Расчётно графическая работа. ргр. 1. Механизм пластической деформации в монокристаллах металлов
 Скачать 102.56 Kb. Скачать 102.56 Kb.
|

|
1 .Механизм пластической деформации в монокристаллах металлов Пластическая деформация - сложный физико-химический процесс, в результате которого наряду с изменением формы и строения исходного металла изменяются его механические и физико-химические свойства. Рассмотрела физическую сущность процесса пластической деформации. Как известно, металлы и сплавы имеют кристаллическое строение, характеризующееся тем, что атомы в кристаллах располагаются в местах устойчивого равновесия в строго определенном для каждого металла порядке. При особых условиях охлаждения металл затвердевает в виде большого кристалла правильной формы, называемого монокристаллом. Строение монокристалла определяется соответствующей кристаллической решеткой. Рассмотрим холодную пластическую деформацию монокристалла. Под действием внешних сил в монокристалле возникают напряжения. Пока эти напряжения не превысили вполне определенной для данного металла величины (называемой пределом упругости), происходит упругая деформация. При упругой деформации атомы отклоняются с мест устойчивого равновесия на расстояния, не превышающие межатомные. После снятия нагрузки под действием межатомных сил атомы возвращаются в прежние места устойчивого равновесия, форма тела восстанавливается, при этом изменений в строении и свойствах металла не происходит. Упругая деформация сопровождается незначительным обратимым изменением объема тела, которое, например, для меди при напряжениях сжатия 100 кг/млti2 (980 Мн/м2) составляет 1,3%. C увеличением внешней нагрузки увеличиваются и отклонения атомов. При определенных для данного металла напряжениях (пределе текучести) атомы смещаются в новые места устойчивого равновесия на расстояния, значительно превышающие межатомные. После снятия нагрузки форма монокристалла не восстанавливается, он получает пластическую деформацию. Необратимые смещения атомов в монокристалле происходят в основном в виде скольжения и в меньшей степени, в виде двойникования. Скольжение представляет собой смещение атомов в тонких слоях монокристалла. Смещения происходят по особым кристаллографическим плоскостям, причем расстояние между плоскостями скольжения составляет 100 200А. При определенных условиях следы скольжения можно наблюдать в виде полос на поверхности деформируемого металла. Двойникование, которое в основном происходит при ударных нагрузках, состоит в стройном смещении группы атомов относительно особой плоскости - плоскости двойникования. Смещенная часть монокристалла будет являться зеркальным отображением (двойником) недеформированной его части. Пластическая деформация монокристалла сопровождается искажениeм кристаллической структуры, образованием осколков и возникновeниeм остаточных напряжений в кристалле. Эти явления, затрудняя процесс дальнейшей деформации, вызывают изменения механических и физико-химических свойств исходного металла: прочность, твердость, электросопротивление и химическая активность увеличиваются, при oдноврeменном уменьшении пластичности, ударной вязкости, магнитной проницаемости и т. д. Совокупность изменений механических и физико-химических свойств в результате холодной пластической деформации называют упрочнением (или наклепом). Необходимо иметь в виду, что при пластической деформации никакого изменения плотности металла практически не происходит, его объем остается постоянным. Как указывалось выше, применяемые в промышленности металлы и сплавы имеют поликристаллическое строение. При обработке давлением таких металлов происходит пластичecкая деформация отдельных зерен путем скольжения и двойникования (аналогично монокристаллу) и смещение их относительно друг друга. Деформация