Резание. Шпоры. 1 Нарезание резьбы плашками и метчиками
 Скачать 423.5 Kb. Скачать 423.5 Kb.
|

|
1.4. Нарезание резьбы плашками и метчиками Нарезание резьб плашками. Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяют плашки (рис. 1.15, а—д). Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обрабатывают. Диаметр обработанной поверхности должен быть несколько меньше наружного диаметра резьбы: на 0,1—0,2 мм для метрической резьбы диаметром 6—10 мм, на 0,12—0,24 мм для резьбы диаметром 11 —18 мм, на 0,14—0,28 мм для резьбы диаметром 20—30 мм. Для образования захода резьбы в начале нарезаемой поверхности снимают фаску, соответствующую высоте профиля резьбы. Плашку устанавливают в плашкодержатель (патрон), который закрепляют в пиноли задней бабки или в гнезде револьверной головки. При нарезании резьбы скорость резания v = З…5 м/мин для стальных, и v=2…3 м/мин для чугунных и v = 10…15 м/мин для латунных заготовок. Нарезание резьб метчиками. Внутренние метрические резьбы диаметром до 50 мм часто нарезают метчиками. Обычно применяют машинные метчики, что позволяет нарезать резьбу за один рабочий ход. Для нарезания резьбы в деталях из твердых и