Керамзит. Керамзит тепл мат. 1 Характеристика продукции и ее номенклатура 2 Сырьевые материалы
 Скачать 183.9 Kb. Скачать 183.9 Kb.
|

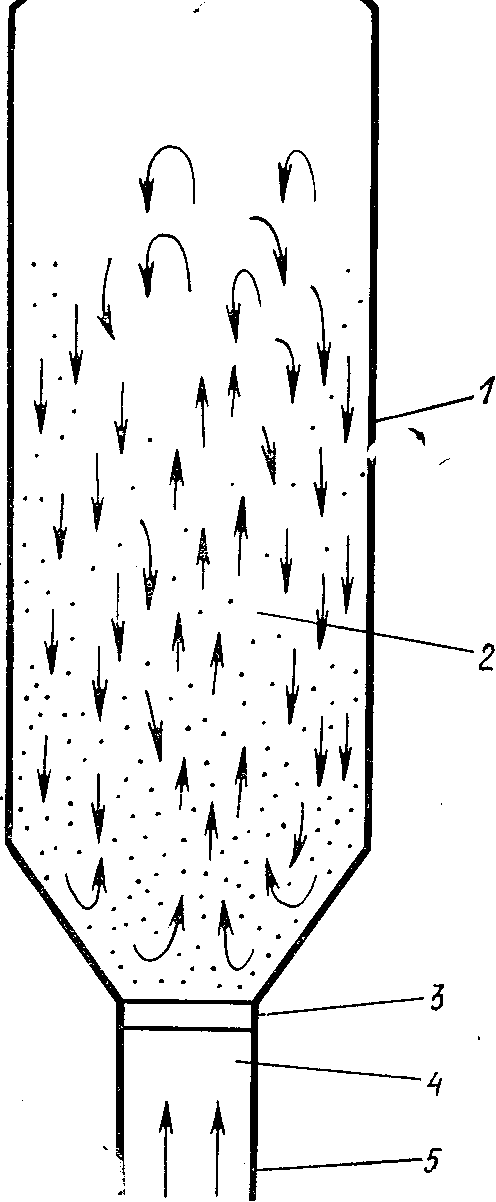 Рисунок 1 - Схематическое изображение фонтанирующего слоя 1 — корпус; 2 — центральный фонтан; 3 — решетка; 4 — патрубок для подвода газа; 5 — конус материала; Происходящая таким образом циркуляция частиц— подъем в фонтане центральной части слоя и опускание в периферийной — отражает новое состояние материала, получившего название фонтанирующего слоя. Циркуляция частиц здесь более интенсивна, чем в обычных псевдоожиженных слоях. Устройства с фонтанирующим слоем появились значительно раньше, чем за рубежом. Они использовались при сушке хлопка, зерна, торфа, в топочной технике и т. д. Большой интерес представляет и обжиг керамзита в фонтанирующем слое. В последние годы в ФРГ были проведены успешные опыты и предложен для практики новый циркуляционный способ производства керамзита с обжигом в фонтанирующем слое. Сырьем для производства керамзита служит тонкодисперсная легкоплавкая глина с карьерной влажностью 13—15%. При указанной влажности глина сравнительно плотная и может подвергаться тонкому дроблению без замазывания механизмов. Ее химический состав характеризуется содержанием (в %): SiO2—49,10; Fe2О3— 7,98; А1203— 21,89; MnO—0,11; CaO—3,58; MgO—1,57; SO2—1,85; R20—2,86 и ППП—11,06. На карьере глину добывают многоковшовым экскаватором на гусеничном ходу. Параллельно фронту добычи глины установлен ленточный конвейер длиной 150 м. Предварительно глину, доставляемую с карьера. измельчают на валковой дробилке. Затем она поступает в ящичный подаватель, проходит через металлический желоб с электромагнитом для очистки от металлических включений и поступает в ударно-отражательную дисковую мельницу, где тонко измельчается и гомогенизируется при естественной влажности. Далее тонкоизмельченная глина непрерывным потоком направляется в тарельчатый гранулятор, где к ней добавляют 2—4 % воды и специальную добавку, способствующую образованию шаровидной формы гранул. По ленточному конвейеру гранулы поступают в сушильный противоточный барабан длиной 10 и диаметром 