1. Индивидуальное задание
1.1. Тепловая и механическая резка листов и профиля. Технические характеристики технологического оборудования для резки металла
на заводе. Достоинства и недостатки, области применения методов резки.
Одной из основных операций при изготовлении деталей из листового
и профильного проката является резка. Ее трудоемкость составляет до 35 % всей трудоемкости изготовления деталей корпуса. В настоящее время в судостроении применяется тепловая и механическая резка [5].
Тепловая резка. Наибольшее распространение в судостроении получила тепловая резка. Это объясняется следующими ее преимуществами:
практически нет ограничений по толщине и форме кромок вырезаемых деталей;
возможна одновременно с резкой и разделка кромок под сварку;
не требуется разметка контуров деталей (при вырезке на стационарных машинах);
возможна одновременная вырезка нескольких деталей;
высокий коэффициент использования оборудования, возможна автоматизация процесса и организации гибких автоматических линий (ГАЛ).
В настоящее время основными в КОЦ являются кислородная
и плазменная резка.
Кислородная резка
Достоинства :
большие толщины разрезаемого металла. Толщина разрезаемого металла может достигать 500 мм и ограничена конструктивными особенностями машины термической резки;
низкая себестоимость резки металла;
высокое качество реза;
использование многорезаковых схем - при использовании технологии кислородной резки возможно одновременное использование нескольких газовых резаков или специальной оснастки для резки одного листа металла, например в машинах термической резки «Юпитер Газ2».
Недостатки :
ограничение по типу разрезаемых металлов - при использовании технологии кислородной резки, возможно, обрабатывать только некоторые виды чёрных и цветных металлов;
высокая себестоимость резки (по сравнению с другими видами термической резки) металла в диапазоне толщин до 10 мм;
ограничение толщины разрезаемого металла - толщина разрезаемого металла, начиная с которой получается приемлемое качество реза - от 4 мм;
использование опасных газов (пропан, ацетилен).
отметить и то,
Цель лабораторной работы: ознакомление с методами визуального контроля сварных швов судовых конструкций и оценка их качества.
Для оценки качества сварного шва необходимо предварительно ознакомиться со всеми возможными видами дефектов шва и их наименованиями. Дефекты шва и их наименования рассмотрим в таблице 1, соответствующей таблице 3.4.2.1 Главы ХIV Правил [1].
Таблица 1 – Наименования и виды дефектов шва.
№ п/п
|
Наименование и вид дефектов
|