вязких материалов применяют комплекты, состоящие из двух или трех метчиков. В комплекте из двух метчиков первый (черновой) выполняет 75 % всей работы, а второй (чистовой) доводит резьбу до требуемого профиля. В комплекте из трех метчиков первый (черновой) выполняет 60 % всей работы, средний (получистовой) — 30 % и третий (чистовой) — 10 %. Метчики в комплекте различают по длине заборной части, наибольшая длина заборной части у чернового метчика. В отверстиях с прерывистой поверхностью, имеющей пазы (канавки), резьбу нарезают метчиками с числом канавок, не кратным числу пазов на обрабатываемой поверхности. В этих же целях и для нарезания глубоких отверстий длиной более двух диаметров применяют метчики с винтовыми канавками (рис. 1.16, а). Направление винтовой канавки метчика должно быть таким же, как и у нарезаемой резьбы (правая канавка для правой резьбы, левая — для левой). Для нарезания коротких сквозных метрических резьб 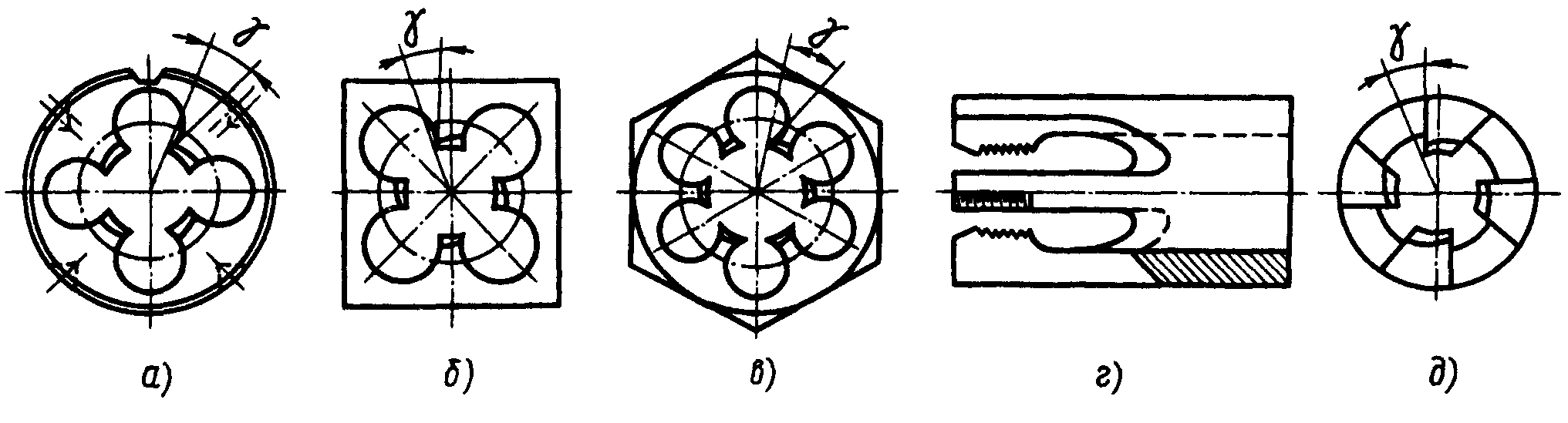 Рис. 1.15. Резьбонарезные плашки: а — круглая, б квадратная, в — шестигранная, г, д — трубчатая, 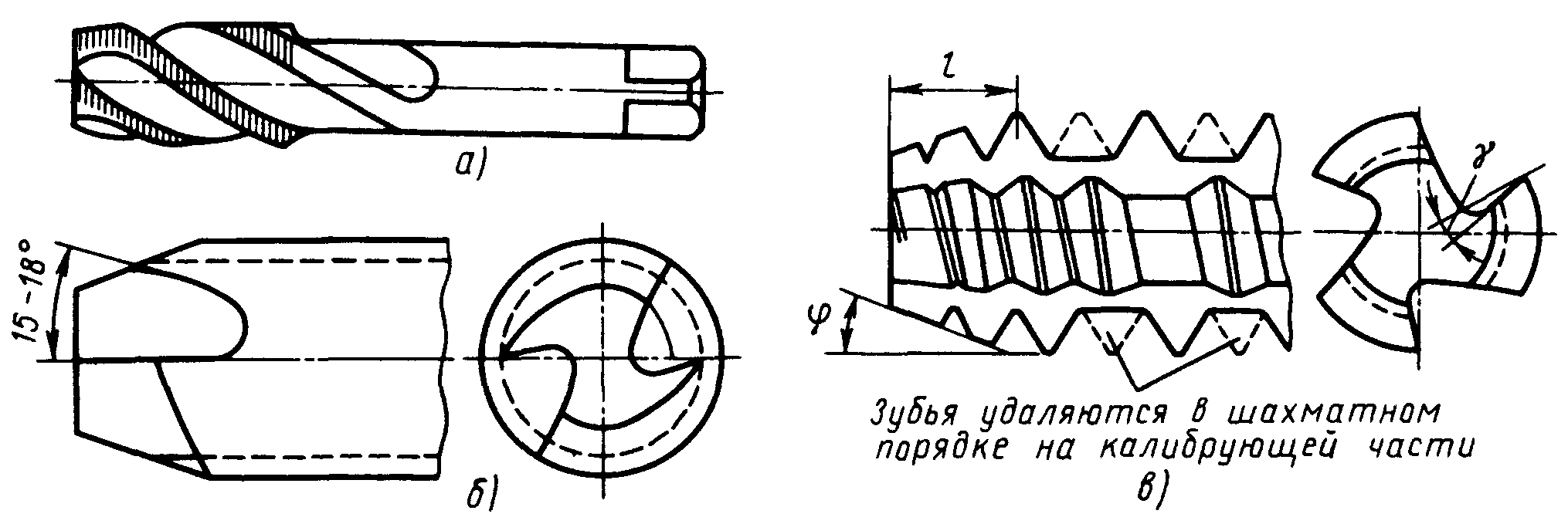 Рис. 1.16. Метчик со специальной геометрией: а — с