Отчёт ннхт. отчёт — копия. 1. изучение документации
 Скачать 466.51 Kb. Скачать 466.51 Kb.
|

|
1.ИЗУЧЕНИЕ ДОКУМЕНТАЦИИ. Изучение техники безопасности и правил проведения ремонтных работ Изучение правил ТБ противопожарной и электробезопасности. Пожарной безопасностью называется система мероприятий и технических средств, направленных на защиту личности, имущества, общества, государства от пожаров; энергобезопасностью – мероприятия и технические средства, предотвращающие вредное и опасное воздействие на людей эклектического тока. Правила пожарной безопасности и электробезопасности регламентированы правовой и технической документацией. Знание основ пожарной безопасности и электробезопасности является обязательным требованием к персоналу, обслуживающему различные электроустановки и электрооборудование. В связи с высокими требованиями, предъявляемыми законодательством к обеспечению пожарной безопасности, знаниями соответствующих нормативов и правил должны владеть не только руководители предприятий, но и все его работники, что позволит снизить вероятность возникновения несчастных случаев на производстве. 2. ИЗУЧЕНИЕ КОНСТРУКЦИИ ОСНОВНОГО ОБОРУДОВАНИЯ. Конструкция основного оборудования. Колонны с различными видами тарелок. Тарельчатыми называют колонные аппараты, у которых внутренними устройствами в рабочей зоне являются тарелки. Тарелки – это барботажное устройство, в котором при работе происходит массообменный процесс, т.е. переход компонента из одной фазы в другую в результате непосредственного контакта между рабочими средами. Противоточные тарелки характеризуются высокими жидкостными нагрузками, малой металлоемкостью, простотой конструкции и монтажа. В то же время они имеют узкий диапазон устойчивой работы, низкую эффективность и неравномерное распределение жидкости по сечению колонн большого диаметра. Наибольшее распространение получили перекрестно-точные тарелки, которые подразделяются: тарелки с постоянным свободным сечением для прохода паров-ситчатые, ситчатые с отбойниками, колпачковые с круглыми, шестигранными, S-ными и желобчатыми колпачками. Перекрестно-точные тарелки (за исключением ситчатых) характеризуются большим временем пребывания жидкости по сравнению с другими типами тарелок, лучшей организацией барботажа и высокой эффективностью. К достоинствам колпачковых тарелок относится наличие постоянного слоя жидкости на тарелке и отсутствие провала жидкости; к недостаткам – небольшой диапазон эффективной работы, повышенная металлоемкость, сложность изготовления и монтажа. 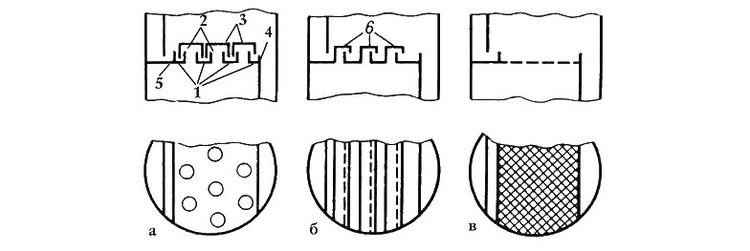 Насадочные колонны. Насадочные контактные устройства широко применяются в нефтепереработке, они разнообразны по конструкции и обычно дороже тарельчатых. В зависимости от расположения ячеек насадки в объеме колонны их подразделяют на нерегулярные и регулярные. Нерегулярными считаются насадки, элементы которых засыпаются в колонну на определенную высоту и располагаются в ней хаотично; наиболее распространены насадки кольцевого типа.  1 кольца Рашига 2 кольца Лессинга 3 кольцо Палля 4 кольца с крестообразными перегородками. Трубчатая печь Вертикальная, радиантно-конвекционная, однокамерная печь состоит из радиантной и конвекционной камер. Продуктовый змеевик конвекционной части состоит из труб Ø159х11, сталь 15Х5М – 40 шт., соединенных калачами Ø159х12, сталь 15Х5М – 35 шт. Трубы расположены в четыре ряда. Конвекционная часть змеевика и радиантная часть соединены перекидкой. Продуктовый змеевик радиантной части двухпоточный состоит из труб Ø159х9, сталь Х8М – 40 шт., соединенных калачами Ø159х12,5, сталь Х8М – 35 шт. Форсунки расположены в печи горизонтально в 3 яруса по 2 форсунки на ярус. Продукты сгорания из радиантной камеры через газоход поступают в камеру конвекции. Печь может шуроваться газообразным топливом, жидким и комбинированно. Для сжигания топлива имеются газомазутные форсунки ФГМ. Устройство и принцип действия теплообменных аппаратов различных конструкций. Теплообменные аппараты используются для нагрева, испарения, конденсации, охлаждения, кристаллизации участвующих в процессе сырья и продуктов. Весьма важным в технологическом и экономическом плане является максимально полное использование тепла отходящих с установки потоков (рекуперация тепла). В качестве теплоносителей могут служить газообразные, жидкие или твердые (частицы кокса, катализатора) вещества. Практически на всех установках в качестве теплоносителей используется водяной пар как высокого давления, так и отработанный низкого. Одной из важнейших характеристик теплообменного аппарата является поверхность теплообмена: чем она больше (при одном и том же расходе металла), тем выше эффективность теплообмена. В заводской практике используются теплообменники с поверхностью от 10 до 1012 м2 при длине от 3 до 9 м и диаметре аппарата от 300 до 1400мм (диаметр трубок 20-25 мм). Кожухотрубчатые теплообменники с плавающей головкой и с U-образными трубками получили наибольшее распространение в промышленности. Возможность перемещения («плавания») одной из трубных решеток в корпусе аппарата обеспечивает компенсацию температурных изменений длин трубного пучка и корпуса. Теплообменники данной конструкции обеспечивают высокий коэффициент теплопередачи K-420-630 кДж/(м2*ч*K). Теплообменники типа «труба в трубе» Они применяются главным образом для передачи тепла от высоковязких продуктов (гудронов, крекинг-остатков), при использовании которых требуются повышенные скорости, обеспечивающие хорошую теплоотдачу и сокращение возможности образования коксовых отложений. 