Обозна- чение согласно ИСО 6520
|
Нормируемые характеристики дефектов и размеров шва
|
Критерии допустимости дефектов для уровней качества согласно стандарту ИСО 5817
|
Примечания
|
B
|
C
|
D
|
1
|
Трещины
|
100
|
_
|
Не допускаются
|
|
2
|
Кратерные трещины
|
104
|
_
|
Не допускаются
|
|
3
|
Поверхностные поры
|
2017
|
d_ максималь- ный диаметр отдельной поры для:
для стыкового шва для углового шва
|
Не допускаются Не допускаются
|
d40,2t, но не более 2,0 мм d40,2а, но не более 2,0 мм
|
d40,3t, но не более 3,0 мм d40,2f, но не более 3,0 мм
|
Cкопления и це- почки пор на поверхно сти шва не допус- каются
|
4
|
Незаваренный кратер
|
2025
|
h_ глубина кратера (величи- на ослабления сечения шва)
|
Не допускается
|
h40,10t,
но не более 1,0 мм
|
h40,20t, но не более 2,0 мм
|
Для уровней C и D может не допускаться из условий окраски
|
5
|
Несплавления (выходящие на поверхность шва)
|
401
|
_
|
Не допускаются
|
|
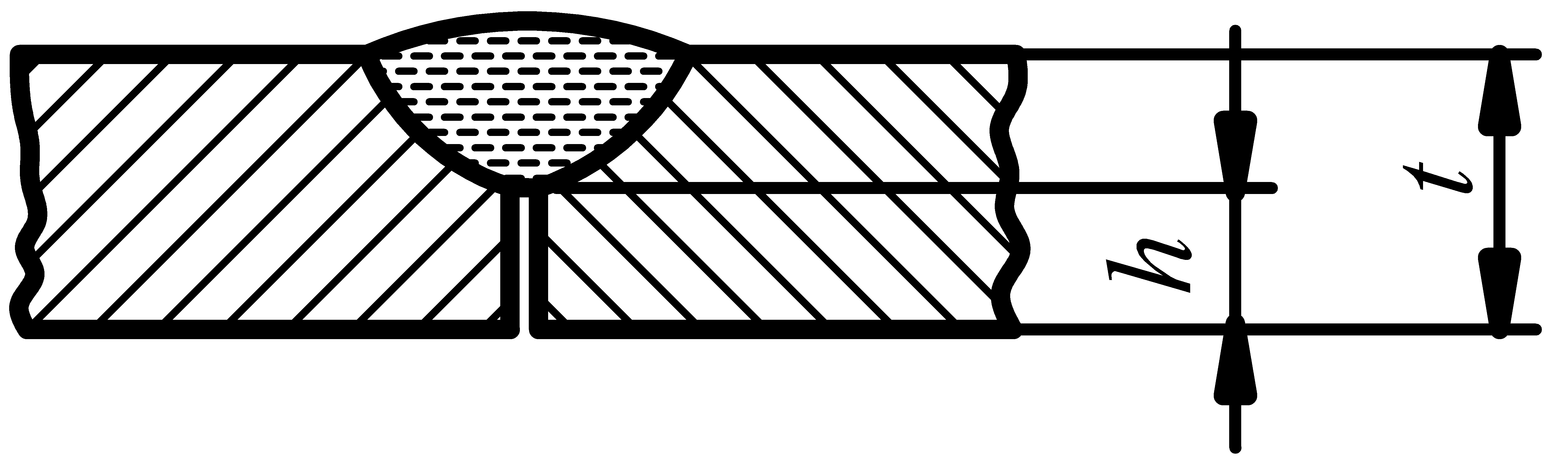
6
|
Непровар в корне шва (для односторонних стыковых швов)
|
4021
|
h_ максималь- ная глубина
l_ длина еди- ничного дефекта
|
Не допускается
|
Не допускаются
|
h40,2t, но не более 2,0 мм l425 мм
|
Для уровня D может не допус- каться из усло- вий окраски
|
7
|
Подрез прерывистый и непре- рывный:
стыкового шва1)