1,5 м. После выхода из сушильного барабана от материала отделяются мелкие и крупные фракции, которые направляются обратно для повторной переработки в ударно-отражательную дисковую мельницу, а гранулы размером от 1 до 12 мм, нагретые в сушильном барабане до 200 °С, конвейером подаются в промежуточный бункер объемом 5 м3. При рассмотренной системе подготовки перерабатываться может также глина и с влажностью выше 20 °/о. В этом случае мельница, тарельчатый гранулятор и сушильный барабан имеют соответственно большие размеры и постоянно загружаются с избытком. Избыточный материал автоматически отводится обратно в мельницу. Здесь сухой материал смешивается с влажным сырьем и перерабатывается по схеме. Печная установка состоит из бункера объемом 5 м3, загрузочного шлюза, камеры обжига, специальной горелки и затвора. Установка работает периодически с загрузкой каждые 40 с. Из бункера сухие гранулы поступают в объемный дозатор, откуда они периодически загружаются в печь, где обжигаются в фонтанирующем слое рисунок 2. 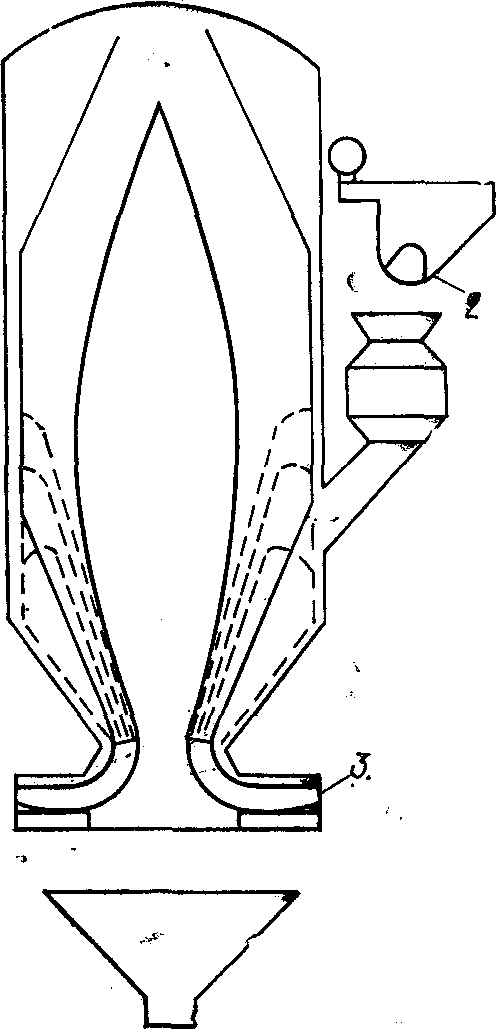 Рисунок 2 - Схема печи с фонтанирующим слоем 1— отходящие газы; 2—загрузка; 3 — выгрузка В печи гранулы захватываются идущим вверх потоком газов и поднимаются вверх до тех пор, пока сила газового потока не станет меньше силы тяжести обжигаемого материала, который попадает вниз, затем снова захватывается и поднимается потоком газа и т. д. Циркулируя таким образом в течение 40 с, гранулы вспучиваются. Затем подача топлива прекращается, открывается затвор и в течение 4 с вспученный материал выгружается. Обожженный материал отгружается конвейером на сортировку, а новая партия гранулированного материала поступает в печь на вспучивание. Вследствие теплового удара зерна керамзита имеют твердую прочную оболочку, значительно увеличивающую прочность зерна. При этом вследствие равномерной тепловой обработки мелкие и крупные гранулы одинаково хорошо вспучиваются. Печь футерована огнеупорным легковесным теплоизоляционным материалом. Наружная температура стены не превышает 50 °С, т. е. потери теплоты через излучение малы. Высота обжиговой печи 10 м, внутренний диаметр в свету 2,5 м. За