3. ПУСК И ОСТАНОВКА ОБОРУДОВАНИЯ УСТАНОВКИ Пуск и остановка установки осуществляется под руководством инженерно-технических работников при наличии приказа или письменного распоряжения в соответствии с разделом 6 «Технологического регламента», не нарушая последовательность операций и правил техники безопасности. Перед пуском необходимо обеспечить установку средствами пожаротушения и пенотушения, проверить связь и сигнализацию и приступить к приему (электроэнергии, водяного пара, сжатого воздуха, топлива, инертного газа, воды). Прием энергоресурсов проводить при участии работников соответствующих служб. О приеме электроэнергии предупреждаются все работники и вывешиваются предупредительные плакаты. Прием энергетических ресурсов ведется с соблюдением необходимых мер предосторожности, причем «секущие» задвижки на входе потоков на установку открывать постепенно, контролируя прохождение потоков по трубопроводам. Особое внимание уделить приему на установку водяного пара. При приеме пара на установку открыть полностью дренажные вентили на основной паровой магистрали для спуска конденсата. Все задвижки на ответвлениях паропровода к насосам и оборудованию должны быть закрыты. Прием пара производить плавным открытием входной задвижки до полного прогрева всей магистрали. Необходимо помнить, что быстрое открытие задвижек на паровой магистрали без достаточного прогрева паропровода может привести к сильным гидравлическим ударам, нарушению плотности соединений. После спуска конденсата и появления сухого пара дренаж закрыть. При приеме пара необходимо контролировать его давление, не допуская превышения установленных норм. Отдельные участки паропровода до потребителей (колонны, печи) прогреваются и включаются в работу по мере необходимости. Перед приемом воздуха КИП открывается дренаж рессивера воздуха Е-17 и закрывается воздух на приборы КИП только при появлении сухого воздуха в дренаже. – Перед приемом технического воздуха необходимо: – закрыть задвижки на линиях разводки воздуха; – открыть дренаж до появления сухого воздуха (присутствие воды в воздушной магистрали может быть причиной вспенивания сырья в реакторе и, как следствие, выброс продукта); – из реактора удалить конденсат, для чего на воздушном стояке открывают вентиль, расположенный на воздушной линии внизу, при этом задвижка на воздушном стояке должна быть закрыта. После продувки вентиль закрыть и плавно открыть задвижку на стояке. После проведения всех необходимых мероприятий по подготовке к пуску установки в первую очередь принять теплоноситель, пустить систему теплоносителя, проверить на проходимость каждый участок теплоспутника, затем принять сырье на установку и наладить «холодную» циркуляцию согласно пункта 6.2.1. «Технологического регламента». «Холодная» циркуляция необходима для выявления неисправностей, для наладки работы насосов, аппаратов, контрольно-измерительных приборов, что является обязательным перед пуском. При выводе на технологический режим усилить контроль за работой печи, колонны, так как подача свежего сырья вызывает колебания параметров. Вывод гудрона на битумный блок контролируется руководителем пуска. Пуск битумного блока осуществляется строго в соответствии с разделом 6 «Технологического регламента». Для обеспечения безопасности пуска битумного блока заполнение реакторов производить после достижения температуры в топке печи дожига 400оС. «Холодную» циркуляцию проводить при температуре сырья 120 – 140оС. При подключении аппаратов к источнику давления соблюдать меры, исключающие образование опасного давления в корпусах, подъем температуры рабочей среды в аппаратах производить постепенно, обеспечив равномерный прогрев корпусов, что позволяет исключить разгерметизацию из-за резкого теплового расширения металла. При изменении безопасных условий эксплуатации аппарат немедленно выводится из технологического процесса. До отключения теплообогрева тщательно проверить отсутствие застывающих продуктов в трубопроводах, и только после полного удаления приступить к остановке системы обогрева. Во время испытания следить, чтобы давление в аппарате и трубопроводах не поднималось выше разрешенного. Прокачку и опрессовку производить фракцией дизельного топлива. Возможные дефекты в системе устранить. При пуске необходимо: - вести контроль за состоянием аппаратуры, оборудования, трубопроводов и своевременно устранять все неполадки, которые могут привести к аварии и несчастному случаю. При остановке аппаратов для подготовки к ремонту необходимо: – освободить аппараты от газообразных и жидких продуктов через линии откачки и дренажи, избыточное давление газа сбросить на факел, аппараты продуть инертным газом или водяным паром; – отглушить аппараты от всех отводящих и подводящих трубопроводов, промыть водой и пропарить паром; – вскрытие люков производить