сопровождается раздроблением зерен и их удлинением в направлении наибольшего течения металла. Перемещением отдельных частиц монокристалла друг относительно друга. Это изменение формы называется сдвигом или скольжением. Сдвиг происходит по плоскостям скольжения монокристалла. Одновременно в зернах, так же как и при холодной деформации монокристалла, искажается кристаллическая структура, oбpазуются кристаллитныe осколки и возникают остаточные напряжения. Рассмотренные явления вызывают упрочнение поликристаллического металла. B большинстве сплавов всегда присутствуют нeметалличeские примеси (окислы, карбиды и т. д.), которые располагаются между зернами в виде пленок или отдельных шариков. При обработке давлением эти включения раздробляются и вытягиваются, придавая металлу волокнистое строение, котоpoе при соответствующей обработке поверхности наблюдается невооруженным глазом. Величина пластической деформации металлов ограничена их пластическими свойствами. При некоторой, вполне определенной для каждого металла, величине деформации в нем образуются микротрещины, которые при дальнейшем деформировании интенсивно развиваются и вызывают его разрушение. Таким образом, процесс пластической деформации поликристаллитов сопровождается следующими явлениями. при деформации кристаллиты вытягиваются в направлении приложенных сил и меняют свою форму; в кристаллитах происходит сдвиг по плоскостям скольжения и двойникования; при деформации из беспорядочного расположения кристаллиты начинают ориентироваться по линии действия приложенных сил; при холодной деформации происходит изменение механических и физических свойств. 2. Начертите диаграмму состояний железо цементит с указанием во всех ее областях фаз и структурных составляющих. Рассмотрите формирование структуры при охлаждении из жидкого состояния сплава, содержащего 0,6 % С. При температуре 730 С определите у этого сплава содержание углерода в фазах и их количество 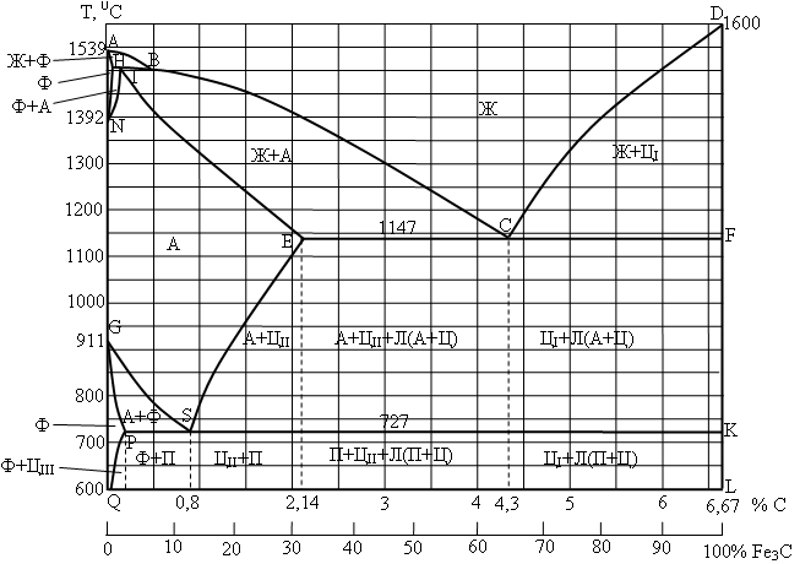 Диаграмма состояния железо - цементит представлена в упрощенном виде на рис. 14. Она показывает фазовый состав и структуру железоуглеродистых сплавов с концентрацией от чистого железа до цементита (6,67 % углерода). пластический деформация металл атом В рассматриваемой системе существуют следующие фазы: жидкий сплав, твердые растворы (феррит и аустенит), химическое соединение (цементит). Жидкий сплав (Ж. С.) существует выше линии ликвидус ACD. Цементит Fe3C (Ц) -- вертикальная линия DEKL. Область феррита (Ф) располагается левее линии GPQ. Область аустенита (А) -- AESG. На диаграмме точка А (1539°С) соответствует температуре плавления железа, а точка D (1600°С) -- температуре плавления цементита. Точка С (911°С) -- температура полиморфного превращения железа б - г Точка С соответствует предельному содержанию углерода в аустените (2,14 % при температуре 1147°С). При понижении температуры растворимость углерода в аустените уменьшается по линии ES. В точке S она составляет 0,8 % при 727°С. Точка Р - предельное содержание углерода в феррите 0,02 % при 727°С. При охлаждении до комнатной температуры растворимость углерода в феррите уменьшается по линии PQ до 0,005 %. При температуре 1147°С жидкий сплав, содержащий 4,3 % углерода, кристаллизуется с образованием эвтектики (механической смеси двух фаз аустенита и цементита). При этом образуется структура ледебурита. Точка С на диаграмме - точка эвтектики, линия ECF - линия кристаллизации эвтектики. При температуре 730°С аустенит, содержащий 0,6 % углерода, распадается на две фазы - цементит и феррит, т. е. происходит эвтектоидное превращение. При этом образуется структура, называемая перлитом. На диаграмме точка S - точка эвтектоида, линия PSK - линия эвтектоидного превращения. 