дуги, хорошее формирование сварочных валиков и небольшое количество пор в наплавленном металле. Низкокремнистые безмарганцовистые флюсы марок АН-20 и АН-30 уменьшают возможность появления горячих трещин и пор в наплавленном слое. Плавленые флюсы хорошо защищают сварочную ванну, обеспечивают малую склонность к образованию трещин в покрытии, удовлетворительную отделяемость шлаковой корки, но не содержат легирующих веществ. Флюсы АН-348А, ОСЦ-45, АН-8 применяют для наплавки деталей из углеродистых сталей, а флюсы АН-22, АН-26 - для наплавки дета лей из легированных сталей. Керамические флюсыпредставляют собой механическую смесь легирующих, модифицирующих и шлакообразующих составляющих, соединенных жидким стеклом (17...18 мас. % сухих компонентов). Флюсы получают смешиванием порошков исходных материалов с добавкой связующего вещества. Затем массу дробят на гранулы размером 2...3 мм и сушат Время сушки материала флюса 20 мин при температуре 200 °С. Керамические флюсы содержат ферросплавы (феррохром, ферро-марганец, ферросилиций, ферротитан), которые придают флюсам леги-рующие свойства. При этом отдельные легирующие вещества выполняют и функцию раскислителей. Эти флюсы содержат до 50 % неокисленных элементов, что позволяет активно воздействовать на металлургические процессы и получать металл покрытия с необходимыми механическими свойствами. Однако легирующие элементы распределены в объеме мате риала флюса неравномерно, что объясняет химическую и структурную неоднородность покрытий и, как следствие, их «пятнистую» твердость. Наиболее распространены для наплавки деталей керамические флюсы АНК-18, АНК-19, АНК-30 и ЖСН-1. Например, состав керамического флюса АНК-18 (мас. %) следующий: 6...7 СаСО3, 26...28 CaF2, 26...30 MgO, 17...18 А12О3, 7...11 SiO2, 2,0...2,5 Na2SO4 или K2O, 5,2...6,5 Cr, 2...2,5 Mn, 0,12...0,20 С, 0,2...0,3 Ti, 1,9...2,0 Al, 0,2...0,3 Si, 3...4Fe, до O,15 S и P. Флюсы-смеси получают смешением плавленых и керамических флюсов или плавленых с ферросплавами и графитом. Например, к плавленому флюсу АН-348А добавляют легирующие элементы в виде серебристого графита из электродов сталеплавильных печей, ферромарганца (70...80 % Мn и 1,5...2,0% С), ферросилиция (включает 70...80% Si), Феррохрома (содержит 70...80 % Сr) и алюминиевого порошка. Такие флюсы обеспечивают получение закалочной структуры материала без последующей термообработки. Марку электродного материала, как и флюса, выбирают с учетом требуемых физико-механических свойств наплавленного покрытия. Применяют следующие электродные материалы: проволоку сплошного сечения (Углеродистую, легированную, высоколегированную) и порошковую проволоку (легированную, высоколегированную). Для повышения производительности процесса служат также ленточные электроды из стальной, спеченной, металлокерамической или порошковой ленты. Для получения наплавленного металла требуемых химического состава и свойств применяют легирование через электродную проволоку и (или) флюс. При легировании через проволоку наплавку ведут высокоуглеродистой или легированной проволокой под плавленым флюсом. При этом обеспечиваются высокая точность легирования и стабильность химического состава наплавленного металла по глубине покрытия. Легирование наплавленного металла через флюс выполняют плавкой малоуглеродистой проволокой под слоем керамического флюса Высокая твердость покрытий исключает их последующую термическую обработку. Однако этот способ легирования не нашел широкого приме нения из-за большой неравномерности наплавленного металла по химическому составу и необходимости строго выдерживать режим наплавки Комбинированный способ легирования одновременно через проволоку и флюс получил наибольшее распространение. В качестве источников питания применяют выпрямители