исключением затвора и шлюза подвижных деталей печь не имеет. Отработанные дымовые газы из печи поступают в сушильный барабан и после выхода из него обеспыливаются в циклонах. В противоположность классическому способу производства керамзита во вращающихся печах циркуляционный способ позволяет пускать и останавливать всю установку в любое время без опасности для печи и футеровки, а также без больших теплопотерь. На растопку полностью остывшей установки требуется 60 мин, а частично остывшей— 15 мин. Управление всей установкой автоматизировано. Продолжительность загрузки и разгрузки печи контролируется реле времени. Изменение продолжительности или температуры обжига вызывает изменение насыпной плотности обжигаемого материала и наоборот. Зона обжига контролируется телевизионной камерой, а работа печи регулируется с пульта управления. Печь в настоящее время работает на легком моторном масле, но может также работать на природном газе и мазуте. Расход теплоты на обжиг 1 кг керамзита в фонтанирующем слое составляет всего 3990 кДж, а расход электроэнергии 15 кВт/т. Выпускаемый керамзитовый гравий с насыпной плотностью 500 кг/м3 характеризуется повышенной прочностью и используется для приготовления высокопрочного керамзитобетона при изготовлении напряженно-армированных конструкций. Схема производства керамзитового гравия с обжигом по циркуляционному способу показана на рисунок 3. 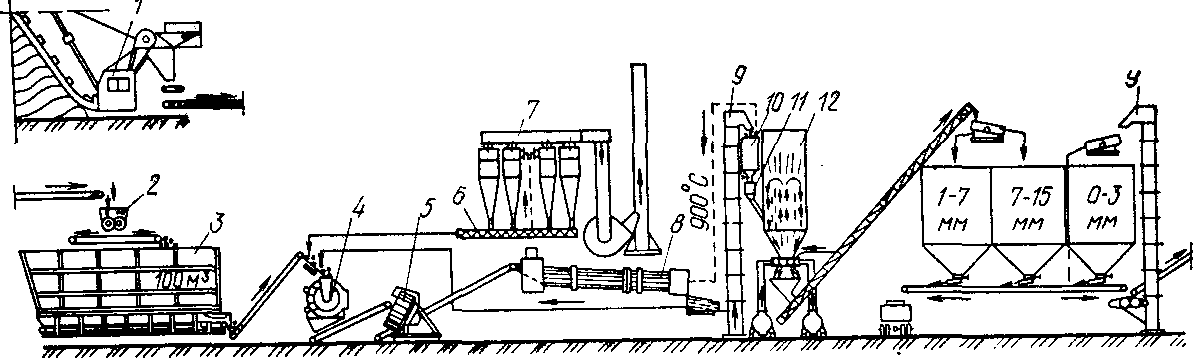 Рисунок 3 - Технологическая схема производства керамзитового гравия по циркуляционному способу 1 — многоковшовый экскаватор; 2 — валковая дробилка; 3 — ящичный подаватель (100 м3); 4 — ударно-отражательная дисковая мельница; 5 — тарельчатый гранулятор; 6 — шнек для отвода пыли; 7 — циклонный пылеулавливатель; 8 — сушильный барабан; 9 — ковшовый элеватор; 10 — запасной бункер (5 м3), 11 —загрузочный шлюз; 12 — печь с фонтанирующим слоем. 