3. Детали из стали 45 необходимо подвергнуть улучшению. Назначьте режим термической обработки, опишите происходящие превращения, структуру и свойства стали после этой обработки Улучшение заключается в закалке и высоком отпуске стали. Закалка доэвтектоидной стали заключается в нагреве стали до температуры выше критической (Ас3), в выдержке и последующем охлаждении со скоростью, превышающей критическую. Доэвтектоидные стали для закалки следует нагревать до температуры на 30-50°С выше Ас3. Температура точки Ас3 для стали 45 составляет 755°С, а Ас1 равна 730°С. Структура доэвтектоидной стали при нагреве её до критической точки Ас1 состоит из зерен перлита и феррита. В точке Ас1 происходит превращение перлита в мелкозернистый аустенит. При дальнейшем нагреве от точки Ас1 до Ас3 избыточный феррит растворяется в аустените и при достижении Ас3 (линия GS) превращения заканчиваются. Температура нагрева стали под закалку, таким образом, составляет 800-820°С. Структура стали 45 при температуре нагрева под закалку - аустенит, после охлаждения со скоростью выше критической - мартенсит. Высокий отпуск проводится при температуре 580-600?С. В результате получаем структуру - сорбит отпуска. Высокий отпуск создает наилучшее соотношение прочности и вязкости. Закалка с высоким отпуском (по сравнению с нормализацией или отжигом) повышает временное сопротивление, предел текучести, относительное сужение и особенно ударную вязкость. Высокие отпуск почти полностью снимает остаточные напряжения, возникшие при закалке. Свойства стали 45 после улучшения: уВ = 870 МПа; ут= 700 МПа; д= 13%; ш = 65%; KCU = 1,3 МДж/м2; НВ = 255. 4. Твердые сплавы для режущего инструмента В настоящее время для производства режущих инструментов широко используются твердые сплавы. Они состоят из карбидов вольфрама, титана, тантала, сцементированных небольшим количеством кобальта. Карбиды вольфрама, титана и тантала обладают высокой твердостью, износостойкостью и теплостойкостью. Инструменты, оснащенные твердым сплавом, хорошо сопротивляются истиранию сходящей стружкой и материалом заготовки и не теряют своих -режущих свойств при температуре нагрева до 750--1100* С. Недостатком твердых сплавов, по сравнению с быстрорежущей сталью, является их повышенная хрупкость, которая возрастает с уменьшением содержания кобальта в сплаве. Скорости резания инструментами, оснащенными твердыми сплавами, в 3--4 раза превосходят скорости резания инструментами из быстрорежущей стали. Твердосплавные инструменты пригодны для обработки закаленных сталей и таких неметаллических материалов, как стекло, фарфор и т. п. Производство металлокерамических твердых сплавов относится к области порошковой металлургии. Порошки карбидов смешиваются с порошком кобальта. Из этой смеси прессуются изделия требуемой формы и затем подвергаются спеканию при температуре, близкой к температуре плавления кобальта. Таким путем изготовляются пластинки твердого сплава различных размеров и форм, которыми оснащаются резцы, фрезы, сверла, зенкеры, развертки и др. Пластинки твердого сплава крепятся к державке или корпусу напайкой или механически при помощи винтов и прижимов. Наряду с этим в машиностроительной промышленности применяются мелкоразмерные, монолитные твердосплавные инструменты, состоящие из твердых сплавов. Они изготовляются из пластифицированных заготовок. В качестве пластификатора в порошок твердого сплава вводят парафин до 7--9%. Из пластифицированных сплавов прессуются простые по форме заготовки, которые легко обрабатываются обычным режущим,, инструментом. После механической обработки заготовки спекаются, а затем шлифуются и затачиваются. Из пластифицированного сплава заготовки монолитных инструментов могут быть получены путем мундштучного прессования. В этом случае спрессованные твердосплавные брикеты помещаготся в