углового шва
|
5012, 5011
|
h_ максималь- ная глубина
h_ максималь- ная глубина
|
h40,05t, но не более 0,5 мм
h40,05t, но не более 0,5 мм
|
h40,10t, но не более 0,5 мм
h40,10t, но не более 0,5 мм
|
h40,20t, но не более 1,0 мм
h40,20t, но не более 1,0 мм
|
1 ) Н е
допускается одновременное наличие подреза по обеим кром- кам на одной стороне шва
|
8
|
Подрез корня шва (подрезы, которые расположены с обеих сторон шва)
|
5013
|
h_ максималь- ная глубина
l_ длина еди- ничного дефекта
|
h40,05t,но не более 0,5 мм l425 мм
|
h40,1t,но не более 1 мм l425 мм
|
h40,2t,но не более 2,0 мм l425 мм
|
|
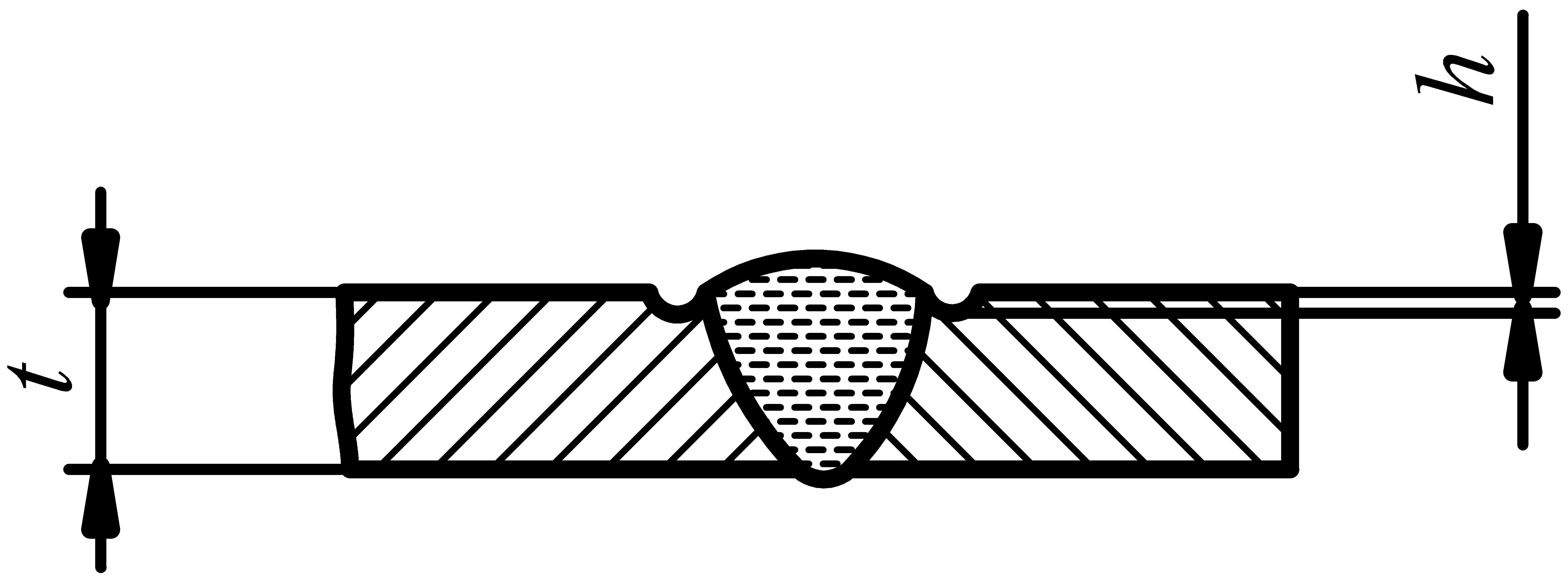
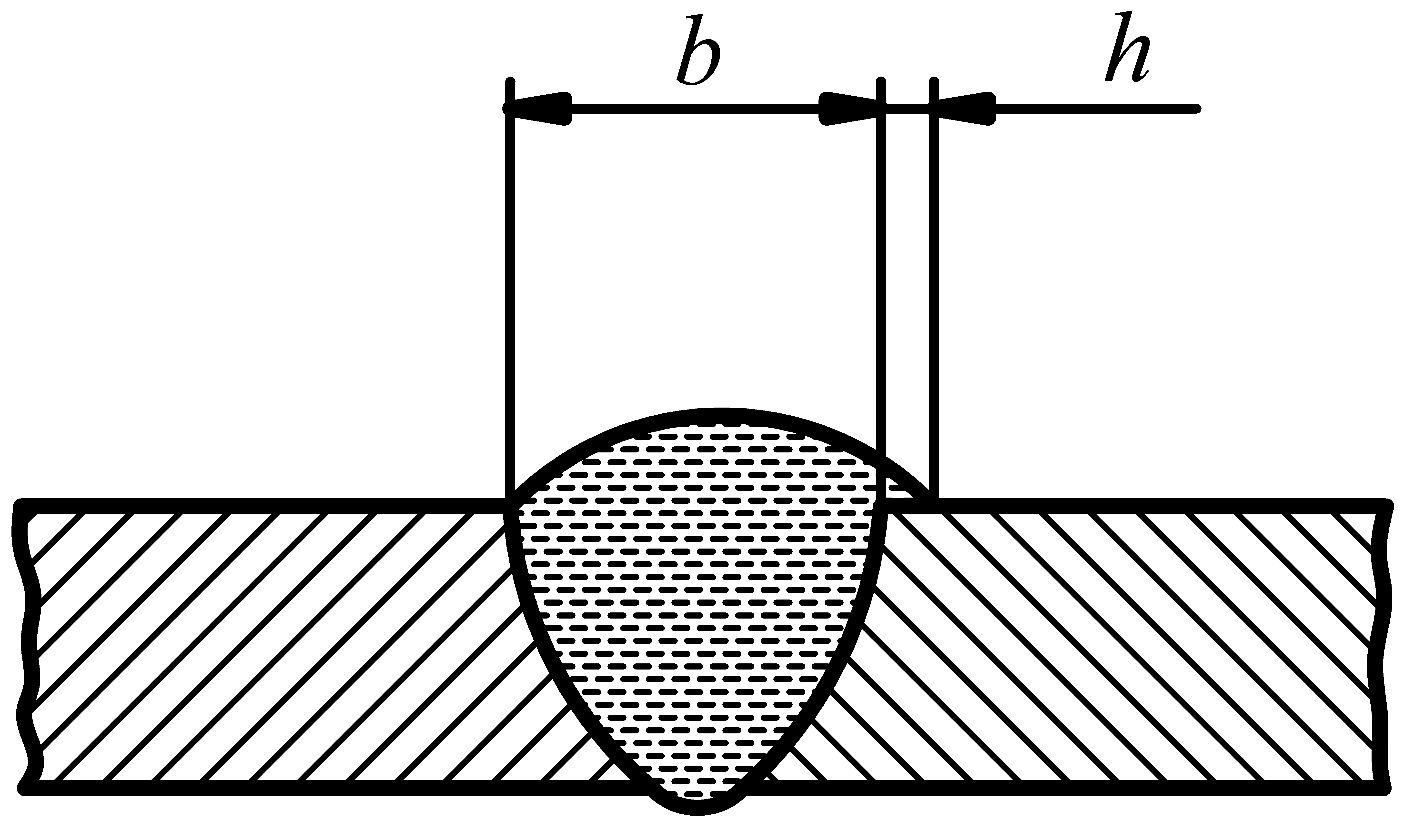
9
|
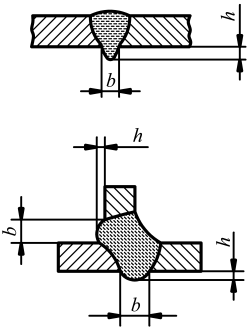
Превышение выпуклости сты- кового шва
|
502
|
h_ максималь- ная высота уси- ления
b_ ширина усиления шва
|
h41 мм + 0,1b, но не более 5 мм
|
h41 мм + 0,15b, но не более 7 мм
|
h41 мм + 0,25b, но не более 10 мм
|
|
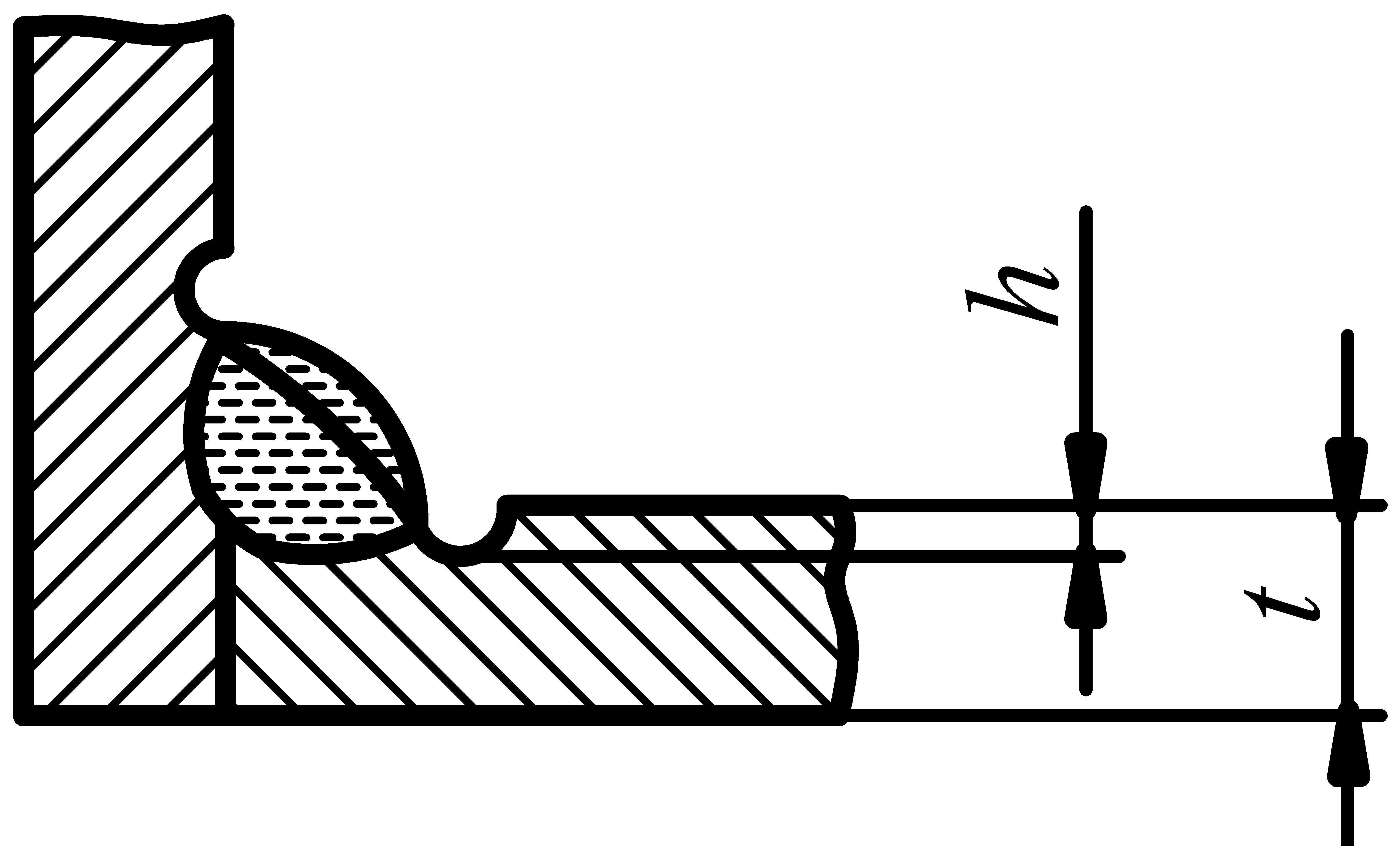
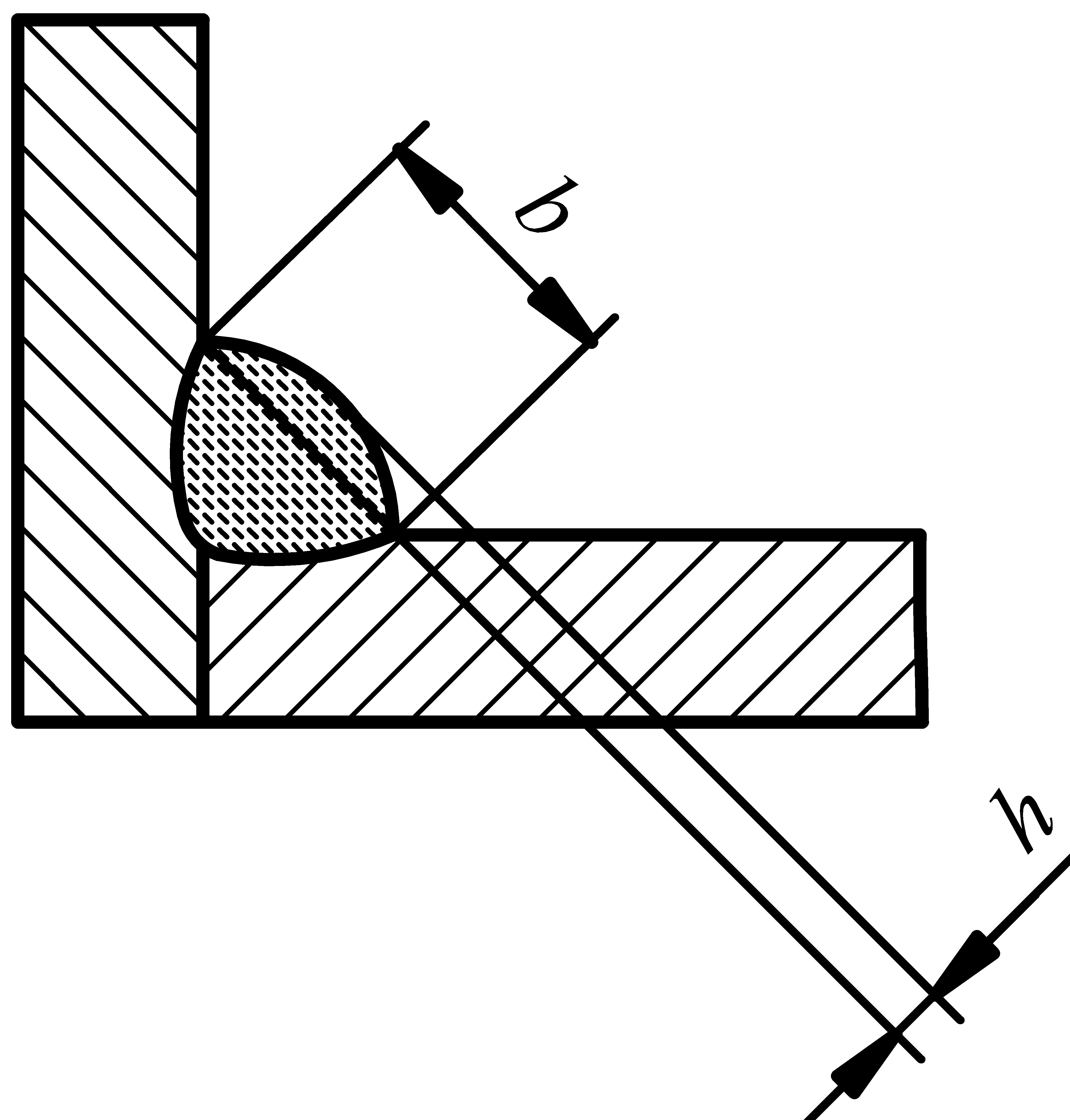
10
|
Превышение выпуклости углового шва
|
503
|
h_ максималь- ная выпуклость углового шва
b_ ширина усиления уг- лового шва
|
h41 мм + 0,1b, но не более 3 мм
|
h41 мм + 0,15b,
но не более 4 мм
|
h41 мм + 0,25b, но не более 5 мм
|
|
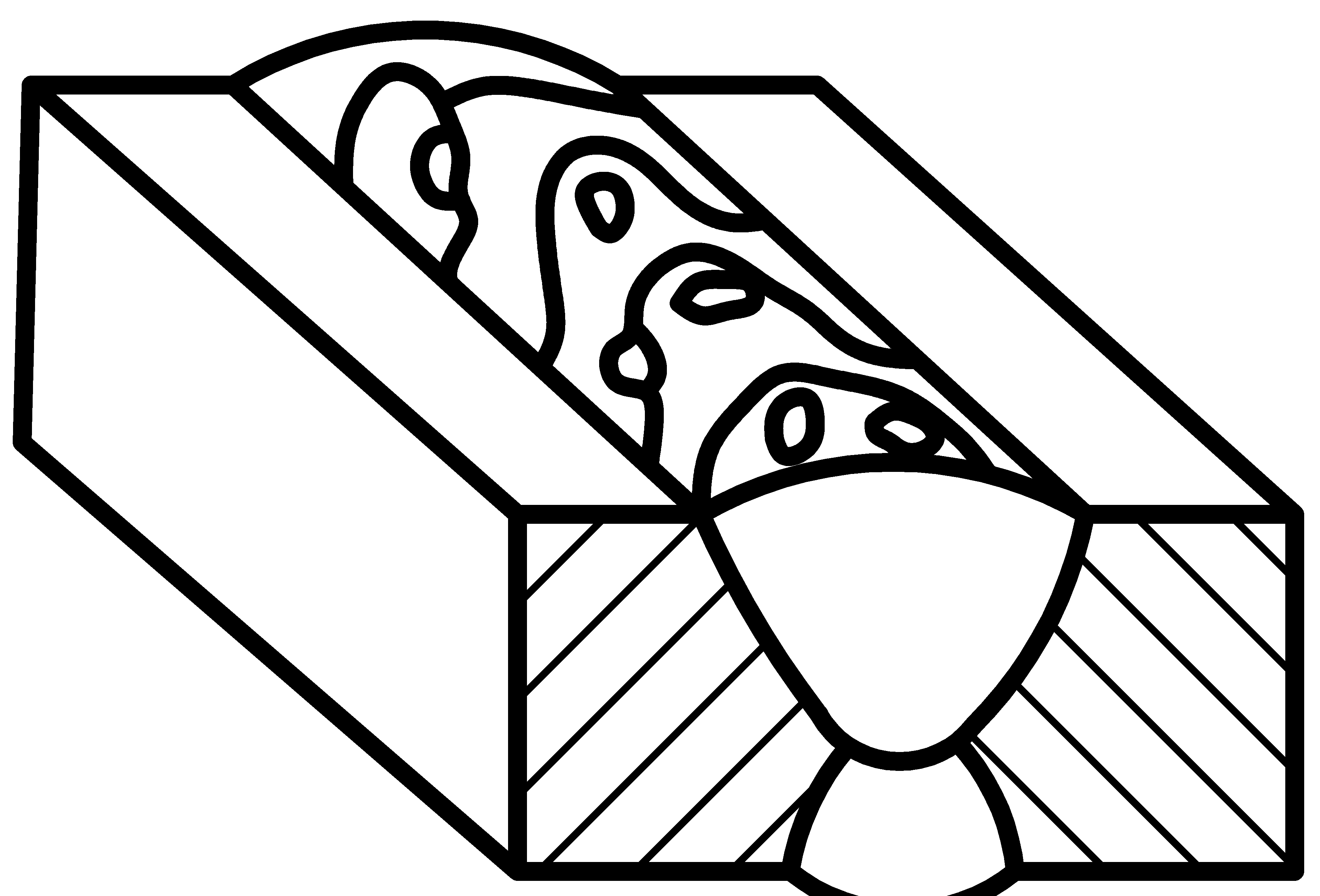