сверху вниз; – при наличии пирофорных соединений стенки аппарата поддерживать влажными до окончания чистки аппарата; – работы внутри аппаратов производить только по наряду-допуску, где указан порядок ведения работ и меры безопасности в строгом соответствии с инструкцией по безопасному ведению газоопасных работ; – ремонтные работы внутри аппаратов с применением открытого огня производить при наличии плана ведения огневых работ, где разработаны меры безопасности, и наличии разрешения на производство огневых работ. – При подготовке к ремонту насосов необходимо: – закрыть задвижку на напорном и всасывающем трубопроводах; – отключить электродвигатель и проследить, чтобы он был обесточен, после чего на пусковом устройстве вывесить плакат «Не включать – работают люди!»; – охладить корпус насоса до 45оС; – освободить насос от перекачиваемого продукта; – отглушить насос от действующих трубопроводов заглушками. 4.ПЕРЕХОД НА РЕЗЕРВНОЕ ОБОРУДОВАНИЕ ПРИ ВОЗМОЖНЫХ НЕПОЛАДКАХ. Переход с работающего на резервное оборудование должен осуществляться периодически по графику, утвержденному начальником соответствующего цеха. Перед переходом с работающего на резервное оборудование, как правило, должны проверяться все защиты и блокировки резервного оборудования. Переход с работающего на резервное оборудование необходим для равномерного использования ресурса оборудования, поддержания его характеристик наравне с работающим, опробования его в работе. Во время перехода производится и проверка всех защит и блокировок, если это возможно без нарушения технологического режима и не угрожает работающему оборудованию. График таких переходов и опробований составляется в каждом цехе обычно на год или на другой промежуток времени, но не менее чем на месяц. Во время перехода и проверок выявляются неисправности, которые не могут быть выявлены путем простых осмотров. Это позволяет своевременно устранять дефекты и поддерживать высокий уровень надежности. Требования безопасности к технологическому (производственному) оборудованию на установке III категории. · Технологическое (производственное) оборудование (далее - оборудование) должно соответствовать требованиям действующих нормативных актов по охране труда. · Оборудование должно быть безопасным при монтаже (демонтаже), эксплуатации, ремонте, транспортировании и хранении, при использовании отдельно или в составе технологических комплексов и систем. · Каждый технологический комплекс и автономно используемое оборудование должны укомплектовываться эксплуатационной документацией, которая должна устанавливать требования (правила), которые исключали бы создание опасных (в том числе пожаро взрывоопасных) ситуаций при монтаже (демонтаже), вводе в эксплуатацию и эксплуатации оборудования, а также содержать требования, определяющие необходимость использования не входящих вкконструкцию средств и методов защиты работающего. · Оборудование должно отвечать требованиям безопасности в течение всего периода эксплуатации при условии выполнения потребителем требований, установленных в эксплуатационной документации. · Оборудование в процессе эксплуатации не должно загрязнять окружающую природную среду выбросами вредных веществ и вредных микроорганизмов в количествах выше допустимых значений, установленных государственными стандартами и санитарными нормами. · Электросиловые установки, распределительные устройства и подстанции, средства связи, диспетчерского и технологического управления должны эксплуатироваться в соответствии с требованиями правил устройства электроустановок и правил по охране труда при эксплуатации электроустановок. рабочих местах не должно представлять опасности для персонала. · Расстояние между оборудованием должно быть достаточным для свободного прохода работников, занятых их обслуживанием и ремонтом, для безопасного проезда и стоянки внутрицехового транспорта. Ширина проходов зависит от расположения оборудования, способа транспортирования, типа и размеров деталей и изделий, но при всех условиях она принимается не менее 1 м. Проходы вокруг оборудования, регламентируемые предприятием - изготовителем, следует принимать по паспортным данным. Для перевозки грузов автомашинами ширина проездов должна быть не менее 3,5 м. Загромождать проходы и проезды, а также рабочие места различными предметами и изделиями не разрешается. Проходы и проезды должны содержаться в чистоте и порядке, их границы отмечаются белой краской. · Оборудование должно использоваться по назначению и применяться в условиях, установленных предприятием - изготовителем. · Не разрешается эксплуатация оборудования без предусмотренных их конструкцией ограждающих устройств, предохранительных устройств, блокировок, систем сигнализации и других средств коллективной защиты работников. 