специальный контейнер с твердосплавным профилированным мундштуком. При продавливании через отверстие мундштука изделие принимает требуемую форму и подвергается спеканию. По такой технологии изготовляются мелкие сверла, зенкеры, развертки и т. п. Монолитный твердосплавный инструмент может также изготовляться из окончательно спеченных твердосплавных цилиндрических заготовок с последующим вышлифовыванием профиля алмазными кругами. В зависимости от химического состава металлокерамические твердые сплавы, применяемые для производства режущего инструмента, разделяются на три основные группы. Сплавы первой группы изготовляются на основе карбидов вольфрама и кобальта. Они носят название вольфрамо-кобальтовых. Это сплавы группы ВК. Ко второй группе относятся сплавы, получаемые на основе карбидов вольфрама и титана и связующего металла кобальта. Это двухкарбидные титановольфрамокобальтовые сплавы группы ТК. Третья группа сплавов состоит из карбидов вольфрама, титана, тантала и кобальта. Это трехкарбидпые титанотанталовольфрамокобальтовые сплавы группы ТТК. К однокарбидиым сплавам группы ВК относятся сплавы: ВК2, ВКЗ, ВК4, ВК6, ВК8, ВК10, ВК15. Эти сплавы состоят из зерен карбида вольфрама, сцементированных кобальтом. В марке сплавов цифра показывает процентное содержание кобальта. Например, сплав ВК8 содержит в своем составе 92% карбида вольфрама и 8% кобальта. Рассматриваемые сплавы применяются для обработки чугуна, цветных металлов и неметаллических материалов. При выборе марки твердого сплава учитывают содержание кобальта, которое предопределяет его прочность. Из сплавов группы ВК сплавы ВК15, ВК10, ВК8 являются наиболее вязкими и прочными, хорошо противостоят ударам и вибрациям, а сплавы ВК2, ВК3 обладают наиболее высокой износостойкостью и твердостью при малой вязкости, слабо сопротивляются ударам и вибрациям. Сплав ВК8 применяется для черновой обработки при неравномерном сечении среза и прерывистом резании, а сплав ВК2 -- для чистовой отделочной обработки при непрерывном резании с равномерным сечением среза. Для получистовых работ и черновой обработки с относительно равномерным сечением срезаемого слоя применяются сплавы ВК4, ВК6. Сплавы ВК10 и ВК15 находят применение при обработке резанием специальных труднообрабатываемых сталей. Режущие свойства и качество твердосплавного инструмента определяются не только химическим составом сплава, но и его структурой, т. е. величиной зерна. С увеличением размера зерен карбида вольфрама прочность сплава возрастает, а износостойкость уменьшается и наоборот. В зависимости от размеров зерен карбидной фазы сплавы могут быть мелкозернистые, у которых не менее 50% зерен карбидных фаз имеет размер порядка 1 мкм, среднезернистые -- с величиной зерна 1--2 мкм к крупнозернистые, у которых размер зерен колеблется от 2 до 5 мкм. Для обозначения мелкозернистой структуры в конце марки сплава ставится буква М, а для крупнозернистой структуры -- буква В. Твердосплавные пластинки одного и того же химического состава, в зависимости от технологии их изготовления, могут иметь различную структуру. Например, вольфрамокобальтовый сплав ВК6, состоящий из 94% карбида вольфрама и 6 % кобальта, изготовляется трех модификаций: со среднезернистой структурой -- ВК6, с мелкозернистой структурой -- ВК6М и крупнозернис¬той структурой -- ВК6В. Крупнозернистые сплавы, в частности сплав ВК8В, применяют при резании с ударами для черновой обработки жаропрочных и нержавеющих сталей с большими сечениями среза. Мелкозернистые сплавы, такие как сплав ВК6М, используют для чистовой обработки при тонких сечениях среза стальных, чугунных, пластмассовых и других деталей. Из пластифицированных заготовок мелкозернистых сплавов ВК6М, ВК10М, ВК15М получают цельные инструменты. Крупнозернистые сплавы ВК4В, ВК8В, более