3.3 Вспучивание глинистого сырья на керамзит вибрационным методом Новизна метода, названного вибрационным, состоит в применении для обжига керамзитового гравия специальной комбинированной установки, выполняющей следующие технологические функции: сушку гранулированного материала, предварительный его подогрев, вспучивание и охлаждение обожженного продукта. Существенная особенность вибрационного способа изготовления керамзитового гравия—приготовление гранулированного глинистого сырца шаровидной формы и примерно одинакового размера, что легко достигается на тарельчатом грануляторе. Технологический процесс изготовления керамзитового гравия по вибрационному способу характеризуется следующей последовательностью. Исходная глина в природном состоянии или после ее подсушки до 15%-ной влажности измельчается в порошок с максимальным размером зерен около 0,2 мм и подается в тарельчатый гранулятор, где при добавке 2—4 % воды формуются шаровидной формы гранулы примерно одинакового размера. Для лучшего склеивания порошкообразного материала применяют специальную химическую добавку. Одинаковый размер гранул при формовании достигается правильно отрегулированным положением тарелки, скоростью ее вращения и дозированием воды. Вибрационная установка работает по следующей схеме. Полученный на тарельчатом грануляторе однородный по размеру зерен материал по загрузочной трубе подается в сушильную камеру установки рисунок 4, откуда под действием силы тяжести поток материала поступает в шахту предварительного нагрева. В шахте происходит теплообмен между материалом и восходящими потоками топочных газов, поступающих из камеры горения. 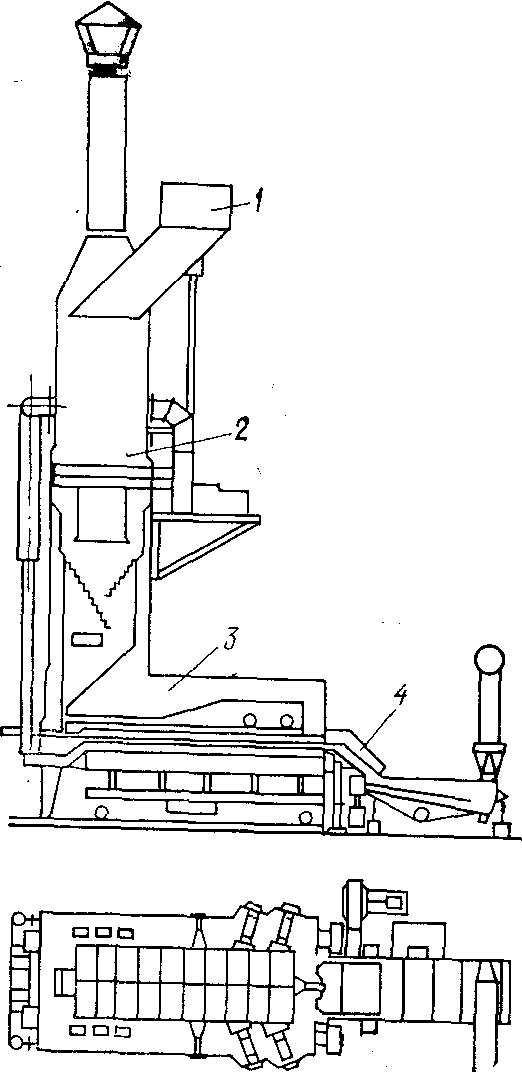 Рисунок 4 - Установка для производства керамзита по вибрационному методу (ФРГ) 1—загрузка; 2 — шахта для подогрева; 3 — вибростол;4— выгрузка Установку для вспучивания загружают через загрузочный желоб, работу которого регулируют с помощью электромагнитных импульсов Гранулированный материал проходит горизонтальную область зоны вспучивания в течение примерно 1 мин. Зона обогревается непосредственно c помощью двух пар форсунок, работающих на жидком топливе. Температура в зоне вспучивания поддерживается на уровне около 1100°С. Вибрирующая поверхность транспортера на качающейся воздушным охлаждением защищена от воздействия высоких температур огнеупорной футеровкой. Материал движется по инерционному столу спокойным потоком. Горячие, вспученные зерна скатываются