ВС-300, ВДУ-504, ВС-600, ВДГ-301 и преобразователи ПСГ-500 с пологопадающей или жесткой внешней характеристикой. В роли вращателей деталей используют специальные установки (УД-133, УД-140, УД-143, УД-144, УД-209, УД-233, УД-299, УД-302, УД-651, ОКС-11200, ОКС-11236, QKC-11238, ОКС-14408, ОКС-27432, 011-1-00 РД) либо списанные токарные или фрезерные станки. Для подачи проволоки применяют головки А-580М, ОКС-1252М, А-765, А-1197. Основные технологические параметры наплавки: состав электродного материала и флюса, напряжение дуги U, сила I и полярность тока, скорость наплавки Hи подачи Пэлектродного материала, шаг наплавки S, смещение электрода с зенита е, диаметр dЭи вылет электрода. Наплавка под слоем флюса имеет следующие разновидности. Наплавка лежачим электродом (прутковым или пластинчатым) из низкоуглеродистой или легированной стали применяется для восстановления плоскостей. Часть флюса насыпают на восстанавливаемую поверхность (толщиной 3...5 мм), а часть - на электрод (толщина слоя флюса достигает 10...15 мм). Применяют флюсы-смеси. В одном месте электрод замыкают с деталью для возбуждения дуги, которая при горении блуждает в поперечном направлении. Плотность тока составляет 6...9 А/мм напряжение 35...45 В. Для выполнения процесса имеется установи ОКС-11240 ГосНИТИ. Повышение производительности и более высокое содержание легирующих элементов в покрытии обеспечиваются многоэлектродной на плавкой под флюсом на детали со значительным износом на большой площади (рис. 2). Блуждающая дуга горит между деталью и ближайшим к ней электродом. 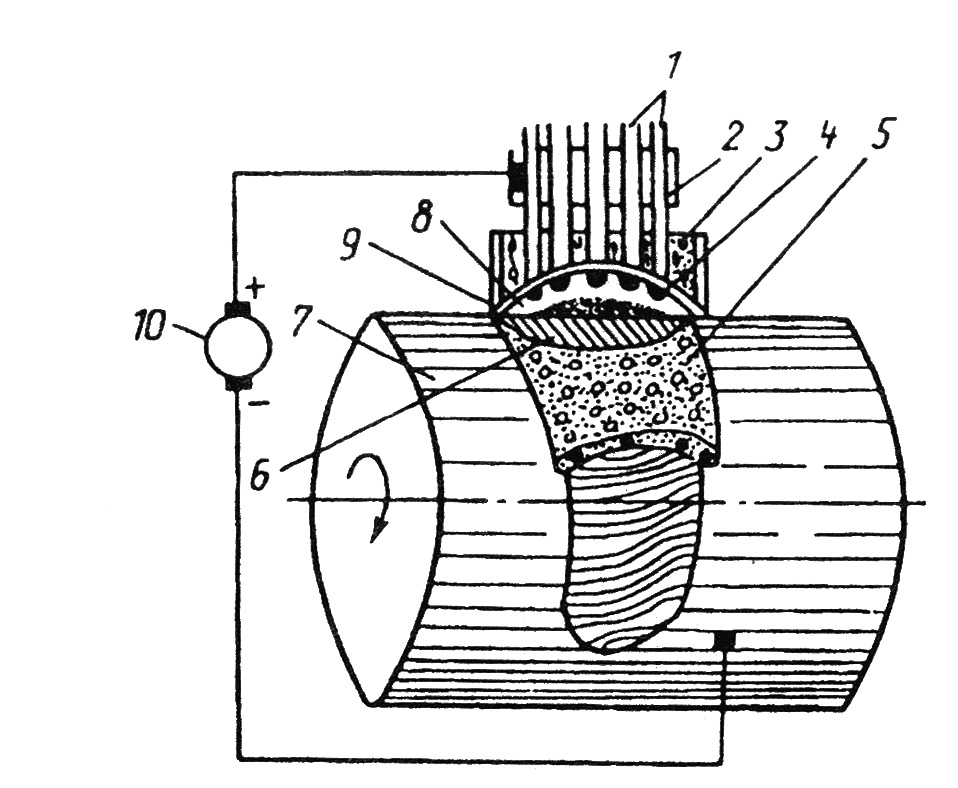 Рисунок 2 - Многоэлектродная наплавка под слоем флюса 1 - электроды; 2 - токоподводящий контакт; 3 - флюс; 4 - электрическая дуга; 5 - шлаковая корка; 6 - наплавленный металл; 7 - восстанавливаемая деталь; 8 - газопаровой пузырь; 9 - оболочка расплавленного флюса; 10 - источник питания Наплавка по слою порошка (толщиной 6...9 мм) под флюсом повышает производительность процесса и обеспечивает получение толстых покрытий нужного состава. Область применения механизированной наплавки под слоем флюса распространяется на восстановление деталей (диаметром более 50 мм) из углеродистых и низколегированных сталей, требующих нанесения слоя толщиной > 2 мм с высокими требованиями к его физико-механическим свойствам. Наплавляют шейки валов, поверхности катков и роликов, направляющие станин и другие элементы. Механизированная наплавка под слоем флюса обладает такими пре имуществами: - повышением производительности труда в 6...8 раз по сравнению с ручной электродуговой наплавкой с одновременным снижением расхода электроэнергии в 2 раза за счет более высокого термического КПД; - высоким качеством наплавленного металла благодаря насыщению необходимыми легирующими элементами и рациональной организации тепловых процессов; - возможностью получения покрытий толщиной > 2 мм; - меньшим рас ходом присадочного материала в результате исключения потерь на разбрызгивание отсутствием "огарков" и уменьшение угара металла; - лучшими условиями труда наплавщиков за счет механизации процесса и отсутствия открытой дуги. Недостатками процесса являются: - большое вложение тепла в материал детали, что увеличивает зону термического влияния и изменяет результаты предыдущей термической обработки. После наплавки обычно требуется последующая термическая обработка, хотя применение керамического флюса ее исключает; - трудности удержания ванны расплавленного металла на поверхности цилиндрической детали и необходимость удаления шлаковой корки. По первой причине детали диаметром < 50 мм под слоем флюса не наплавляют; - уменьшение усталостной прочности деталей до 20...40 % за счет остаточных напряжений, пористости и структурной неоднородности; - появление при загрузке флюса в бункер и его просеивании после использования силикатной пыли, вредной для организма человека. В качестве оборудования для электродуговой наплавки ИЭС им. Е.