тесты. 1. 2 Технология производства сварных конструкций
 Скачать 382.05 Kb. Скачать 382.05 Kb.
|

|
Раздел 1 Проведение подготовительных, сборочных операций перед сваркой, зачистка и контроль сварных швов после сварки Тема: 1.2 Технология производства сварных конструкций Сфера применения Во многих отраслях промышленности GTAW используется для сварки тонких заготовок, в первую очередь из цветных металлов. Эта технология находит всё более и более широкое применение при изготовлении космических транспортных средств, и часто также применяется для сварки тонкостенных трубок малого диаметра, подобных используемым в производстве велосипедов. Кроме того, GTAW часто используется для создания заготовок, или же для первого прохода при сварке трубопроводов различных диаметров. Процесс также широко используют при работах по обслуживанию и ремонту, например, при ремонте инструментов и приборов, в первую очередь это относится к деталям, изготовленным из алюминия и магния. [18] Поскольку металл при данном методе не переносится напрямую электрической дугой, здесь становится доступным обширный ассортимент металлов, используемых в качестве присадочных материалов. Фактически, никакой другой процесс сварки не позволяет сварку столь широкой номенклатуры сплавов при самых разнообразных конфигурациях изделий. Сплавы металлов для присадочных прутков, такие как элементарные алюминий и хром, из-за испарения под воздействием электрической дуги могут просто улетучиться. Но этого не произойдёт в случае использования процесса GTAW. Поскольку изделия, полученные в результате сварки, будут иметь тот же самый или близкий химический состав, что и оригинальный основной компонент (или соответствующие основные компоненты) сплава, сварка, полученная по методу GTAW получается очень стойкой к коррозии и механическим повреждениям в течение длительных периодов времени, что т.о. делает данную технологию почти незаменимым выбором для столь ответственных операций, как заваривание контейнеров с отработанным ядерным топливом перед их захоронением.
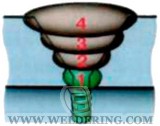
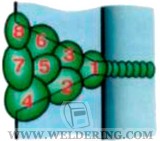
Сварка углеродистых, конструкционных и нержавеющих сталей, алюминия и его сплавов, титана, никеля, меди, латуней, кремнистых бронз, а также разнородных металлов и сплавов; наплавка одних металлов на другие. Способ широко применяется в химической, теплоэнергетической, нефтеперерабатывающей, авиационно-космической, пищевой, автомобилестроительной и других отраслях промышленности. Технология ручной аргонодуговой сварки труб Технологические варианты сварной шов полностью выполняется ручной аргонодуговой сваркой неплавящимся электродом (рекомендуется при толщине стенки до 3 мм); сварной шов выполняется комбинированным способом: корневой шов - ручной аргонодуговой сваркой неплавящимся электродом, а последующие слои - ручной дуговой сваркой покрытым электродом (целесообразен при толщине стенки трубы 4 мм и более). Ориентировочное расположение слоев и валиков (1 - 8) в стыках, сваренных по различным технологическим вариантам
* При толщине стенки до 2 мм сечение стыка следует сваривать в один слой Ручная аргонодуговая сварка неплавящимся W-электродом применяется для неповоротных стыков труб из низкоуглеродистых, низколегированных и легированных (коррозионностойких) сталей. Диаметр свариваемых труб - менее 100 мм, толщина стенки - до 10 мм. Выбор параметров режима Сварочный ток выбирают: при однопроходной сварке - в зависимости от толщины стенки трубы, а при многопроходной - исходя из высоты валика, которая должна составлять 2 - 2,5 мм. Сварочный ток назначают из расчета 30 - 35 А на 1 мм диаметра электрода. Напряжение на дуге должно быть минимальным, что соответствует сварке короткой дугой. Скорость сварки регулируют так. чтобы гарантировались проплавление кромок и формирование требуемых размеров шва. Расход защитного газа зависит от марки свариваемой стали и токового режима (от 8 до 14 л/мин). Присадочная проволока диаметром 1,6-2 мм выбирается но марке свариваемой стали Ориентировочные режимы