на охлаждающий желоб. Достоинством установки является то, что она объединяет в одной конструкции устройства для сушки, подогрева, вспучивания и охлаждения. Это делает ее весьма энергетически экономичной. Расход теплоты на 1 кг керамзита составляет около 2940 кДж, а электроэнергии—около 14,5 кВт-ч на 1 т. Конструктивные размеры печи производительностью 50 т керамзита в сутки следующие: площадь основания 24 м2, высота 10 м. 3.4 Вспучивание глинистого сырья на керамзит в электрическом поле высокой частоты Применение метода кипящего слоя позволило устранить ряд недостатков классической технологии производства керамзита с обжигом во вращающихся печах, однако многие из них, особенно обусловленные нерациональным топливосжиганием и подводом теплоты к частицам материала, остались нерешенными. Глинистые гранулы различных размеров и формы как в отдельности, так и в слое в разные периоды обжига имеют различную влажность, плотность, теплопроводность и температуропроводность. Поэтому они нагреваются и вспучиваются неравномерно, что приводит к преждевременному перегреву одних и недожогу других, а показатели насыпной плотности и прочности керамзита характеризуются нередко большим разбросом. Тодес О. М., Гринбаум М. Б., Станякин В. М., Черемский А. Л. и др. предложили и исследовали новый метод получения керамзита с обжигом в электрическом поле высокой частоты, в значительной мере лишенный указанных недостатков. Способ основан на использовании токов высокой частоты для внутреннего диэлектрического нагрева зерен глинистого материала до температуры вспучивания и выделения теплоты при поддержании экзотермических реакций в температурном интервале порообразования. Воздействие поляризации в высокочастотном поле на глинистый материал приводит к интенсификации реакций газовыделения, что исключает необходимость ввода ряда добавок, стимулирующих вспучивание. Тепловой высокочастотный удар обеспечивает также перемещение ряда реакций газовыделения в область высоких температур, когда материал приводится в пиропластическое состояние с оптимальной для вспучивания вязкостью. Особое преимущество диэлектрического нагрева состоит в определенной его