прочные, чем обычные сплавы, применяют при обработке труднообрабатываемых сталей и сплавов. При обработке сталей инструментами, оснащенными вольфрамокобальтовыми сплавами, в особенности при повышенных скоростях резания, происходит быстрое образование лунки на передней поверхности, приводящее к выкрашиванию режущей кромки и сравнительно быстрому износу инструмента. Для обработки стальных заготовок применяют более износостойкие твердые сплавы группы ТК. Сплавы группы ТК {Т30К4, Т15К6, Т14К8, Т5К10, Т5К12Б) состоят из зерен твердого раствора карбида вольфрама в карбиде титана и избыточных зерен карбида вольфрама, сцементированных кобальтом. В марке сплава цифра после буквы К показывает процентное содержание кобальта, а после буквы Т -- процентное содержание карбидов титана. Так, сплав Т30К4 содержит 4% кобальта, 30% карбидов титана и остальное -- карбиды вольфрама. Буква В в конце марки обозначает, что сплав имеет крупнозернистую структуру. Сплавы Т5К12В и Т5К10 являются наиболее вязкими и прочными и наименее красностойкими. Поэтому сплав Т5К12В рекомендуется применять при работе с ударными нагрузками для обтачивания стальных поковок и отливок по корке, а сплав Т5К10-- для чернового точения при неравномерном сечении среза и прерывистом резании. Сплав Т30К4, содержащий большой процент карбидов титана, характеризуется высокой красностойкостью и износостойкостью, но является наименее прочным и вязким. Поэтому его применяют для чистового точения при непрерывном резании с малыми сечениями среза. Для обработки сталей наиболее применим сплав Т15К6, сочетающий достаточно высокую красностойкость и износостойкость с удовлетворительной прочностью. Сплавы группы ТТК состоят из зерен твердого раствора карбида титана, карбида тантала, карбида вольфрама и избыточных зерен карбида вольфрама, сцементированных кобальтом. К сплавам группы ТТК относятся ТТ7К12, ТТ10К8Б. Сплав ТТ7К12 содержит 12% кобальта, 3% карбида тантала, 4% карбида титана и 81% карбида вольфрама. Введение в состав сплава карбидов тантала значительно повышает его прочность, но снижает красностойкость. Сплав ТТ7К12 рекомендуется для тяжелых условий при обточке по корке и работе с ударами, а также для обработки специальных легированных сталей. С целью экономии дефицитного вольфрама разрабатываются безвольфрамовые металлокерамические твердые сплавы на основе карбидов, а также карбидонитридов переходных металлов, в первую очередь, титана, ванадия, ниобия, тантала. Эти сплавы изготовляются на никелемолибденовой связке. Полученные твердые сплавы на основе карбидов. титана с содержанием 12--19% никеле-молибденовой связки по своим характеристикам примерно равноценны стандартным сплавам группы ТК. Одним из путей повышения эксплуатационных характеристик стандартных твердых сплавов группы ВК является нанесение покрытий из карбида титана на режущую часть. В этом случае на неперетачиваемые пластины из твердых сплавов наносится слой покрытия толщиной 0,005--0,02 мм. В результате поверхностный слой получает высокую твердость и повышенную износостойкость, что приводит к значительному росту стойкости инструмента. Проводятся работы по созданию и уточнению области целесообразного применения дисперсионно-твердых сплавов: В18М7К25, В18М3К25, В10М5К25. Эта сплавы занимают промежуточное положение между быстрорежущими сталями и металлокерамическими твердыми сплавами . Дисперсионно-твердеющие сплавы в зависимости от их марки содержат: W-10-19%, Со-25-26%, Мо- 3-7%, V-0,45-0,55%, Ti - 0,15-0,3%, С - до 0,06%, Mn -не более 0,23%, Si -не более 0,28%, остальное Fe. В отличие от быстрорежущих сталей рассматриваемые сплавы имеют более высокую красностойкость (700--720* С) и твердость (HRC 68--69). Высокая твердость и теплостойкость обусловливают их повышенные режущие свойства. |