винтовыми канавками, б — бесканавочный, в — с расположением зубьев в шахматном порядке; При нарезании коротких сквозных резьб в деталях из вязких материалов применяют метчики с расположением зубьев в шахматном порядке (рис. 1.16, в). Преимущество таких метчиков заключается в том, что в процессе их работы снижается трение, улучшается процесс стружкообразования и облегчается подвод смазочно-охлаждающей жидкости. При установке метчика в револьверную головку на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым метчик устанавливают в патрон для плашек. Скорость резания y = 5-f- 12 м/мин для нарезания резьбы метчиками в стальных заготовках; v = 6-r-22 м/мин — в чугунных, бронзовых и алюминиевых заготовках. Нарезание резьбы производят с охлаждением эмульсий или маслом. 1.5. Нарезание резьбы многониточными резцами Многониточные резцы по конструкции подразделяют на стержневые, призматические и круглые резьбовые гребенки (рис. 1.17, а—в). Круглые резьбовые гребенки выполняют с кольцевой и винтовой резьбой. Чтобы при нарезании резьбы гребенкой нагрузка распределялась на большее число зубьев, часть из них срезают под углом 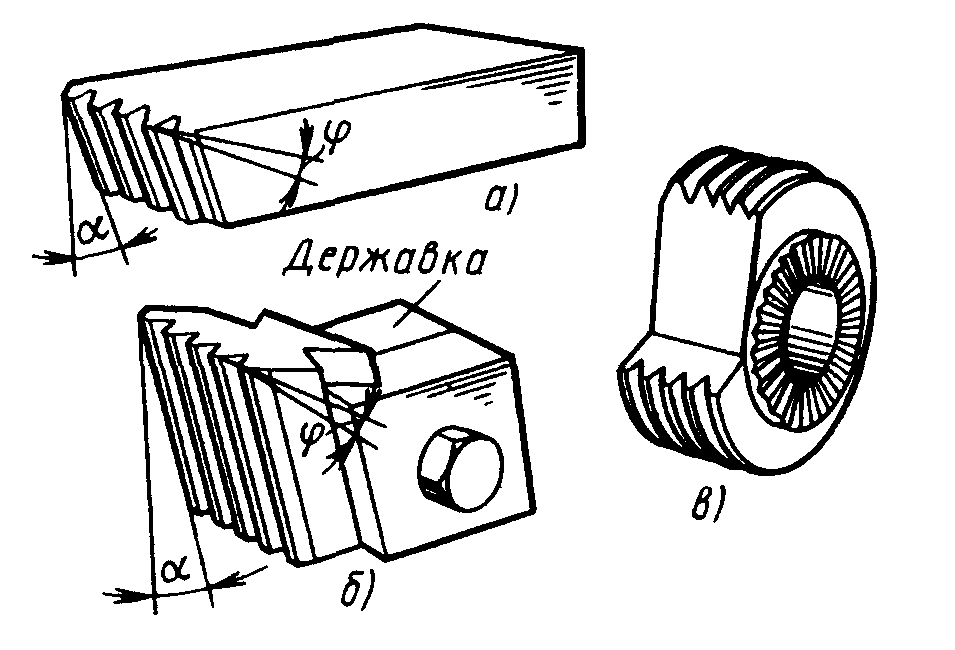 