избирательности, что делает процесс обжига стабильным и не зависимым от плотности, размера формы, теплопроводности и температуропроводности зерен материала. Рациональное аппаратурное оформление конструкции установки, сочетающей в себе высокочастотный нагрев в кипящем слое с эффективным использованием теплоты отходящего газа и керамзита в двух движущихся слоях, показано на рисунке 5. 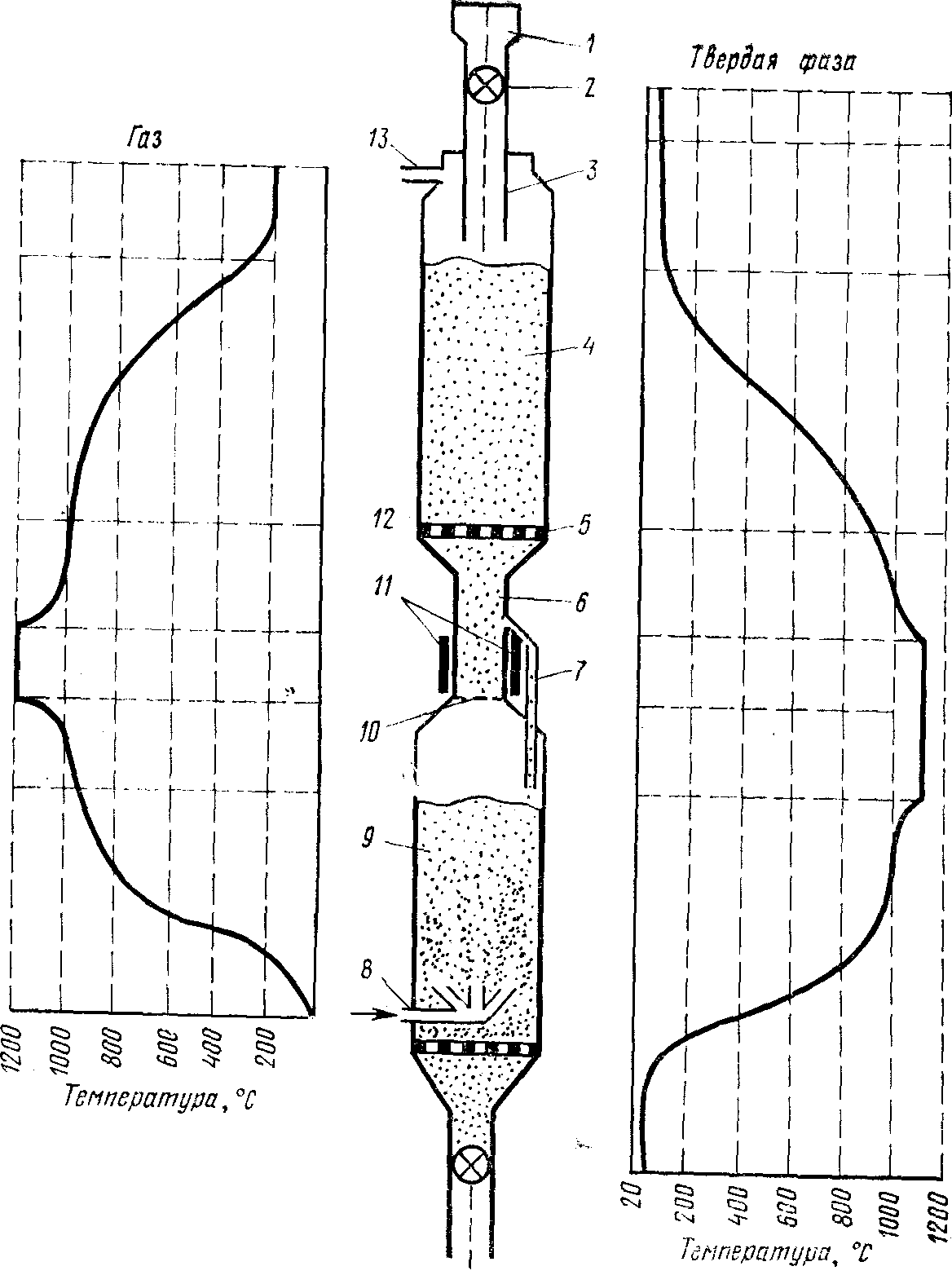 Рисунок 5 - Схема модели печи кипящего слоя с обжигом в электрическом поле токов высокой частоты и распределения температуры газов и материала по высоте Гранулированный материал равномерно подается из бункера 1 питателем 2 через патрубок 3 в движущийся слой 4. В этом слое материал прогревается за счет отходящих газов, направляемых через патрубок 13. Далее материал через отверстия решетки 5, регулируемые шибером 12, поступает в кипящий слои 6 на решетку 10. Кипящий слой, в котором частицы поддерживаются в псевдоожиженном состоянии, нагревается до температуры вспучивания токами высокой частоты через пластины высокочастотного конденсатора 11, и вспученный материал через патрубок 7 отводится в зону слоя 9, где охлаждается воздухом, поступающим из паукообразного распределителя 8, и отводится на транспортер. На основе проведенных исследований осуществляется отработка технологических и электрических параметров установок полигонного и стационарного типов. 3.5 Производство керамзита по ступенчатому способу в кольцевой печи с вращающимся подом Отмечая известные, серьезные недостатки распространенных однобарабанных вращающихся печей для производства керамзита: нестабильность выпуска заполнителя по прочности и плотности; сложность обжига слабовспучивающихся с малым интервалом вспучивания глин; невозможность создания в них требуемого ступенчатого режима термообработки гранул на керамзит; большой унос мелочи и т. д.,—Р. Б. Оганесян, Н. А.