О. Патона разработал наплавочные станки У-651 и У-653. Станок У-651 предназначен для наплавки наружных поверхностей деталей (в том числе шлицев), а также сварки деталей, имеющих кольце вые и продольные швы простой формы. Он позволяет вести наплавку открытой дугой сплошной самозащитной проволокой диаметром 1-2 мм, порошковой проволокой диаметром 2...3 мм и в среде защитных газов проволокой диаметром 1...2 мм. Применяется наплавочный автомат А-1408У4. Станок позволяет наплавлять детали диаметром 20...500 мм, длной 1300 мм и массой до 200 кг. Станок У-653 служит для наплавки наружных и внутренних цилиндрических и конических поверхностей, шлицев и плоских поверхностей. Этот станок дает возможность вести наплавку открытой дугой сплошной самозашитной проволокой диаметром 2...5 мм, порошковой проволокой диаметром 2...3 мм, в среде защитных газов проволокой диаметром 2...5 мм и под слоем флюса проволокой диаметром 2...5 мм. Применяется наплавочный автомат А-1406. Станок позволяет наплавлять детали диаметром 20...800 мм, длиной 1300 мм и плоские детали длиной 1200 мм, шириной 400 мм. Масса наплавляемых деталей до 200 кг. Станок укомплектован флюсосборником. Станки имеют унифицированные станины, тумбы и стойки. На станинах установлены механизмы вращения детали с коробками скоростей и подач. По направляющим станины перемещаются наплавочный автомат и пиноль. Для отвода газов из зоны наплавки применяют вытяжную вентиляцию. ГОСНИТИ разработал станок ОКС-11232 для наплавки деталей типа валов (в том числе коленчатых). Станок создан на базе унифицированных составных частей, укомплектован сварочным выпрямителем ВДГ-301. Установки нового поколения для нанесения покрытий разработал ВНИИТУВИД «Ремдеталь»: УД-609.02 Ремдеталь с источником питания ПДГ-516, предназначенную для наплавки порошковыми проволоками; УД-609.03 Ремдеталь с источником питания ПДГ-516 для наплавки под флюсом; УД-609.05 Ремдеталь для дуговой наплавки с газопламенной защитой; УД-609.07 Ремдеталь с источником питания ВДУ-506 для тонкослойной наплавки; УД-609.08 Ремдеталь с пневматическим механизмом подачи шнура ТОП-ЖЕТ-2 для наплавки шнуровыми материалами. Особенность названного оборудования состоит в том, что оно способно наносить наплавочные или газотермические покрытия на детали практически любой конфигурации. Каждая технологическая машина состоит из модулей: технологического, перемещающего детали и управляющего. Технологический модуль для дуговой наплавки включает в себя: механизм подачи электродной проволоки, механизм подачи флюса или газа, горелку и кассеты для электродной проволоки. Модуль перемещения детали обеспечивает вспомогательные и основные перемещения горелки, в том числе в начале операции и ее конце при выходе модуля в исходное положение. Модуль перемещения состоит из механизмов прямолинейного и вращательного перемещений, которые оснащены приводами постоянного тока. Погрешность технологических перемещений составляет ±1 мм. Структура модуля перемещения детали позволяет использовать серийные системы ЧПУ. В зависимости от требований к уровню автоматизации управляющий модуль имеет три модификации для ручного, циклового и контурно го управления. Модификация циклового управления для модуля с четырьмя ступенями свободы построена на базе серийного микропроцессорного командоаппарата и системы следящих приводов исполнительных механизмов. Модификация контурного управления построена на базе серийной СЧПУ и обеспечивает перемещение инструмента по сложной траектории. В этом случае для управления технологическим модулем требуется значительный объем памяти, рассчитанный на хранение рабочей программы. |