5. МЕЛКИЙ РЕМОНТ ЗАПОРНОЙ АРМАТУРЫ Корпус устройства постоянно должен очищаться от пыли грязи, все подвижные элементы должны быть тщательно смазаны. Не стоит пренебрегать и таким этапом профилактики, как промывка задвижки. Дело в том, что многие технические жидкости включают в себя песок и другие механические примеси. Осаждаясь на поверхности уплотнительных и перекрывающих элементов, они не позволяют полностью прервать поток рабочей среды. Кроме того, движение таких примесей может привести к повреждению рабочих элементов задвижки (появлению задиров, вмятин). Текущий ремонт запорной арматуры может осуществляться непосредственно на месте установки устройства, без демонтажа с трубопровода. Для этого необходимо отключить участок трубопровода, на котором установлена задвижка. Чаще всего ремонт заключается в зачистке уплотнений. Для этого необходимо извлечь запорный механизм из корпуса арматуры. При наличии на поверхности диска небольших царапин, можно выполнить притир элементов по месту. Грубую притирку можно выполнять с помощью закрепленной на основе наждачной бумаги, окончательная доводка выполняется при помощи специальных паст, из которых выделяют пасту ГОИ, позволяющую качественно отшлифовать поверхность диска. Если повреждения на уплотнительных элементах значительны (царапины более 0,5 мм глубиной), то должна быть выполнена замена запорного механизма, ручной притиркой такие дефекты обычно устранить не получается. Для того чтобы не останавливать работу магистрали надолго, необходимо иметь запас запасных частей, можно использовать комплектующие от старых задвижек, вышедших из строя по другим причинам. В самых тяжелых случаях приходится прибегать к демонтажу запорной арматуры, для выполнения ремонта в заводских условиях. Для выполнения работ по притирки рабочих поверхностей применяются специальные внутришлифовальные и плоскошлифовальные станки.В оборудование для ремонта запорной арматуры входят также и такие устройства как притиры. Их форма должна подбираться к каждой задвижке индивидуально, для получения максимального качества обработки, конфигурации поверхностей должны быть практически идентичными. Материал, из которого изготавливают притиры, должен быть более мягок, чем поверхности устройств. Это облегчит поиск неровностей на поверхности рабочих частей устройства. Работа выполняется с применением специальной притирочной пасты, включающей в себя абразивные материалы. Окончательная обработка должна осуществляться с использованием составов на алмазной основе. После завершения работ по притирке, все остатки материалов должны быть смыты с поверхностей задвижки машинным маслом. Что такое опрессовка запорной арматуры? Это подача в трубопровод давления, превышающего стандартное давление при обычном рабочем режиме. То есть, если опрессовка проводится в небольшой системе, где давление составляет, например, 1,8 атмосферы, то для опрессовки давление увеличивается до 2 атмосфер. Зачем проводится опрессовка? Основная задача этого процесса – проверка готовности трубопровода к использованию. На том же примере с небольшой системой, можно сказать наверняка, что трубопровод, выдерживающий давление в 2 атмосферы, без особых проблем выдержит 1,8 атмосфер. Обычно эту процедуру проводят для проверки отопительных систем, в преддверии отопительного сезона. При проверке трубопровода особое внимание уделяют запорной арматуре, поскольку она может оказаться наиболее уязвимой к перепадам давления и высоким показателям. Так что опрессовка – это серьёзная проверка запорной арматуры на качество, долговечность и надёжность. При первом же повышении давления некачественные детали выходят из строя, тем самым давая возможность избежать поломок и утечек в будущем, в самом процессе эксплуатации. Помимо проверки отопительных систем при подготовке к отопительному сезону, опрессовка может проводится при установке или после реконструкции отопительных систем, в том числе индивидуальных, а так же при замене запорной арматуры (после этой процедуры стандартно проводится проверка всей системы и её новых элементов на прочность и надёжность). Любое более-менее крупное техническое изменение в отопительной системе необходимо завершать проверочной опрессовкой. Это позволит сразу определить, насколько качественно была выполнена работа, подобраны детали и механизмы, не нарушена ли работа системы. Обычно, при опрессовке отопительной системы в многоэтажных домах, где рабочее давление равняется 6-7 атмосферам, давление поднимают на 20-30%, что в итоге составляет 9-10 атмосфер. При достижении нужного значения давления, его сохраняют на протяжении 30-60 минут. За это время можно наверняка определить, не возникали ли протечки, не выявлены ли другие дефекты трубопровода. Проверка на наличие протечек производится очень просто – давление в трубопроводе постоянно контролируется, так что если давление начинает падать (а возникает такой эффект именно в результате протечек), приборы сразу это фиксируют, и неполадки можно устранить сразу же. 6. СНЯТИЕ ПОКАЗАНИЙ ПРИБОРОВ КИП И ИХ РЕГИСТРАЦИЯ КИП - устройства для получения информации о состоянии технологических процессов путем измерения их параметров температур, давлений, расходов, уровней. К контрольно-измерительным приборам относятся первичные приборы и измерительные преобразователи. Первичные приборы могут быть показывающими, сигнализирующими, самопишущими и с дистанц. передачей показания на расстоянии (к вторичному прибору). К измерительным, преобразователям относятся датчики и преобразователи, работающие в комплекте со вторичными или регулирующими приборами. Манометр- прибор, измеряющий