Рис. 1.17. Резьбовые гребенки: а — стержневая, б — призматическая, в -круглая 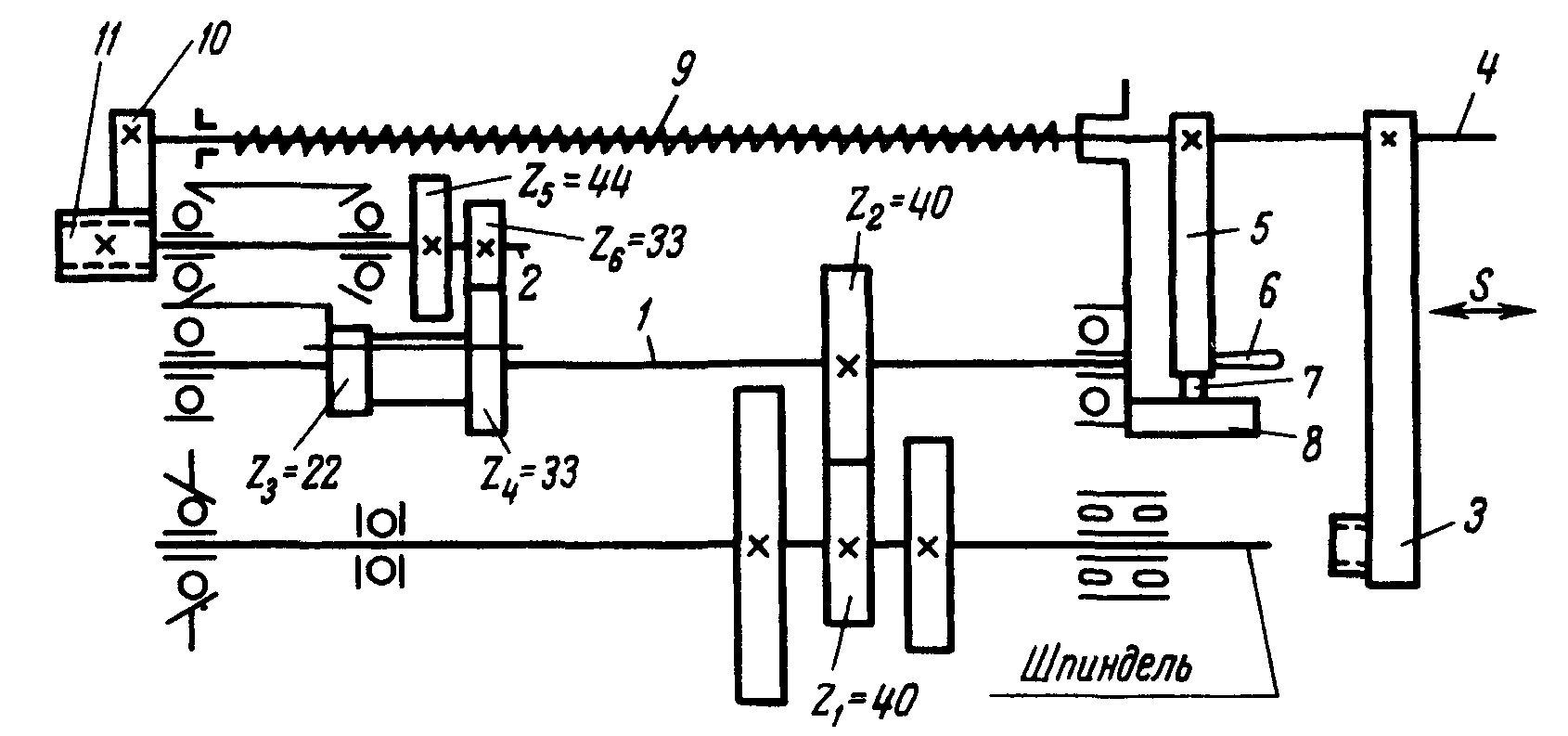 Рис. 1.18. Схема резьбонарезного устройства — приклона 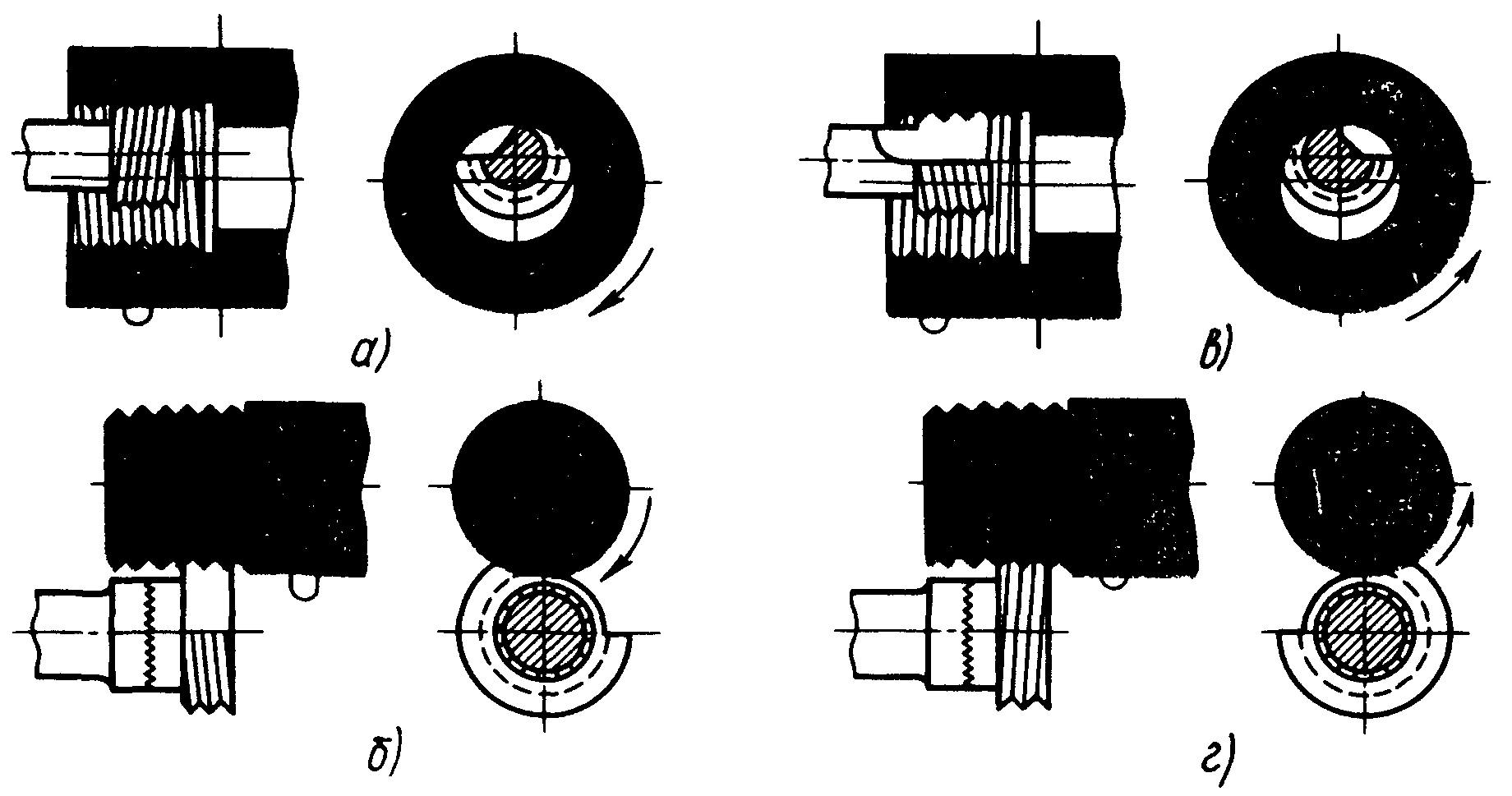 Рис. 1.19. Схема (а—г) нарезания резьбы гребенками Направление резьбы гребенки должно совпадать с направлением нарезаемой резьбы. Нарезать резьбу резцами и гребенками на токарных и токарно-револьверных станках можно при наличии специального копировального приспособления — приклона (рис. 1.18). От шпинделя вращение передается через зубчатые колеса z1 и z2 валу 10, на котором находится подвижный блок колес z3 и z4, передающих вращение валу 11 через зубчатые колеса z5 или z6- Блок может занимать промежуточное положение и не входить в зацепление с колесами z5 и z6; в этом случае вал 11 не вращается. На валу 11 установлен сменный копир 1, на поверхности которого нарезана резьба. В зацепление с копиром входит гребенка 2, которая валом 4 соединяется с суппортом 9. В суппорте закрепляют резьбонарезной резец или резьбонарезную гребенку. Рукояткой 6 рычаг 5 со штифтом 7 опускается на линейку 8, в результате чего резец касается