Тетруашвили и В. А. Мещеряков предложили использовать для этих целей модернизированную кольцевую печь с вращающимся подом, широко распространенную в металлургической промышленности. В общем виде технологическая схема производства керамзита на указанной линии предусматривает формовку сырцовых гранул на ленточном кирпичеделательном прессе, сушку в сушильном барабане с окаткой в нем гранул, подогрев полуфабриката в слоевом подогревателе примерно до 200—250° С с последующим вспучиванием гранул в кольцевой печи на непрерывно вращающемся поде при однослойной его загрузке, охлаждение, сортировку и складирование заполнителя. Обжиговый агрегат технологической линии включает слоевой подогреватель, кольцевую обжиговую печь и холодильник-аэрожелоб. Кольцевая печь (рисунок 6) состоит из стационарных стен толщиной 750 мм и свода с теплоизоляционной засыпкой—700 мм, вращающегося пода (включая металлическую платформу, футеровку толщиной 500 мм, кольцевой рольганг), гидрозатвора. Средний диаметр кольцевой печи 11,25, ширина 2,4, высота от поверхности пода до замка свода 0,81 м. Длина зоны обжига (от узла загрузки до узла выгрузки керамзита) 28 м, в том числе зоны расположения горелок—19 м. 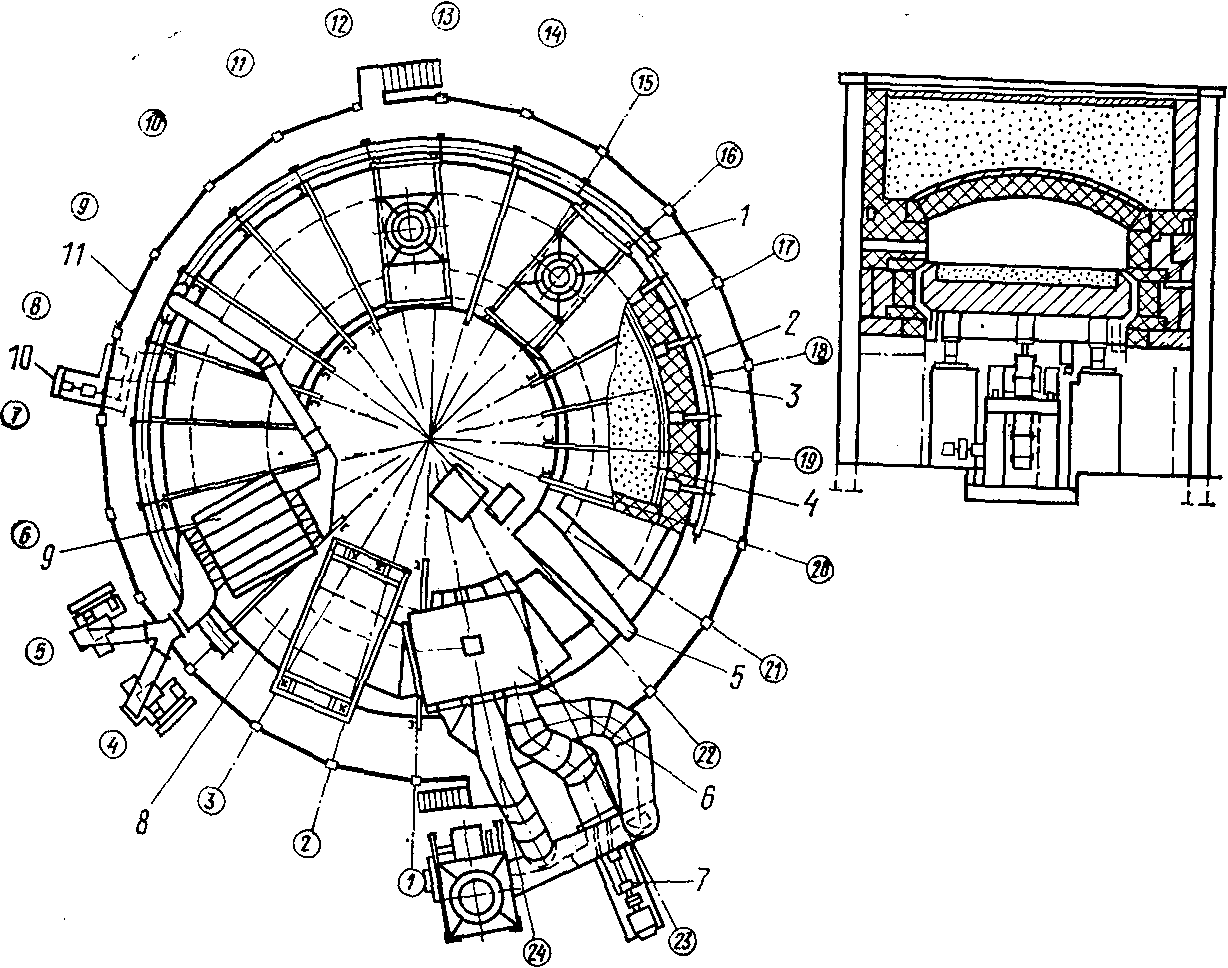 Рисунок 6 - Схема кольцевой печи для обжига керамзита 1. — труба дымовая; 2 — кладка печи; 3 — газооборудование; 4 — футеровка кольцевого пода; 5—выгружатель; 6—подготовитель слоевой; 7 — вентиляционная установка слоевого подготовителя; 8 — автоматика; 9 — установка дымовых вентиляторов и рекуператора; 10—под кольцевой с приводом; 11 — каркас печи. Кольцевой канал заканчивается дымоотборной шахтой, из которой дымовые газы по борову подаются в слоевой подогреватель и далее дымососом направляются в трубу. Часть дымовых газов поступает в сушильный барабан. На участках газопровода предусмотрены поворотные заслонки для автоматического регулирования расхода природного газа. Керамзит с поверхности футеровки пода удаляется выгружателем. Частота вращения пода печи изменяется плавно в широких пределах с помощью регулируемого асинхронного электропривода. Контроль и управление процессом обжига, управление работой оборудования печи осуществляется со щита КИП. Нельзя не отметить, что значительное число зерен, обжигаемых в монослое, имеет приплюснутую, а не округлую или гравелистую форму, что противоречит требованиям к размеру и форме легких заполнителей бетона. На данный момент продолжается сравнение расхода топлива с однобарабанными вращающимися печами. Между тем расход топлива на обжиг следует сравнивать не с однобарабанными, а двухбарабанными печами или им подобными, где к настоящему времени расход теплоты не превышает 2500—3360 кДж/кг, или в 2—3 раза меньше, чем в однобарабанных. 