Минимальные режимы по току в зависимости от марки W-электрода
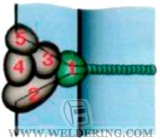
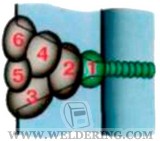
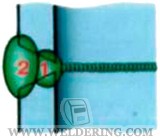
Сварку начинают сразу же после установки прихваток, которые при выполнении первого слоя нужно переплавить. В труднодоступных местах первый корневой шов можно выполнять без присадочной проволоки, если зазор и смешение кромок не превышают 0,5 мм, а притупление кромок не более 1 мм. Исключение составляют стыки труб из сталей 10 и 20, которые всегда нужно сваривать с присадкой. Очередность наложения слоев при сварке одним сварщиком неповоротного стыка 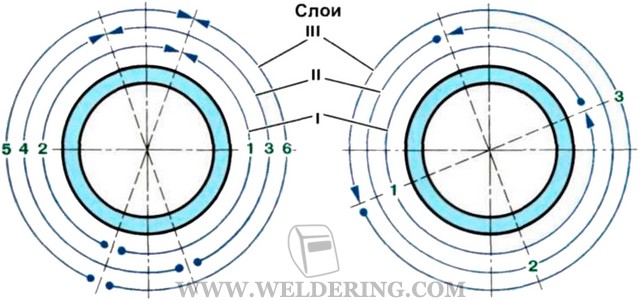 Зажигать и гасить дугу следует на кромке трубы или на уже наложенном шве на расстоянии 20-25 мм от конца шва. Подачу аргона прекращают спустя 5-8 с после обрыва дуги. Сварку трубопроводов из высоколегированных, особенно коррозионностойких, сталей выполняют с защитой корня шва либо подачей аргона внутрь трубы, либо применяя флюс-пасту ФП8-2. При сварке высоколегированных сталей нужно соблюдать ряд условий: минимальные токовые режимы; короткая сварочная дуга; максимальная скорость сварки без перерывов и повторного нагрева одного и того же участка металла; избегать поперечных колебаний горелки; присадочную проволоку следует подавать равномерно, чтобы не создавать брызг расплавленного металла, которые, попав на основной металл, могут вызвать впоследствии очаги коррозии На толстостенных (более 10 мм) трубопроводах диаметром более 100 мм из низкоуглеродистых и низколегированных сталей корневой шов сваривают аргонодуговым способом без остающихся подкладных колец. Сварку следует вести обратноступенчатым способом участками длиной не более 200 мм. Высота корневого шва должна быть не менее 3 мм. При этом необходимо обеспечить плавные переходы к поверхности трубы. Направление и очередность укладки корневого слоя 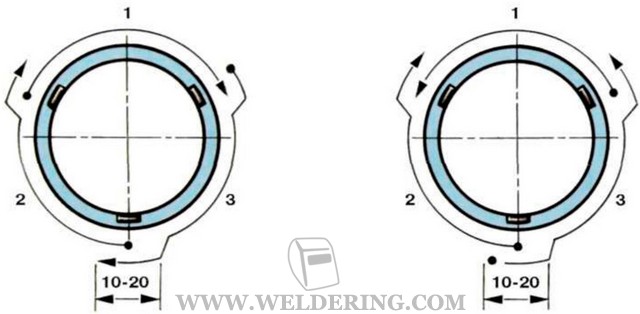 Аргонодуговую сварку используют также, когда приваривают подкладное кольцо в трубах из углеродистых и низколегированных ст алей. Кольцо плотно, но без натяга, устанавливают в трубу, оставляя зазор между кольцом и внутренней поверхностью трубы не более 1 мм. Кольцо прихватывают снаружи угловым швом длиной 15-20 мм с катетом 2.5-3 мм к трубам диаметром до 200 мм в двух местах, а большего диаметра в трех-четырех местах. Прихватку, независимо от марки стали трубы и подкладного кольца, выполняют с присадочной проволокой Св-08Г2С диаметром 1,6-2 мм. Подкладное кольцо приваривают однослойным угловым швом с катетом 3-4 мм с тем же присадком. Прихватку и приварку подкладного кольца делают без предварительного подогрева независимо от марки стали и толщины стенки трубы. Исключение составляют трубы из стали 15Х1М1Ф с толщиной стенки более 10 мм - конец такой трубы подогревают до 250 - 300 °С. Решите тестовые задания Выберите правильный или правильные варианты ответов: Какой способ сварки труб применяется при неповоротном, недоступном положении? способ "в лодочку", способ "с козырьком", с глубоким проваром, погруженной дугой