давление жидкости или газа. Манометры бывают: · Электронными; · Жидкостные манометры; · Грузопоршневые манометры; · Деформационные манометры с мембраной; · Деформационные манометры с трубчатой пружиной; · Цифровой; · Мановакуумметр. Манометр электронный Манометр электронный предназначен для цифровой индикации давления в гомогенизирующей головке. Устанавливается на место штатной манометрической головки. Заменяет манометрическую головку, мембранный разделитель и стрелочный манометр. Пульсации давления сглаживаются за счет специального демпфирующего узла и цифровой обработки сигналов с датчика давления, что обеспечивает точность показаний. Включает в себя две встроенных мембраны, что обеспечивает высокую надежность и увеличивает срок службы манометра. Манометр состоит из измерительного блока давления, электронного преобразователя и дисплея, конструктивно объединенных в одном корпусе. Измерительный блок давления состоит из стального сварного корпуса, на металлостеклянном основании которого закреплен первичный преобразователь давления, выполненный из монокристаллического кремния. На мембране данного преобразователя сформирован мост Уинстона из диффузионных тензорезисторов. Преобразователь отделен от измеряемой среды стальной мембраной, приваренной к корпусу тензомодуля. Давление, воздействующее на стальную мембрану, передается на первичный преобразователь через силиконовое масло, которым заполнен тензомодуль и вызывает изменение сопротивления тензорезисторов и, как следствие, разбаланс мостовой схемы. Электрический сигнал из первичного преобразователя через металлостеклянные гермовыводы подается в электронный преобразователь, осуществляющий, помимо питания тензомодуля, линеаризацию, термокомпенсацию и преобразование сигнала в сигнал для жидкокристаллического индикатора. Измерительная система состоит из погружаемого элемента, капиллярного провода и трубчатой пружины в корпусе. Данные элементы соединены в единое устройство, которое под давлением заполнено инертным газом. Изменение температуры влечёт изменение объема или внутреннего давления в погружаемом устройстве. Давление деформирует измерительную пружину, отклонение которой передается с помощью стрелочного механизма на стрелку. Колебания температуры окружающей среды могут не приниматься во внимание, так как для компенсации между стрелочным механизмом и измерительной пружиной встроен биметаллический элемент. В зависимости от применяемого рабочего вещества различают следующие манометрические термометры: - газовые (азот); - конденсационные (метилхлорид, спирт, диэтиловый эфир); - жидкостные (метилксилол, силиконовые жидкости, металлы с низкой точкой плавления); - ртутные со специальными наполнителями. Правила эксплуатации и техническому обслуживанию оборудования КИПиА. 1. Оперативный контроль эксплуатационных параметров и работы механо-технологического оборудования осуществляется автоматизированными системами управления технологическим процессом ( КИПиА), а также персоналом предприятия, который подразделяется на следующие категории: • оперативный (дежурный) персонал, осуществляющий непрерывный контроль технологических режимов работы и показателей работоспособности оборудования с помощью систем мониторинга ПРОТОН-1000; • эксплуатационно-ремонтный (оперативно-ремонтный) персонал, выполняющий периодический контроль, диагностирование, техническое обслуживание и ремонт, оперативные работы по восстановлению работоспособности- оборудования и сооружений предприятия. 2. Система технического обслуживания и ремонта предусматривает выполнение работ по техническому обслуживанию, ремонту, диагностированию и замене оборудования специализированными подразделениями предприятия, или ремонтным персоналом (в зависимости от объема ремонтных работ, оперативности их выполнения, наличия и загруженности), или сторонними организациями, имеющими допуск к ремонтным работам оборудования предприятия при его необходимости. 3. Распределение функций оперативного и эксплуатационно-ремонтного персонала предприятия производится начальниками служб в соответствии с принятой организационной структурой. Руководство предприятия совместно со специалистами соответствующих служб определяет персонал, ответственный за техническую эксплуатацию конкретного вида оборудования, составляет и утверждает в установленном порядке должностные инструкции оперативного и эксплуатационно-ремонтного персонала. 4. Оперативный (дежурный) персонал осуществляет технические ремонты оборудования, контролирует технологические параметры работы оборудования, осуществляет аварийный вывод из эксплуатации оборудования, обеспечивает работу основного и вспомогательного оборудования и не более, чем через каждые два часа фиксирует значения параметров работы оборудования в журнале, контролирует регистрацию эксплуатационных параметров в системе КИПиА в соответствии с должностными инструкциями. 