заготовки. Одновременно гребенка 2 входит в зацепление с копиром /. В исходное положение вал 4 возвращается пружиной 3. Если в зацеплении находятся колеса z4 и z6, то передаточное отношение равно единице и шаг нарезаемой резьбы на детали равен шагу резьбы на копире. Если в зацеплении находятся колеса z3 и z5 , шаг нарезаемой резьбы равен половине шага резьбы копира (передаточное отношение и=1 : 2). На рис. 1.19 показаны схемы нарезания резьбы гребенками. 1.6. Нарезание резьбы резьбонарезными головками Резьбонарезные головки применяют для нарезания наружной и внутренней резьб. В винторезных головках применяют радиальные, тангенциальные и круглые гребенки (рис. 1.20, а—в). Резьбонарезные головки самооткрывающиеся, т. е. в конце нарезания резьбы их плашки или гребенки автоматически расходятся и при обратном ходе не соприкасаются с резьбой. При нарезании наружной резьбы наиболее распространены головки с круглыми гребенками, так как они просты по конструкции, позволяют работать с большим числом переточек и обладают большей стойкостью, чем радиальные и тангенциальные гребенки. На рис. 1.21, а приведена конструкция винторезной головки для нарезания наружной резьбы круглыми резьбонарезными гребенками 2 с кольцевой нарезкой. Гребенки устанавливают выточкой 3 на кулачках 4 и крепят винтами 1 равномерно по окружности на равном расстоянии от центра в зависимости от диаметра нарезаемой резьбы. Опорная поверхность кулачков обеспечивает угол наклона ф витков резьбонарезных гребенок, а также смещение витков соседних гребенок на 1/ z шага резьбы, где z— число гребенок. Пружинами 5 через штифты 13 кулачки 4 прижимаются к обойме 7, которая посредством рукоятки 12 может перемещаться вдоль корпуса 6. В рабочем положении (см. рис. 1.21, а) резьбонарезные гребенки сведены, так как кулачки 4 своими выступами М упираются в обойму 7. Настройку резьбонарезных гребенок на размер производят или по готовой детали, или по проходному рабочему резьбовому калибру, которые устанавливают в рабочую зону. Изменение размера производят поворотом кольца 9 винтами 14. Вместе с кольцом 9 посредством штифта 8 поворачивается корпус 6 с кулачками 4, которые, перемещаясь по скошенным поверхностям Г обоймы 7, удаляются или приближаются к оси головки. Резьбонарезную головку устанавливают и закрепляют хвостовиком 10. Зазор между корпусом 6 и