Какое сечение балок наиболее часто встречается? коробчатое, уголок; швеллер, двутавровое; трубчатое, листовое; уголок, труба. К оболочковым конструкциям относятся: рамы; фермы; резервуары; решётки Конструкции и конструктивные элементы, работающие в основном на поперечный изгиб: балки; фермы; резервуары; решётки Жестко соединенные между собой балки образуют колонны; рамы; решётки; фермы. Прихватки следует устанавливать от края детали или от отверстия на расстоянии не менее: 5 мм; 10 мм; 15 мм; 20 мм. Метод сборки, при котором вначале собирают всю конструкцию, а затем ее сваривают: метод оптимальной сборки; метод рациональной сборки; метод общей сборки; метод узловой сборки. Метод сборки, предусматривающий сборку и сварку отдельных узлов, из которых состоит конструкция, а затем сборку и сварку всей конструкции: метод общей сборки; метод рациональной сборки; метод узловой сборки; метод оптимальной сборки. К оболочковым конструкциям относятся: конструкции которые в основном испытывают переменные нагрузки; балки и перекрытия; ёмкости, трубы, котлы; рамы и фермы. Часть конструкции, представляющая собой соединение двух или нескольких деталей при помощи сварки: позиционер; сварной узел; манипулятор; вращатель. Описание технологического процесса оформляют на специальных бланках, которые называют: технологическая карта; технологическая ведомость; технологическая последовательность; технологическая запись. Корневой шов трубопроводов выполняют электродом диаметром: 5 мм; 4 мм; 3 мм; 2 мм. В конструкциях мостовых кранов широко используют балки коробчатого сечения; круглого сечения; двутаврового сечения; таврового сечения. Сварные металлические конструкции по сравнению с клёпаными экономичней на: 5-10%; 20-45%; 15-20%; 35-50%. Поясные швы балок коробчатого и двутаврового сечения, как правило выполняют: газовой сваркой; автоматической сваркой; ручной дуговой сваркой; полуавтоматической сваркой. Приспособление для вращения изделия в процессе сварки при различных углах наклона оси вращения называется: манипулятор; вращатель; кантователь; эксцентрик. Зазор между стыкуемыми элементами и притупление кромок составляет от... 0,3 до 0,5 мм; 0,5 до 1 мм; 1, до 1,5 мм; 1,5 до 4 мм. Что такое резьбовое соединение? это разъемное соединение составных частей изделия с помощью шпонок; соединение составных частей изделия с применением детали, имеющей резьбу; это разъемное соединение составных частей изделия с применением лазов (шлицев) и выступов. разъемное соединение, затягиваемое или регулируемое с помощью клина. Что такое шпоночное соединение? это разъемное соединение составных частей изделия с помощью шпонок; соединение составных частей изделия с применением детали, имеющей резьбу; это разъемное соединение составных частей изделия с применением лазов (шлицев) и выступов. разъемное соединение, затягиваемое или регулируемое с помощью клина. Что такое клиновое соединение? это разъемное соединение составных частей изделия с помощью шпонок; соединение составных частей изделия с применением детали, имеющей резьбу; это разъемное соединение составных частей изделия с применением лазов (шлицев) и выступов. разъемное соединение, затягиваемое или регулируемое с помощью клина. Деталь это… это стержни круглого или периодического сечения (рифленые) из низкоуглеродистой или среднеуглеродистой стали, полученные на прокатных станах; изделие, изготовленное из однородного материала без применения сборочных операций; цилиндрический металлический стержень с головками различной формы на одном конце; представляет собой цилиндрический