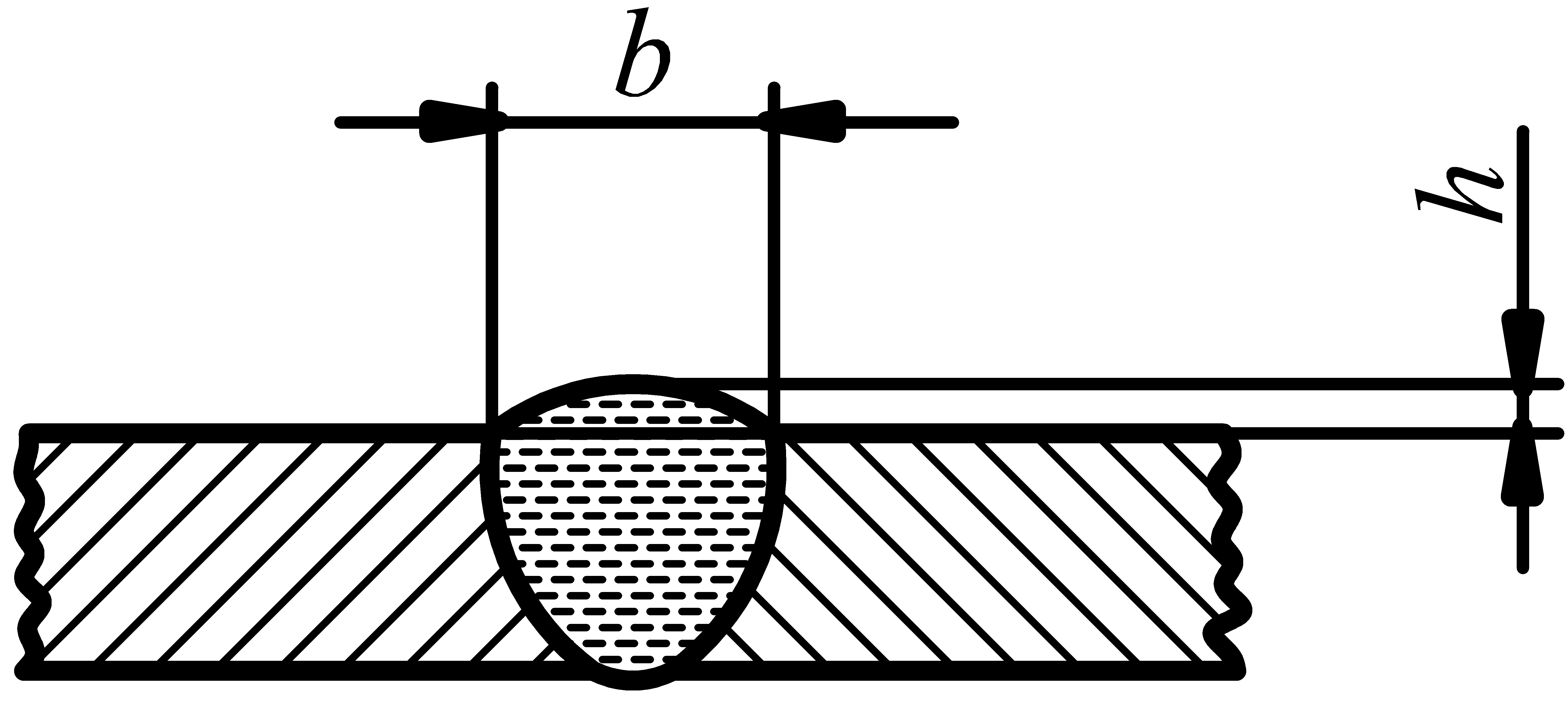
11
|
Чрезмерное проплавление (про- висание корня шва)
|
504
|
h_ максималь- ная высота про- плавления
b_ ширина проплавления
|
h41 мм + 0,2b, но не более 3 мм
|
h41 мм + 0,6b,но не более 4 мм
|
h4 1мм + 1,0b,но не более 5 мм
|
|
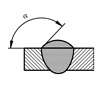
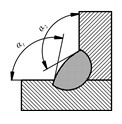
12
|
Неправильный профиль:
|
505
|
a _ угол между
|
a51508
|
a51008
|
a5908
|
Для обеспече-
|
стыкового шва
|
поверхностью
|
|
|
|
|
основного ме-
|
|
|
|
|
талла и плос-
|
|
|
|
|
костью касатель-
|
|
|
|
|
ной к поверх-
|
|
|
|
|
ности выпукло-
|
|
|
|
|
сти сварного шва
|
|
|
|
углового шва a15a, a25a
|
a51108
|
a51108
|
a5908
|
ния плавного
|
перехода для
|
уровней ка-
|
чества B и C
|
может потребо-
|
ваться спе-
|
циальная обра-
|
ботка профиля
|
сварного шва
|
13
|
Натек
|
506
|
h_ величина натека
|
Не допускается
|
Не допускается
|
h40,2b
|
|
14
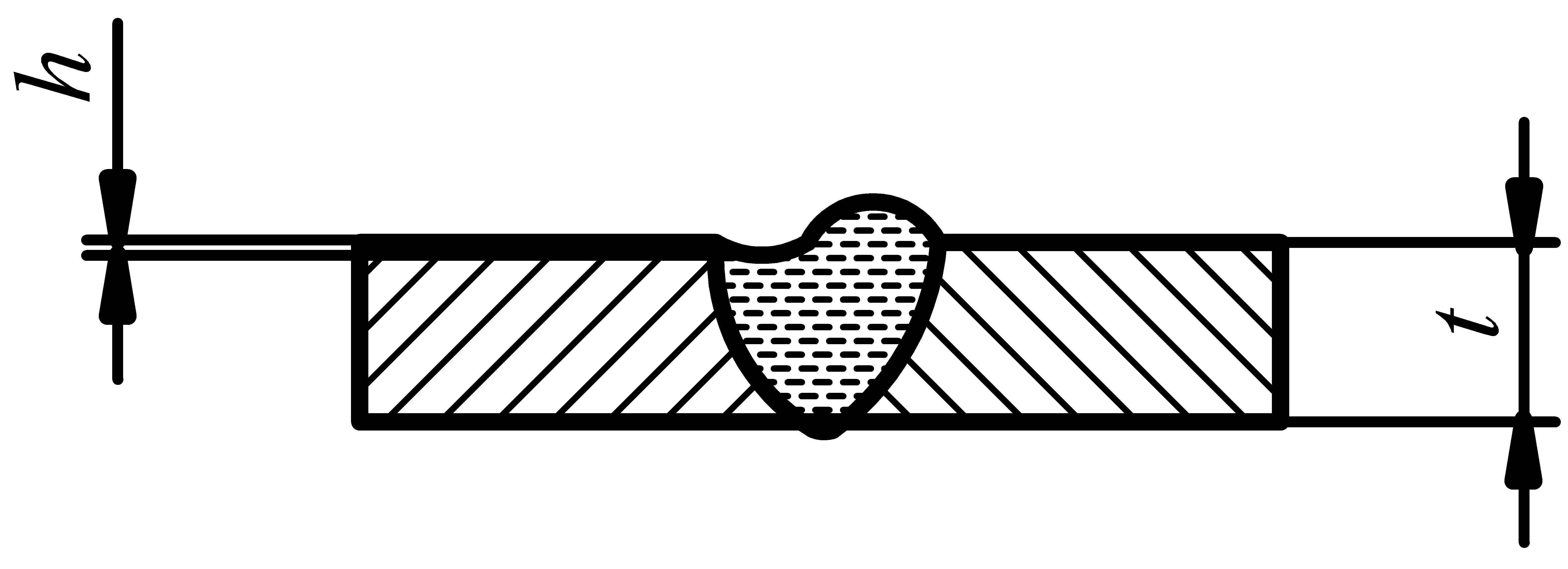
|
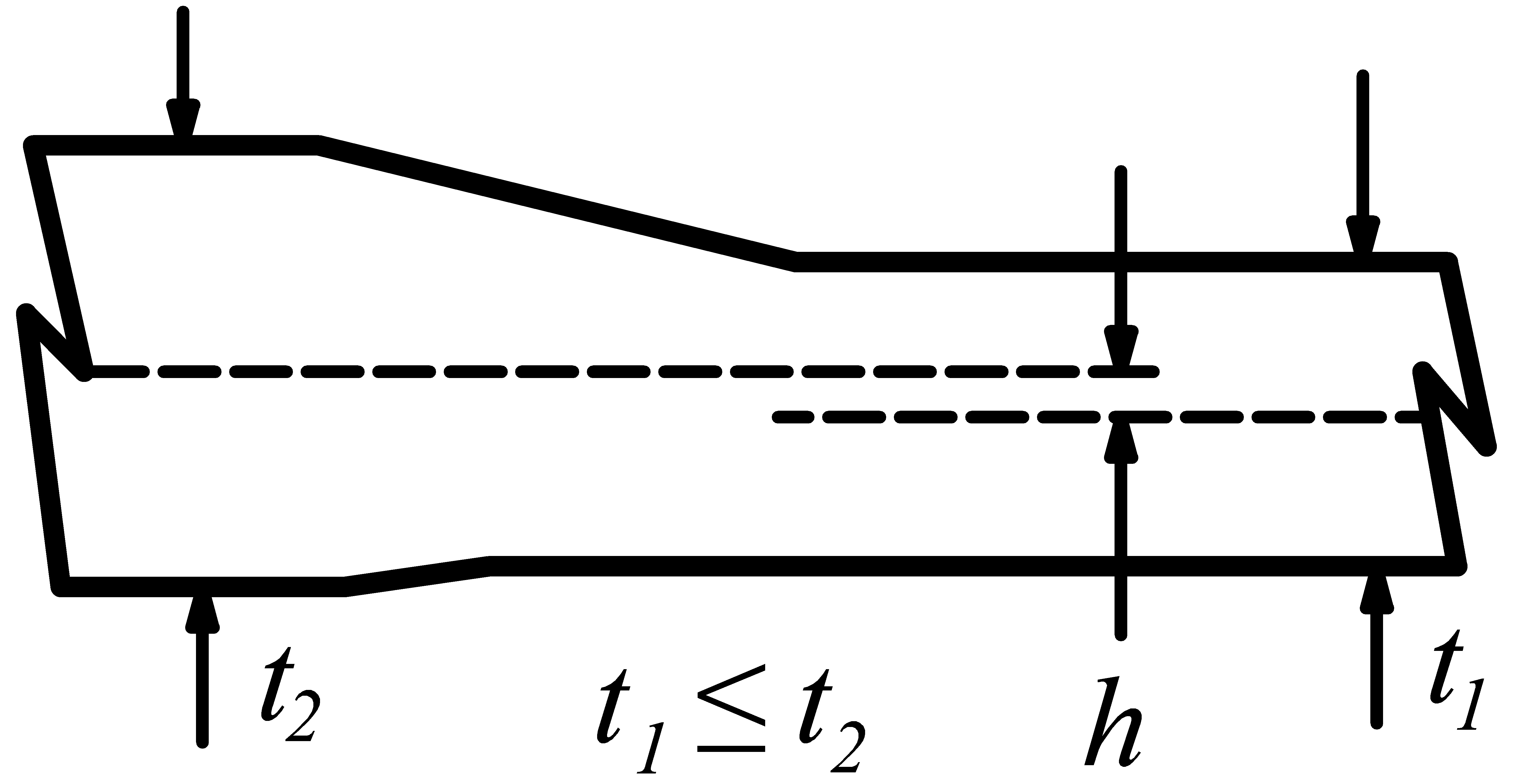
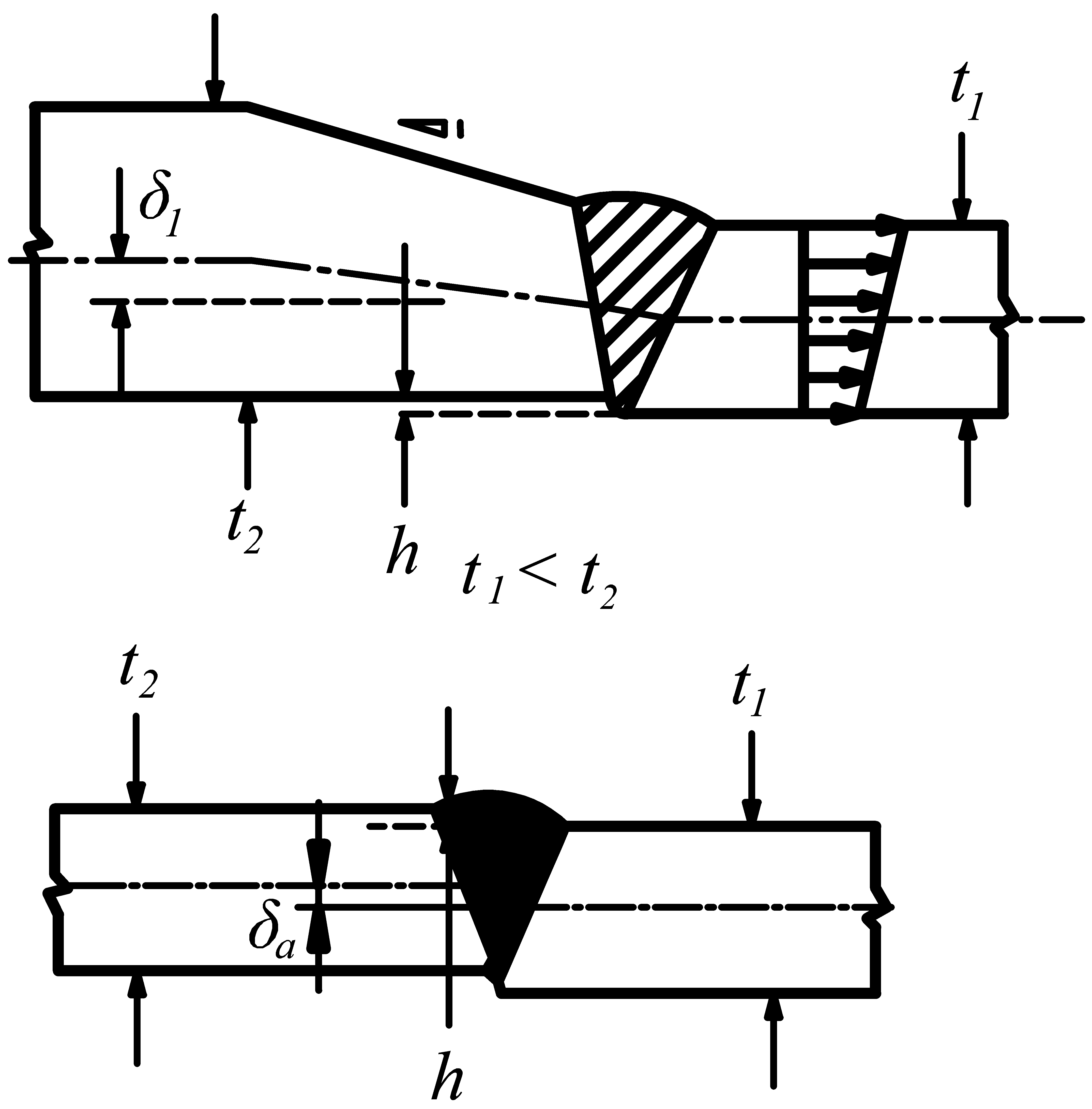
Линейное смещение стыковых соединения листов и пазов труб:
проектируемых как симмет- ричные
проектируемых как несим-метричные
|
5071
|
h_ величина линейного сме- щения:
опреде ляется как отклонение осевых линий, проходящих по середине тол- щины листов