4 Охрана труда и техника безопасности При большой насыщенности предприятий цементной промышленности сложными механизмами и установками по добыче и переработке сырья, обжигу сырьевых смесей и измельчению клинкера, перемешиванию, складированию и отгрузке огромных масс материалов, наличию большого количества электродвигателей, особое внимание при проектировании заводов и их эксплуатации должно уделяться созданию благоприятных условий для безопасной работы трудящихся. Организацию охраны труда следует осуществлять в полном соответствии с «Правилами по технике безопасности и производственной санитарии на предприятиях цементной промышленности». Поступающие на предприятие рабочие должны допускаться к работе только после их обучения безопасным приемам работы и инструктажа по технике безопасности. Ежеквартально необходимо проводить дополнительный инструктаж и ежегодное повторное обучение по техники безопасности непосредственно на рабочем месте. На действующих предприятиях необходимо оградить движущиеся части всех механизмов и двигателей, а также электроустановки, площадки и т.д. Должны быть заземлены электродвигатели и электрическая аппаратура. Обслуживание дробилок, мельниц, печей, шлаков, транспортирующих и погрузочно-разгрузочных механизмов должно осуществляться в соответствии с правилами безопасности работы у каждой установки. Шум, возникающий при работе многих механизмов, характеризуется высокой интенсивностью, превышающей допустимую норму (90 Дб). К числу мероприятий по снижению шума у рабочих мест относят применение демпфицирующих прокладок между внутренней стеной мельниц и броне футерованными плитами, замену в паровых мельницах стальных плит на резиновые. При этом звуковое давление снижается в 5-12 раз. Укрытие мельниц и дробилок шумоизолирующими кожухами, облицовка источников шума звукопоглощающими материалами также дает хороший результат. |