хвостовиком 10 выбирается пружиной 11. Резьбу нарезают с принудительной подачей головки, равной шагу нарезаемой резьбы. Нарезать резьбу можно и головкой, перемещающейся самозатягиванием. На определенном расстоянии до конца рабочего хода подача прекращается и головка останавливается. При этом останавливаются хвостовик 10 и обойма 7, а корпус 6, увлекаемый резьбой детали, продолжает перемещаться. В результате выступы М кулачков 4 выходят из обоймы 7 и кулачки вместе с гребенками 2 под действием пружин 5 расходятся, освобождая обрабатываемую деталь. Возврат резьбонарезных гребенок в исходное положение, а также остановку процесса обработки резьбы производят поворотом рукоятки 12. Внутреннюю резьбу чаще нарезают резьбонарезными головками с призматическими гребенками, режущие кромки которых располагаются на одном диаметре и имеют заходный конус. 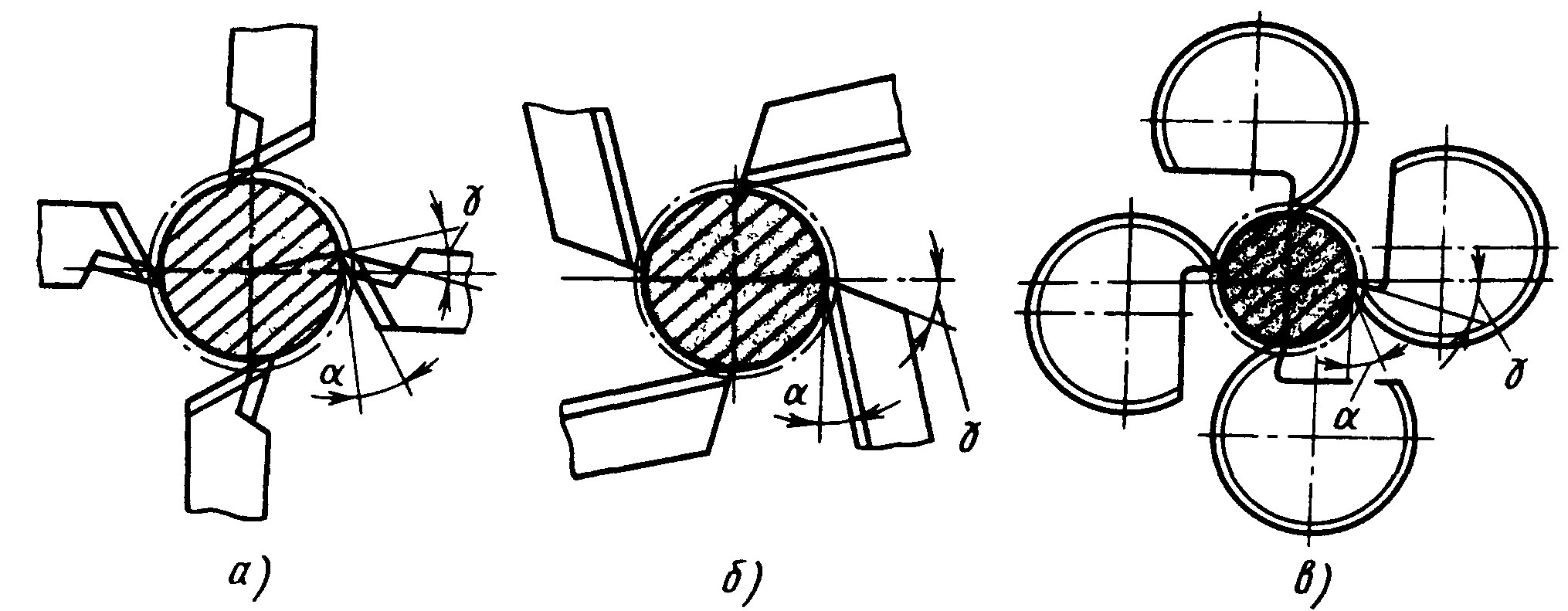 Рис. 1.20. Типы резьбонарезных головок: а — радиальная, б — тангенциальная, в — круглая 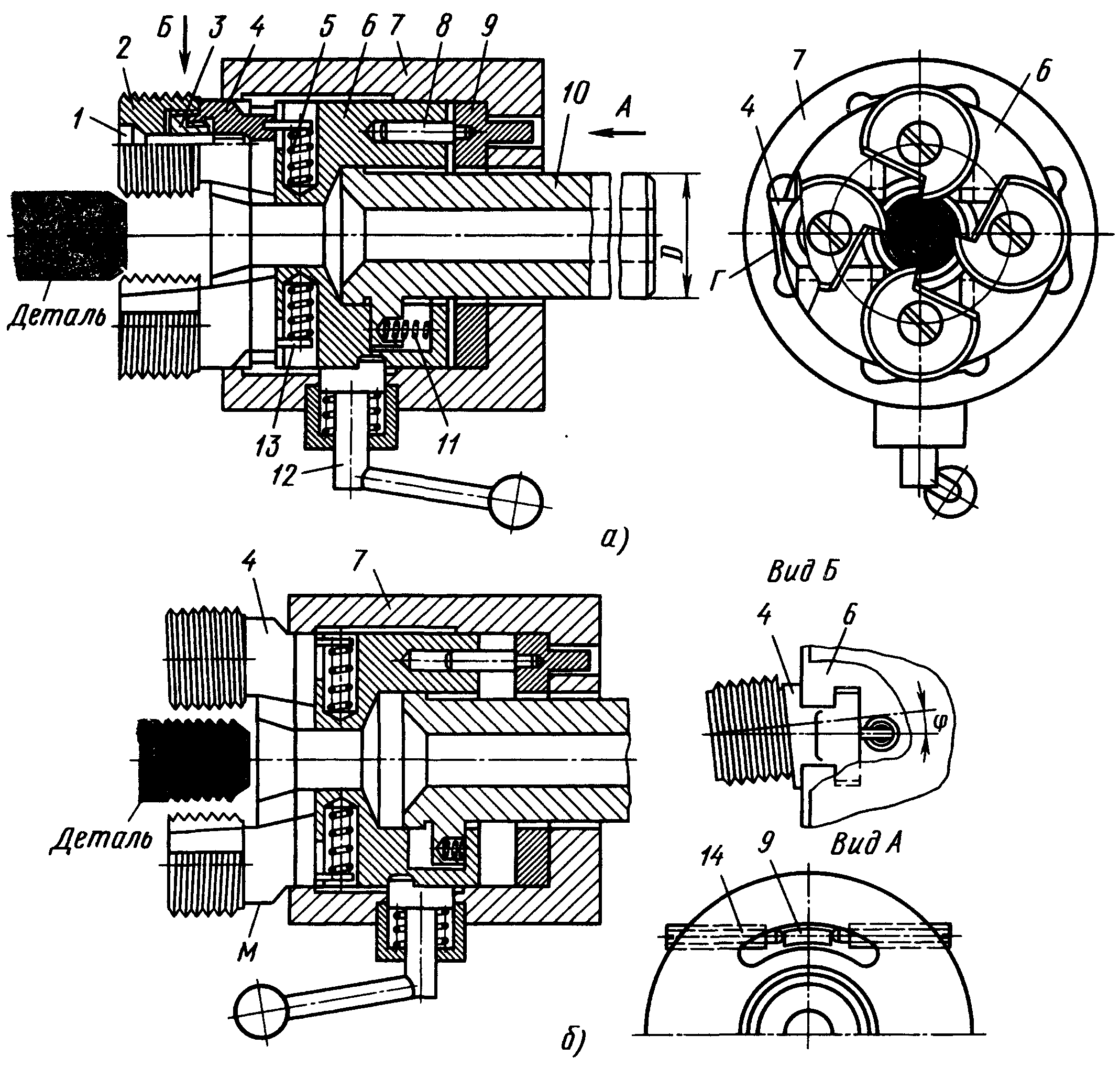 Рис. 1.21. Невращающаяся винторезная головка: а — в рабочем положении, б — с открытыми гребенками Число гребенок в комплекте зависит от размера