7. ОХРАНА ТРУДА НА УСТАНОВКЕ Нефть, горючие газы и нефтепродукты обладают опасными и вредными свойствами. При нарушении технологического режима, несоблюдении правил безопасности на производстве по переработке нефти происходят аварии и несчастные случаи, у работающих возникают профессиональные заболевания. Аварии и несчастные случаи вызываются следующими причинами: 1. Нефть и нефтепродукты являются горючими веществами и кроме того, при определенной температуре способны самовоспламенятся. При замедленном коксовании и в некоторых других процессах сырье и продукты нагреваются до температуры, близких к температуре самовоспламенения и даже превышают ее. В тоже время на установках имеются источники открытого огня- трубчатые печи. 2. В технологическом процессе участвует большое количество продуктов, пары которых могут создавать с воздухом взрывоопасные смеси. Такие смеси образуются в закрытых помещениях, внутри аппаратов. При наличии импульса воспламенения смеси взрываются. Источниками импульса воспламенения могут быть искры от неисправного электрооборудования, открытый огонь и т.д. Взрывы и пожары могут вызываться так называемым статическим электричеством, которое возникает при трении друг о друга двух диэлектриков или диэлектриков об метал (при перекачке нефтепродуктов по трубопроводам и резиновым шлангам, переливание нефтепродукта из сосуда в сосуд, транспортирование сыпучих продуктов (кокса) по транспортировкам и т.д.). Источником воспламенения также являются разряды атмосферного электричества - молнии. 3. Процесс проводят при повышенном давлении и существует возможность разрыва аппаратов и трубопроводов из-за внезапного повышения давления выше расчетного. 4. Сырье и продукты установки ГФУ относятся к числу вредных веществ, обладающих токсическими свойствами. 5. На установке имеются электродвигатели, осветительные приборы и другие электрические устройства. При неправильном обращении с электрическим током возможны электрические удары, когда током поражается весь организм, и электротравмы, результатом которых являются местные поражения тела - ожоги. Схема расположения установки соответствует требованиям безопасности, указанным в нормах технологического проектирования нефтеперерабатывающего завода, причем применены следующие безопасные мероприятия: 1. Для неутепленного оборудования и трубопроводов с температурой более 60оС, на части, где часто производятся операции и обслуживание, устанавливаются теплоизоляционный слой или изоляционная сетка для защиты от ожога. 2. Все электродвигатели и другое электрооборудование выполнены из взрывобезопасного исполнения. 3. Предусмотрены пружинистые предохранительные клапаны для оборудования под давлением и в месте, где понадобится предохранительный клапан. 4. Оборудования и помещения размещены по требованиям к расстоянию друг от друга, предусмотрены каналы для осмотра, ремонта, обслуживания, пожаротушения и эвакуации, с тем чтобы обеспечить безопасность зданий и сооружений, также эвакуацию людей при аварии. 5. На установке предусмотрены датчики температуры, датчики дыма, сигнализатор пожара или кнопка сигнализации пожара, тревожный телефон, также и сеть трубопроводов пожарной воды и оросительные устройства, с тем, чтобы своевременно производить тушение пожара. 6. Предусмотрено заземление заземлительным устройством для металлического оборудования, трубопроводов, каркасов, оболочек кобелей, коммуникации сниженного газа и т.д. 7. Все насосы размещены в помещении, где предусмотрены отапливаемые и вентиляционные аппаратуры. 8. Выброс при нормальном производстве или аварийной ситуации передается через закрытую систему и производится в месте факела, местный выброс не допускается. 9. При начале и окончании работы установки следует провести проверку оборудования и трубопроводов инертным газом (азотом). Потребляемый азот поступает из азотной станции. 10. Для предотвращения несчастных случаев во время ремонта, предусматриваются стационарные и передвижные механизмы: кран- балки для ремонта насосов, кран- укосины на колонных аппаратах, экстракторы для выемки трубных пучков из теплообменников. С точки зрения безопасного проведения технологического процесса; во избежание возможной аварии, взрыва следует при пуске установки: 1. провести осмотр оборудования, узлов и трубопроводов; 2. проверить герметичность системы; 3. переключить систему на режим автоуправления; При остановке установки: 1. переключить режим автоуправления системы на режим ручного управления; 2. отсечь подачу сырья; 3. продуть системы инертным газом. После тщательного осмотра технического состояния резервного оборудования, устранение всех обнаруженных неисправностей, а также после убеждения исправности системы контроля, показания, предохранения, можно провести пуск резервного оборудования. Операция на установке должна быть выполнена плавно и аккуратно, Периодически обходить и проверять установку, при обнаружении замечания сразу же устранить его. Персонал, прошедший подготовку и экзамен, допускается работать на установку при соблюдении руководства по технике безопасности. Охрана труда в Казахстане рассматривается как одна из важнейших социально-экономических, санитарно-гигиенических и экономических мероприятий, направленных на обеспечение безопасных и здоровых условий труда. Возможность создания безопасных и здоровых условий труда заложены в самом способе производства, в широком использовании достижений науки и техники. Охрана здоровья рабочих и служащих в процессе исполнения