определяется как отклонение об- щей наружной линии пластин
|
h40,1t1, но не более 3 мм
h40,1t1, но не более 3 мм
|
h4 0,15 t1 ,
но не более 4 мм
h40,15t1, но не более 4 мм
|
h40,25t1, но не более 5 мм
h40,25t1, но не более 5 мм
|
|
15
|
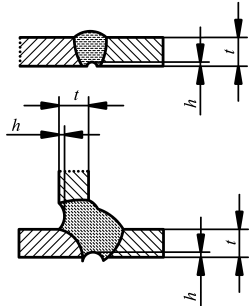
Линейное смещение кольцевых швов труб

|
5072
|
h_ величина линейного сме- щения, опре- деляемого по отклонению на- ружного диа- метра сваривае- мых труб
t= min{t1 и t2}
|
h40,5t, но не более 2 мм
|
h40,5t, но не более 3 мм
|
h40,5t, но не более 4 мм
|
|
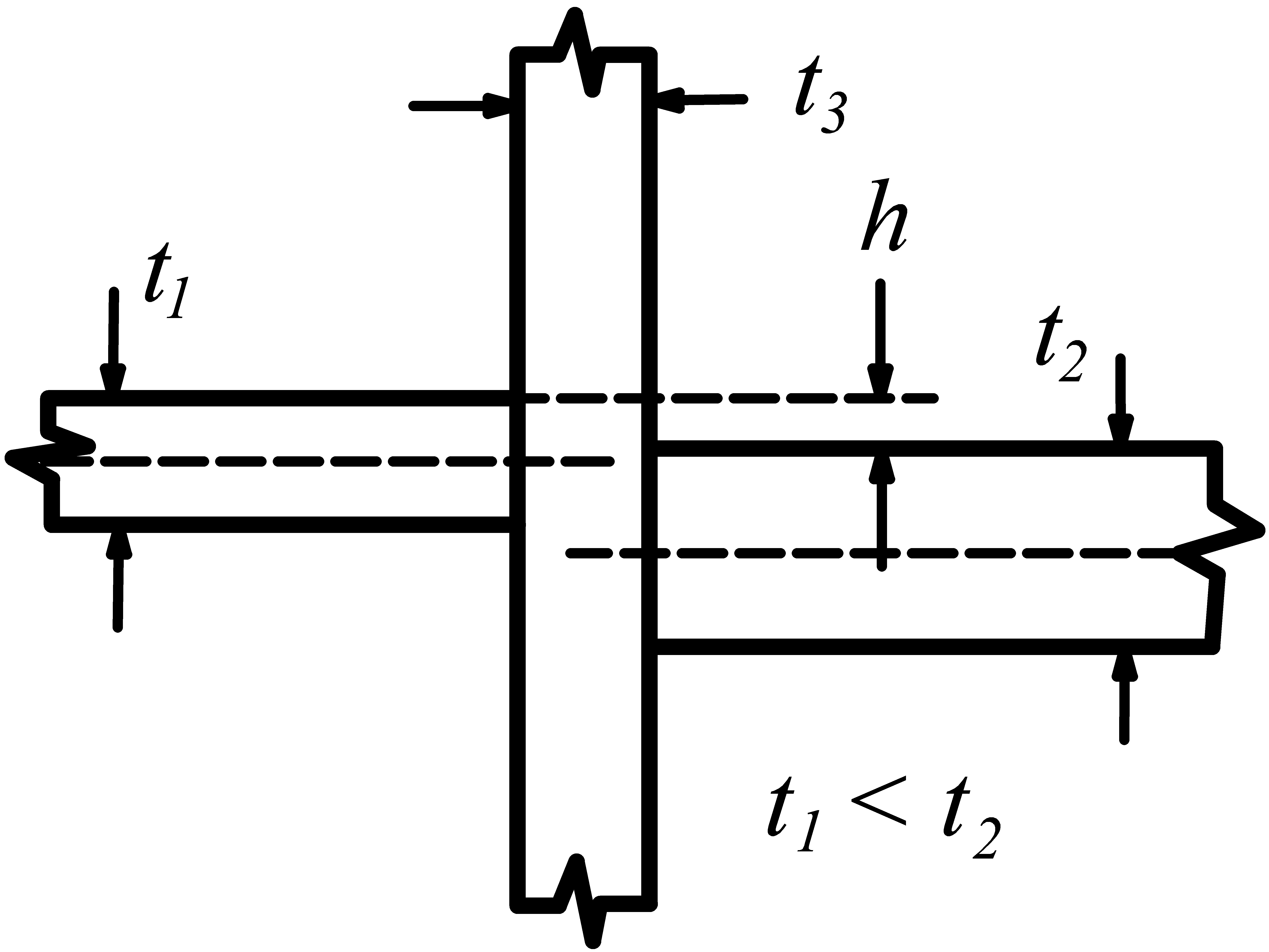
16
|
Линейное смещение кресто- образных соединений: проектируемых как симмет- ричное
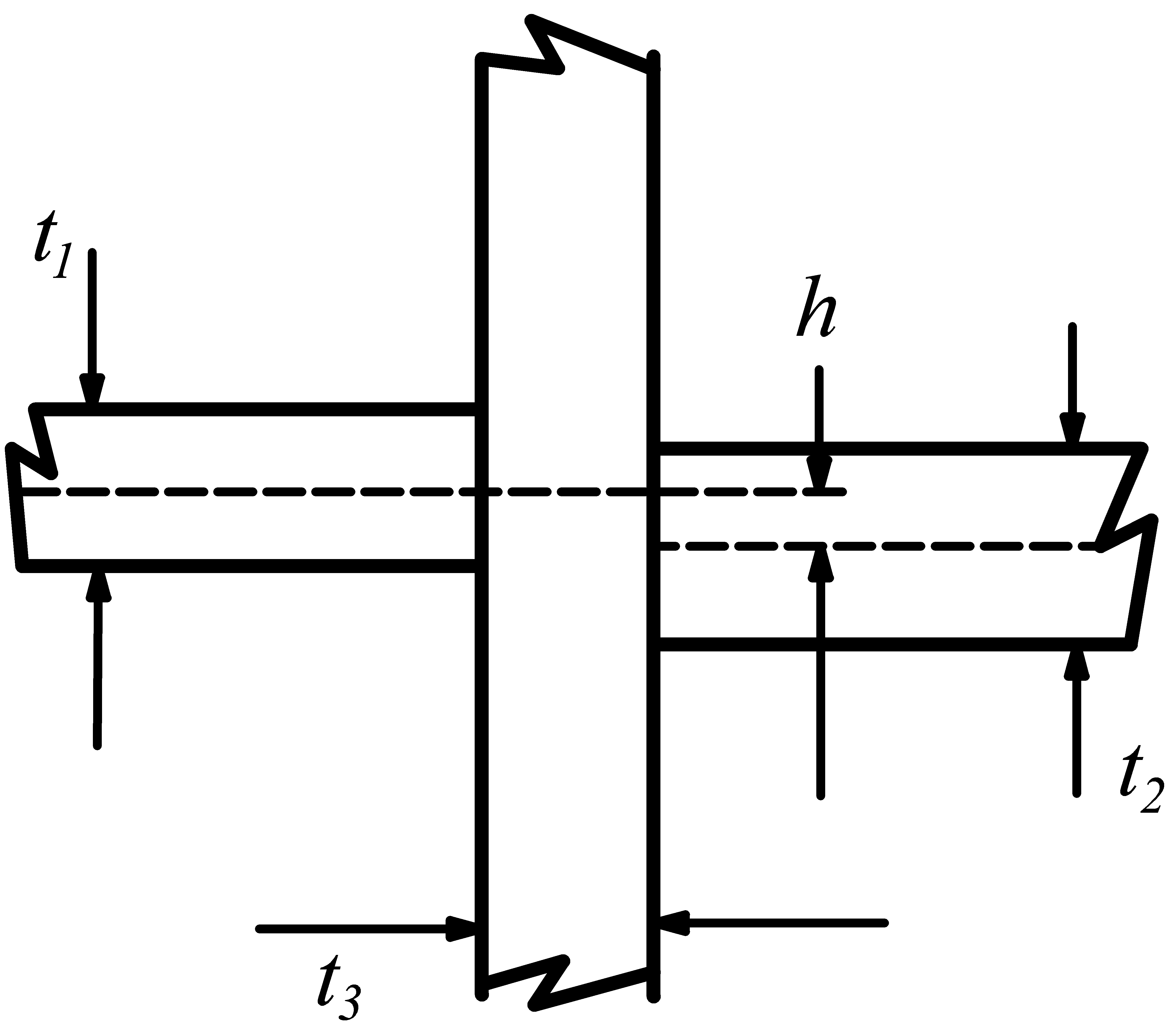
проектируемых как несим- метричное
|
|
h_ величина линейного сме- щения:
определяется как отклонение осевых линий, проходящих по середине тол- щины листов
t= min{t1, t2 и t3}
определяется как отклонение о б щ е й н а - ружной линии пластин
t= min{t1, t2 и t3}
|
h40,15t
h40,15t
|
h40,30t
h40,30t
|
h40,50t
h40,50t
|
|
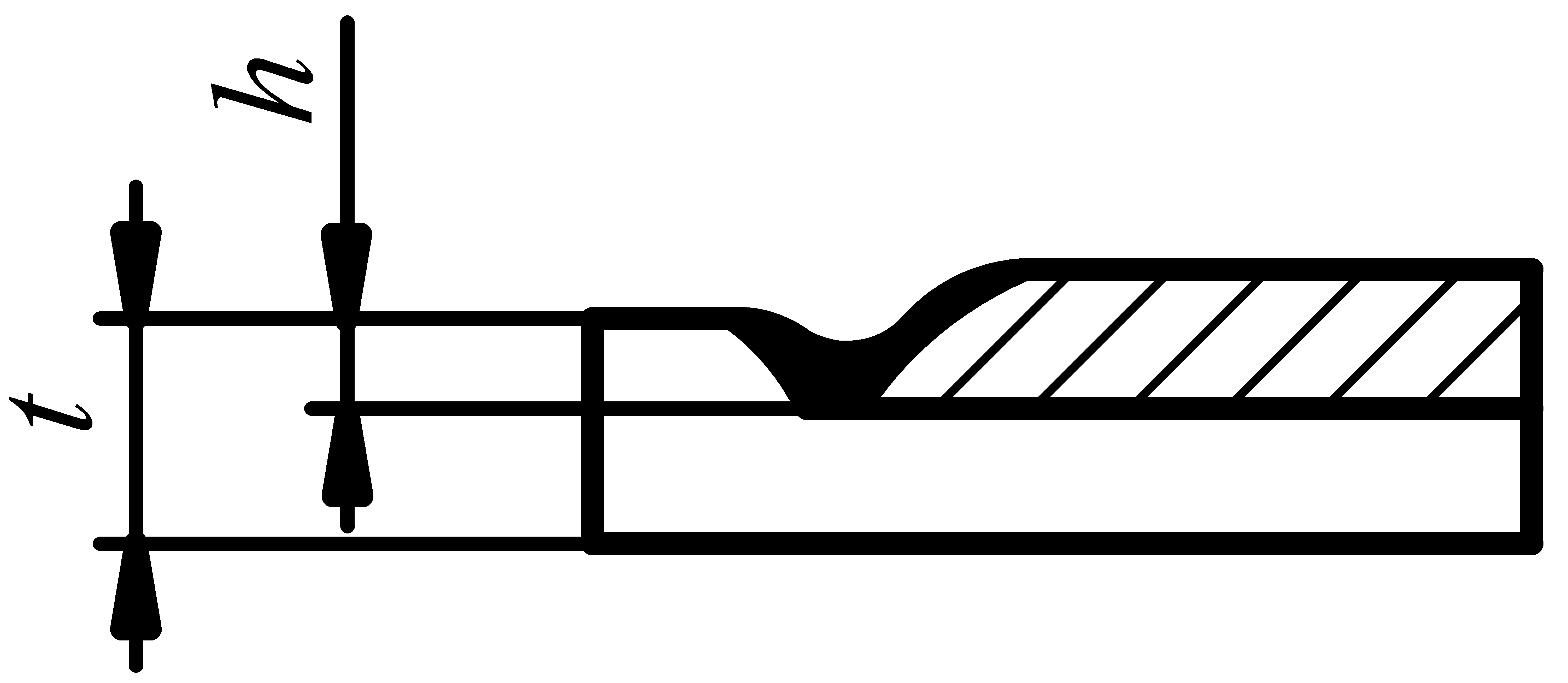
17
|
Протек
|
509
|
h _ глубина
|
h40,05t1, но
|
h40,1t1, но
|
h40,25t1, но
|
|
Нез аполненная разделка
|
511
|
протека или не-
|
не более 5 мм
|
не более 1 мм
|
не более 2,0 мм