стержень с шестигранной головкой в виде призмы. По форме детали делятся на: плоские, круглые, цилиндрические, конические, профильные. Укажите названия элементов балки полка стенка ребро жескости Назовите элементы узла фермы: пояс раскос стойка косынка Продолжите фразу: Сборочная единица это ... Изделие состовные части которого соеденены на предприятии-изготовителе сборочными операциями сваркой свинчиванием клепкой опресовкой Определите по рисунку название детали: 1. ________________, 2. ________________, 3. ________________, 4. ________________, 5. ________________. В каком сварном соединении возможны большие деформации? В тонкостенной конструкции с протяженными швами. В стыковом соединении коротких незакрепленных труб. В угловом соединении хорошо закрепленных пластин. В толстостенной конструкции с протяженными швами. При каких условиях в сварной конструкции возможны большие напряжения? При сварке стыковых соединений. При сварке пересекающихся стыковых швов. При сварке нахлесточных соединений. При сварке без подогрева. При каких условиях в жесткозакрепленной конструкции напряжения будут больше? При сборке с большим зазором. При сварке с малой скоростью. В обоих случаях. никогда Выберите правильный порядок наложения швов: 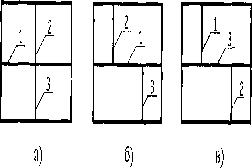 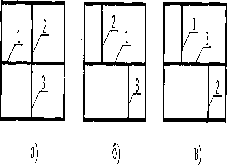 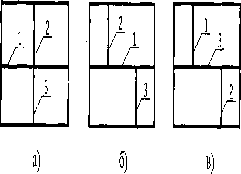 Поставьте операции по порядку (цифры 1-6) 1. зажигание дуги; 3 2. перемещение электрода; 5 3. удержание дуги; 4 4. подготовка кромок; 1 5. отбитие шлака; 6 6. сборка изделия. 2 Соотнесите виды покрытий с их обозначениями: 1) рутиловое г 2) кислое а 3) основное б 4) целлюлозное в а) А б) Б в) Ц г) Р д) П Перечислите основные параметры режима сварки Сила тока Диаметр электрода Скорость сварки Операции резки, гибки, зачистки, правки по изготовлению деталей сварных конструкций называются: Вспомогательные, Сборочные, Отделочные, Заготовительные. Обратноступенчатый шов выполняется следующим образом: от центра (середины) детали к краям, участками (ступенями), длина которых равна длине при полном использовании одного электрод, длину шва разбивают на ступени и сварка каждой ступени производится в направлении, обратном общему направлению сварки, на проход. При сварке вертикальных и горизонтальных швов сила сварочного тока по сравнении со сваркой в нижнем положении должна быть увеличена на 5-10%, увеличена на 15-20%, уменьшена на 10-15%, не изменяться. Сколько слоев вы положите в разделку труб толщиной 4 мм? Один слой. Два слоя. Три слоя. Четыре слоя Устройство для закрепления изделия в заданном положении и вращения его со скоростью сварки: кондуктор; манипулятор; позиционер; вращатель. В зависимости от назначения и территориального расположения трубопроводы разделяются на: магистральные технологические, энергетических блоков санетарно технические Определите по рисунку название детали (приварные детали стальных трубопроводов): 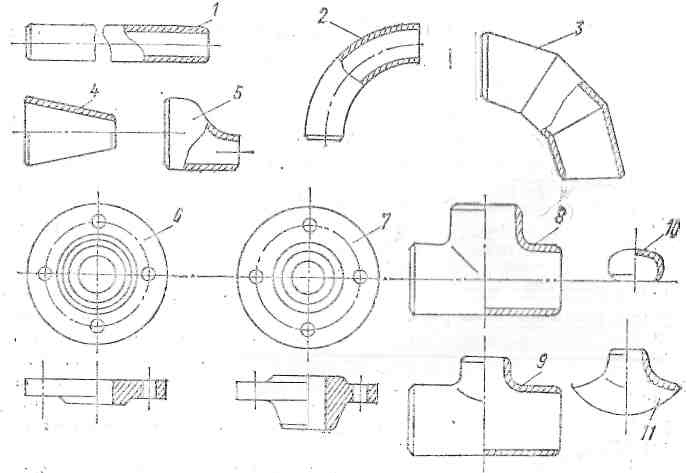 Патрубок отрезной трубы отвод отвод сварной переход концентрический переход эксцентрический ,фланец плоский приварной Фланец плоский приварной стыковой Тройник равнопроходный Тройник не равнопрходный Заглушка эллептическая Седловина накладная Бланк с правильными вариантами ответов необходимо отправить на электронную почту: bondalet2012@yandex.ru БЛАНК ОТВЕТОВ Дата: «_25__» 08_2021__г. Ф.И.О. Морозов Максим Вячеславович
Количество баллов _____ ______% Оценка _____ (_____________________) Проверил преподаватель _____________________ М.М.Бондалет | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||