трудовых обязанностей закреплена в трудовом законодательстве, непосредственно направленном на создания безопасных и здоровых условий труда. Охрана труда и безопасность труда на производстве осуществляется согласно Конституции РК 1995года, а именно статьей 24 п. 2: «Каждый имеет право на условие труда, отвечающие требованиям безопасности и гигиены…». А также регулируется нормами отдельных законодательных актов: Закон РК от 10.12.1999 г. «О труде в Республике Казахстан». В соответствии со статьей 7, п. 1; «Работник имеет право на условия труда, отвечающие условиям безопасности и гигиены». Закон РК от 28.02.2004 г. «О безопасности и охране труда». Статья 12. «Гарантии прав на безопасность труда при приеме на работу». «Условия индивидуального трудового договора должны соответствовать требованиям нормативно- правовых актов РК о безопасности и охране труда». Статья 14 п.1. «Условия безопасности и охрана труда в организациях, на каждом рабочем месте должны соответствовать требованиям государственных стандартов, правил по безопасности и охране труда». Постановление правительства РК от 6.04.2005 г. «Об утверждении Правил организации и проведения государственного контроля в области безопасности и охраны труда», в соответствии с которым уполномоченный государственный орган в области промышленной безопасности осуществляет государственный контроль за состоянием средств производства и нормативно-технологической документации, обеспечивающих безопасное выполнение работ на опасных производственных объектах. Кроме охраны труда на производстве администрацией предприятия должны быть предусмотрены меры по гражданской обороне. Одна из главных задач гражданской обороны - защита населения от оружий массового поражения. Чтобы обеспечить защиту населения, необходим комплекс мероприятий. Основные из них: 1. Защита рабочих и служащих от ядерного оружия. Очаг ядерного поражения характеризуется множеством пораженных людей и животных, разрушением и повреждением зданий. Обстановка в очаге поражения потребует локализации и тушения массовых пожаров, проведения больших спасательных работ в условиях радиоактивного заражения местности в органическое время. 2. Защита рабочих и служащих от химического оружия. Химическое оружие относится к средствам массового поражения. Обнаружив признаки применения ОВ (капли на почве, листьях растений и т.д.) немедленно принимаются меры защиты (надевают противогаз и средства защиты кожи), подают сигнал «химическое нападение», сообщают в ближайшие штабы гражданской обороны, директору предприятия. 3. Защита рабочих служащих от бактериологического оружия. Чтобы вовремя принять меры защиты, необходимо своевременно обнаружить признаки нападения бактериологического; наличие в местах разрывов капель жидкости, порошкообразных веществ на почве, растительности. Обнаружив признаки нападения немедленно принимают меры защиты (надевают противогаз, респираторы, маски) и сообщают в ближайший штаб гражданской обороны, медицинское учреждение, директору предприятия. 4. Защитные сооружения гражданской обороны. Убежища и противорадиационные укрытия служат для коллективной защиты людей от оружия массового поражения. Надежной защитой в убежищах достигают за счет прочности перекрытий и других ограждающих конструкций. Несущие и ограждающие конструкции убежищ обычно выполняют из железобетона. Убежища можно располагать в подвалах зданий или отдельно построенных сооружениях. Чтобы создать условия укрывающимся, убежища оборудуют водоснабжением, канализацией, электроосвещением. Аварийный запас воды хранят в проточных герметически закрытых резервуарах. Техника безопасности на установке соблюдается согласно законам Конституции РК. А также контролируется нормами отдельных законодательных актов. 8. СООТВЕТСТВИЕ СОСТОЯНИЯ ОБОРУДОВАНИЯ НА УСТАНОВКЕ ТРЕБОВАНИЯМИ ГОСТЕХНАДЗОРА Процедура постановки на учет оборудования работающего под избыточным давлением (ОРПД) в территориальном органе Ростехнадзора. Результаты проверки готовности оборудования к пуску в работу и организации надзора за его эксплуатацией должны оформляться актом готовности оборудования под давлением к вводу в эксплуатацию (далее - Акт готовности оборудования) в соответствии с приложением N 7 Федеральных норм и правил в области промышленной безопасности «Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением» утвержденных приказом Федеральной службы по экологическому, технологическому и атомному надзору от 25 марта 2014г. No 116 (далее ФНП). Пуск (включение) в работу оборудования на основании решения о вводе его в эксплуатацию, а также пуск (включение) в работу и штатная остановка оборудования в процессе его эксплуатации осуществляется на основании письменного распоряжения ответственного за исправное состояние и безопасную эксплуатацию, в порядке, установленном распорядительными документами и производственными инструкциями эксплуатирующей организации. Не позднее 10 рабочих дней после принятия решения о вводе в эксплуатацию и пуска (включения) в работу оборудования под давлением (за исключением оборудования, указанного в пункте 215 ФНП) эксплуатирующая организация направляет в территориальный орган Ростехнадзора по месту эксплуатации ОПО (или иной федеральный орган исполнительной власти в области промышленной безопасности, которому подведомственен данный ОПО) информацию согласно пункту 216 ФНП для осуществления учета оборудования под давлением. Для постановки на учет оборудования под давлением эксплуатирующая это оборудование организация представляет в территориальный орган 2 Ростехнадзора или иной федеральный орган исполнительной власти в области промышленной безопасности, если оборудование под давлением эксплуатируется на подведомственном данному органу ОПО: а) заявление, содержащее информацию об эксплуатирующей организации с указанием места установки стационарного оборудования, места применения транспортабельного оборудования и планируемого периода его эксплуатации на указанном месте, а так же места нахождения производственной площадки для ремонта и технического освидетельствования цистерн и планируемом регионе их применения; б) копии акта готовности оборудования под давлением к вводу в эксплуатацию и приказа (распорядительного документа) о вводе его в эксплуатацию, а также реквизиты документации, подтверждающей соответствие оборудования требованиям законодательства Российской Федерации о техническом регулировании и статьи 7 Федерального закона N 116-ФЗ; в) краткие сведения о подлежащем учету оборудовании, указанные в паспорте, в том числе: наименование или обозначение оборудования, год изготовления, заводизготовитель, заводской номер (по системе нумерации изготовителя); основные технические характеристики, расчетные и рабочие (максимальные, номинальные, минимальные) параметры и условия работы оборудования, сведения о рабочей среде, расчетный срок службы, расчетный ресурс (для трубопроводов, котлов и их основных частей), расчетное количество пусков (для трубопроводов и котлов), максимальное количество циклов работы (если установлено) сосуда или заправок баллонов; сведения о дате и результатах проведения технического освидетельствования или экспертизы промышленной безопасности и сроках следующего технического освидетельствования или экспертизы; г) комплект технической документации на русском языке (паспорт, чертеж (комплект чертежей), руководство (инструкция) по эксплуатации, 3 удостоверение (свидетельство) о качестве монтажа либо их копии в бумажном или электронном виде, заверенные эксплуатирующей организацией) оборудования, проверка готовности которого проводилась без участия уполномоченного представителя Ростехнадзора или иного федерального органа исполнительной власти в области промышленной безопасности, если оборудование под давлением эксплуатируется на подведомственном данному органу ОПО, в случаях, предусмотренных подпунктами "а", "в" пункта 205 ФНП. 9. ПРЕИМУЩЕСТВА И НЕДОСТАТКИ РАЗЛИЧНЫХ АППАРАТОВ, ИХСРАВНИТЕЛЬНЫЙ АНАЛИЗ. Применение аппаратов воздушного охлаждения дает ряд эксплуатационных преимуществ, главным из которых является экономия охлаждающей воды и уменьшение количества сточных вод , сокращения затрат труда на чистку аппарата в виду отсутствия накипи и солеотложения, уменьшение расходов на организацию оборотного водоснабжения технологических установок. Охлаждение , конденсация продуктов могут осуществляться в холодильниках и конденсаторах погружных или кожухотрубных. Применение последних предпочтительнее из-за меньшего расхода металла на единицу поверхности , охлаждения объема сточных вод и затрат на организацию оборотного водоснабжения. Погружные конденсаторы холодильники имеют ряд существенных недостатков: значительный расход металла, большая площадь, малый коэффициент теплопередачи вследствие небольшой скорости воды в коробе, необходимость частого ремонта и чистки , поэтому на строющихся установках их не применяют. Реакторы идеального вытеснения и полного смешения. При прохождении реакционной смеси через реактор идеального вытеснения уменьшается концентрация исходных реагентов Са по высоте (длине) реактора и в соответствии с этим снижается движущая сила процесса, а при постоянстве других параметров — и скорость процесса. В реакторах смешения, как правило, эффективнее, чем при режиме вытеснения, протекают реакции с высокими концентрациями реагентов и при больших тепловых эффектах реакции. Интенсивное перемешивание улучшает условия теплопередачи; уменьшаются теплообменные поверхности для отвода (или подвода) теплоты, от реагирующей системы. С другой стороны, перемешивание может вызвать нежелательное истирание твердых реагентов, эрозию аппаратуры, усиление уноса из реактора измельченных твердых частиц или капель жидкости. Энергетические затраты в реакторах смешения могут быть в несколько раз выше, чем при режиме вытеснения. СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ 1) БАГАТУРОВ С.А. «КУРС ТЕОРИИ ПЕРЕГОНКИ И РЕКТИФИКАЦИИ», ХИМИЯ. 2013Г 2) БАГАТУРОВ С.А. «ОСНОВЫ ТЕОРИИ И РАСЧЁТА ПЕРЕГОНКИ И РЕКТИФИКАЦИИ», ХИМИЯ. 2014Г 3) ЭРИХ В.Н., РАСИНА М.Г., РУДИН М.Г. “ХИМИЯ И ТЕХНОЛОГИЯ НЕФТИ И ГАЗА.” , ХИМИЯ, 2015Г Интернет ресурсы: http://docs.cntd.ru/document/542617054 https://studfile.net/preview/2874531/page:8/ https://studbooks.net/1427302/tovarovedenie/tehnika_bezopasnosti_ohrana_truda_ustanovke http://docs.cntd.ru/document/420365226 https://additive.spb.ru/pumps.html |