|
заполнения раз-
|
|
|
|
делки
|
|
|
|
l_ протяжен-
|
l425 мм
|
l425 мм
|
l425 мм
|
ность дефекта
|
18
|
Прожог (вытекание сварочной ванны с образованием сквоз- ного отверстия в сварном шве)
|
510
|
|
Не допускается
|
Не допускается
|
Не допускается
|
|
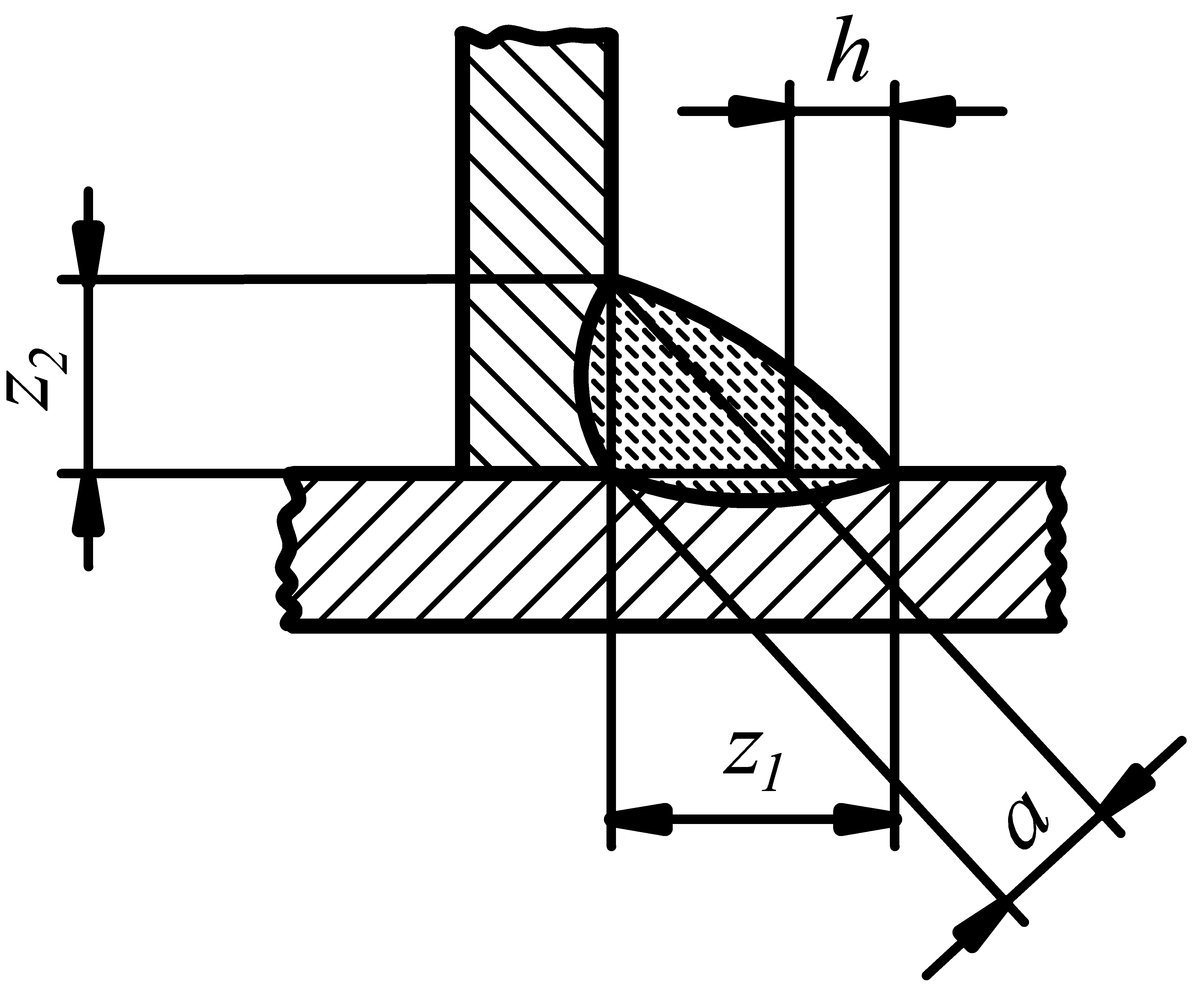
19
|
Асимметрия углового шва
|
512
|
h= z1 7 z2 _ величина асим- метрии (раз- личие вели- чины катетов)
|
h41,5 мм + 0,15a
|
h41,5 мм + 0,15a
|
h41,5 мм + 0,15a
|
|
20
|
Неровная поверхность шва: бугристость и чешуйчатость;
западания между валиками
|
514
|
h_ величина бугристости и чешуйчатости
h_ величина западаний меж- ду валиками
|
h41,5 мм
h41,5 мм
|
h42 мм
h42 мм
|
h42 мм
h42 мм
|
Измерение ве- личины запада- ний между вали- ками следует производить на базе 12 мм, а бугристости и чешуйчатости – между верши- нами бугорков
и чешуек.
|
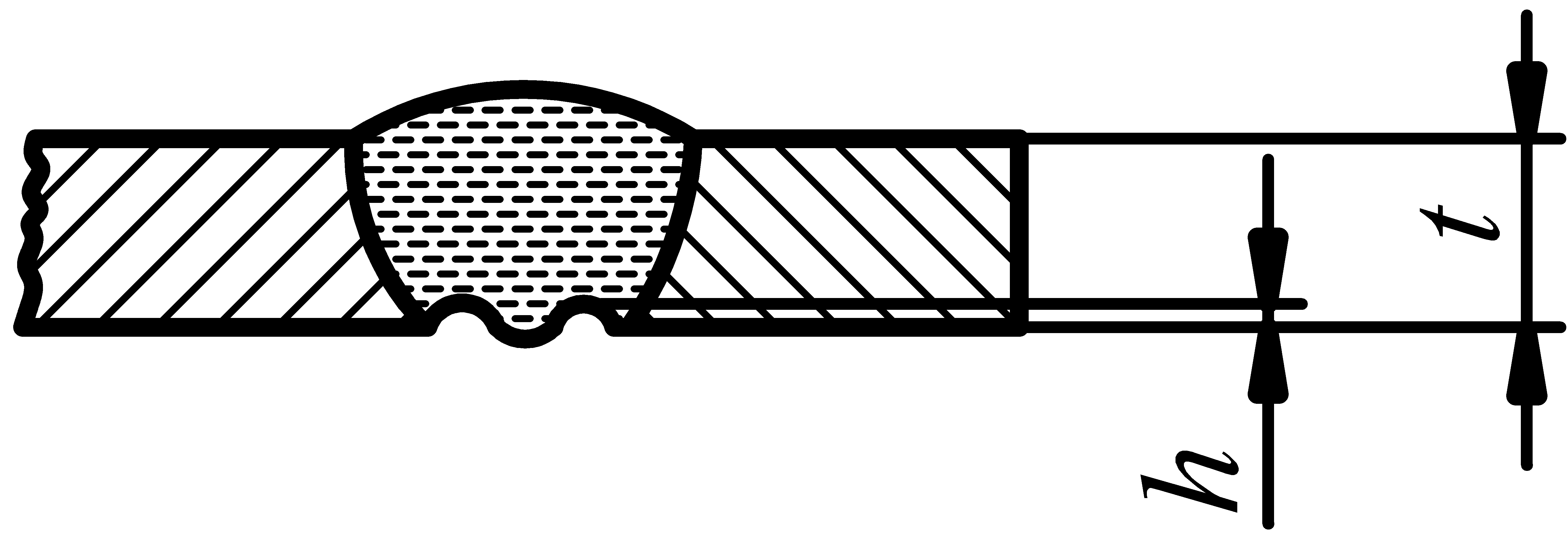
21
|
Вогнутость (утяжка) корня шва
|
515
|
h_ величина вогнутости
l_ протяжен- ность дефекта
|
h40,05t,но не более 0,5 мм
l425 мм
|
h40,1t,но не более 1 мм
l425 мм
|
h40,2t,но
не более 2,0 мм
l425 мм
|
|
22
|
Корневая пористость: губчатое образование в корне шва, возникшее вследствие выделе- ния газа в процессе кристал- лизации (например, при недостаточной газовой защите корня шва).
|
516
|
|
Не допускается
|
Не допускается
|
Допускается, но только локальная
|
Для уровня D может не допус- каться из ус- ловий окраски
|
23
|
Плохое повторное возбуждение дуги: местная неровность по- верхности в месте возобновле- ния сварки
|
517
|
|
Не допускается
|
Не допускается
|
Допускается
|
Для уровня D может не допус- каться из ус- ловий окраски
|
24
|
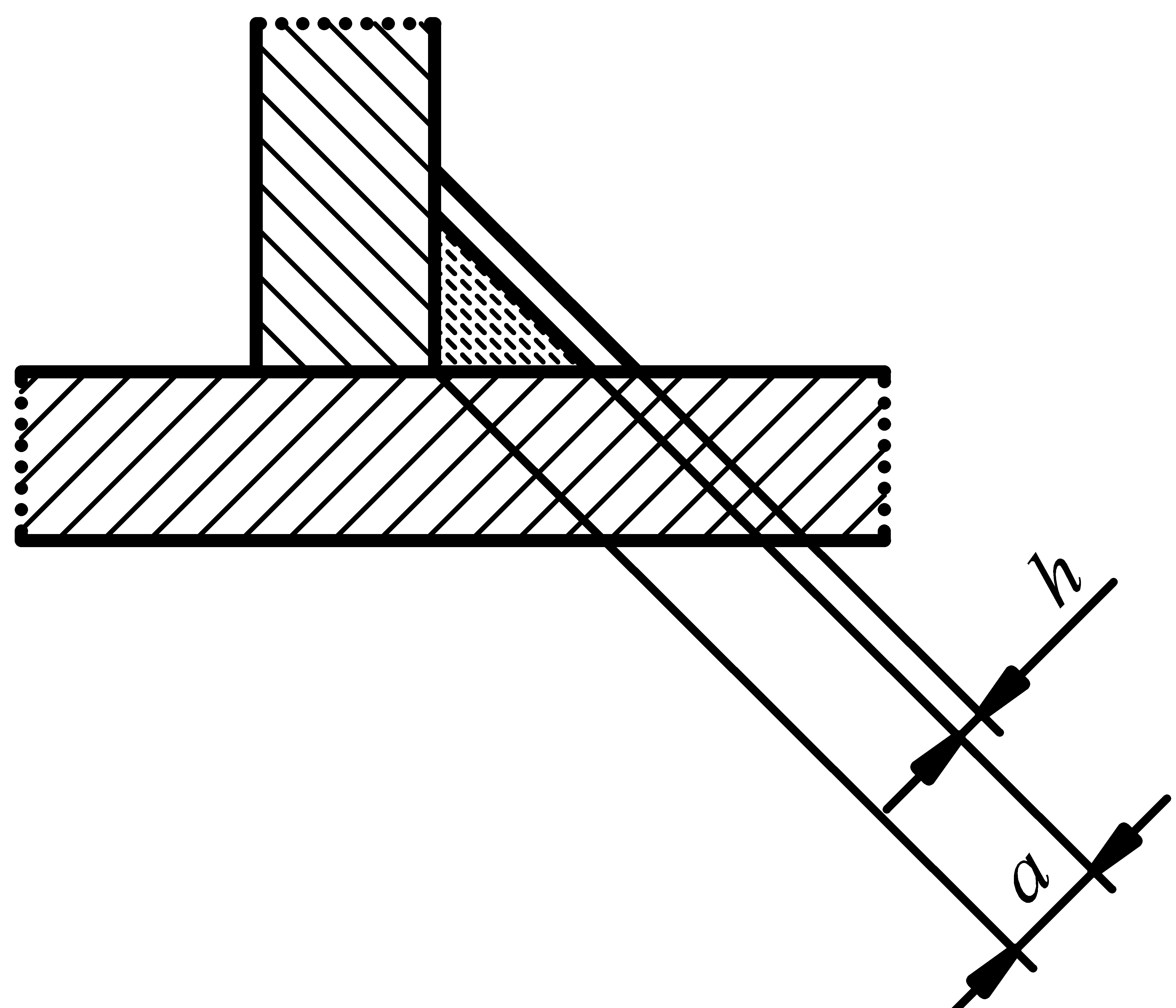
Занижение толщины углового шва
|
5213
|
h_ величина з а н и ж е н и я (уменьшения от номинального значения) тол- щины углового шва «a»
l_ протяжен- ность дефекта
|
Не допускается
|
h40,3 мм+0,1a,но не более 1 мм
l425 мм
|
h40,3 мм + 0,1a,но не более 1 мм
l425 мм
|
|
25
|
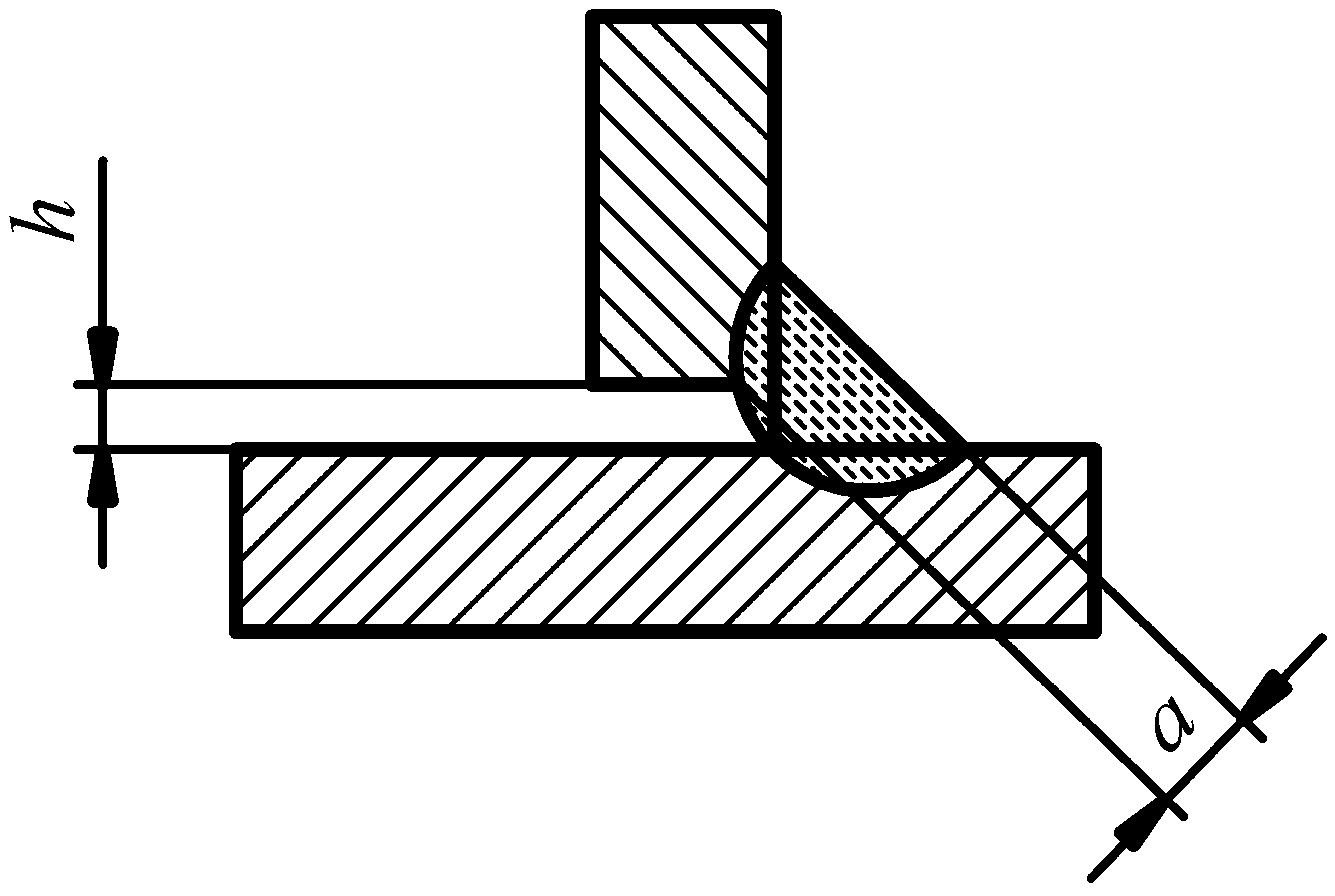
Превышение толщины углового шва
|
5214
|
h_ величина превышения но- минального зна- чения толщины углового шва «а»
|
h41 мм + 0,15a,но не более 3 мм
|
h41 мм + 0,2aно не более 4 мм
|
Не лимитируется
|
|
26
|
Ожог дугой: местное повреж- дение поверхности основного металла рядом со сварным швом из-за горения дуги вне разделки кромок
|
601
|
|
Не допускается
|
Не допускается
|
Допускается, если не нару- шены свойства основного металла
|
См. табл. 9.13 части А, стандарта МАКО № 47
|
27
|
Брызги металла
|
602
|
|
Не допускаются
|
Подлежат удалению исходя из требований к системе покрытия
|
См. п. 4.2.4.2
части А, стандарта МАКО № 47
|
28
|
Неправильный зазор в корне угловых швов
|
617
|
h_ величина зазора в корне одностороннего шва
a_ толщина углового шва
|
h40,5 мм + 0,1а, но не более 2 мм
|
h40,5 мм + 0,2а,но не более 3 мм
|
h41 мм + 0,3а,но не более 4 мм
|
По согласованию с Регистром зазор, превышающий допустимую величину, может быть компен- сирован соот- ветствующим увеличением толщины углового шва
| |
 Скачать 3.07 Mb.
Скачать 3.07 Mb.