головки. Гребенки смещены в комплекте относительно друг друга в соответствии с углом подъема винтовой линии нарезаемой резьбы. Гребенки 2 (рис. 1.22) расположены в радиальных пазах корпуса 6 резьбонарезной головки, торец которого закрыт фланцем 1. Гребенки 2 могут перемещаться по конической части втулки 4, в результате чего изменяется расстояние от оси головки до рабочей части гребенки. Втулка 4 связана с тягой 5 и перемещается внутри корпуса 6 (вдоль оси) с сердечником 10 под действием пружины 13 или от рукоятки И с шаровым наконечником 8. Тяга 5 связана с втулкой резьбовым соединением, а с сердечником 10 — проточкой, в которую входит стопор 7. Корпус 6 имеет паз, по которому перемещается рукоятка 11. Настройку резьбонарезной гребенки на размер производят по рабочему резьбовому калибру, эталонной детали или по кольцу, внутренний диаметр которого равен наружному диаметру резьбы. Настройку на размер резьбонарезных гребенок производят при снятых фланце 1 и стопоре 17. В освободившееся отверстие на шлицы 3 вставляют торцовый ключ, которым поворачивают по резьбе тягу 5 внутри втулки 4. 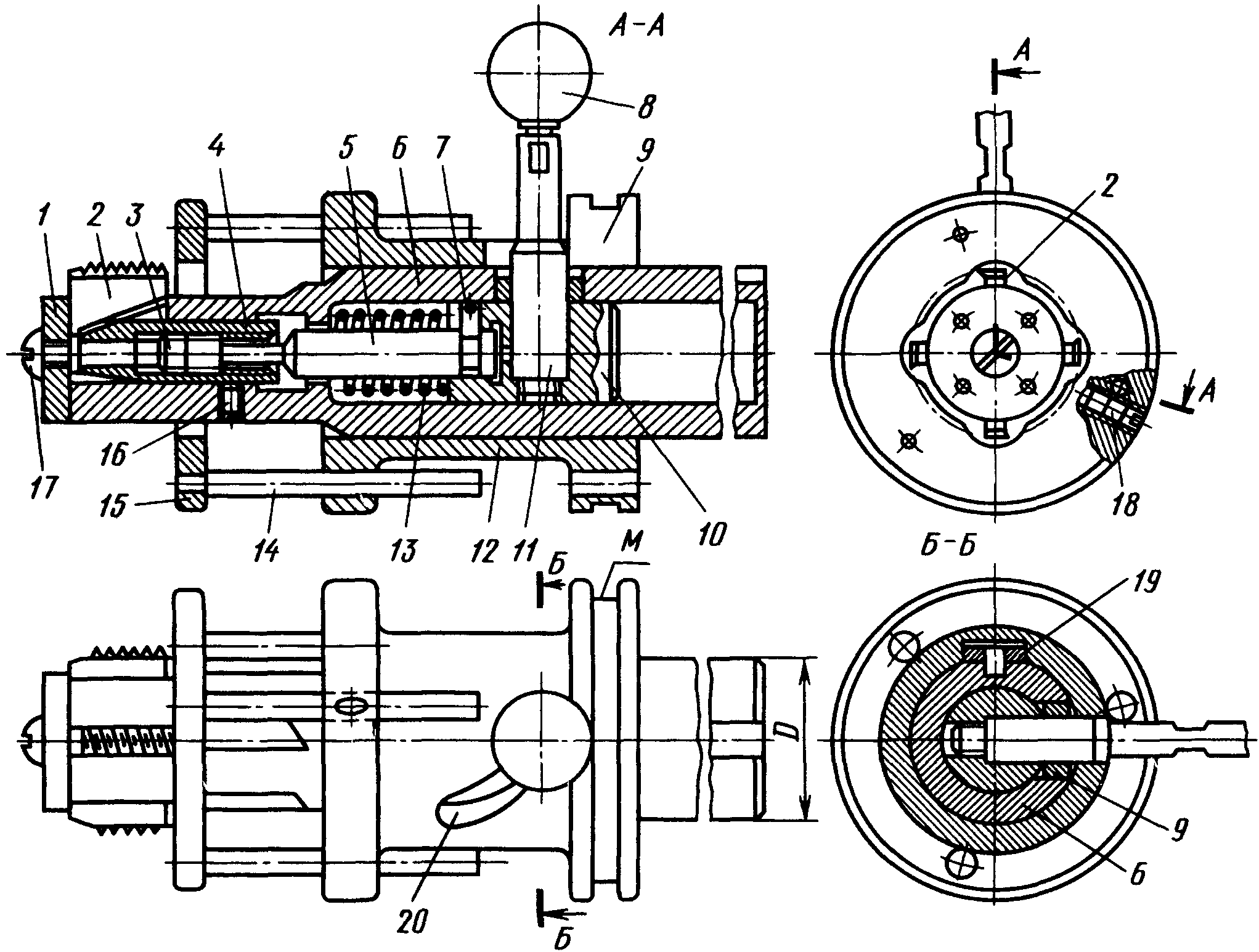 Рис. 1.22. Невращающаяся винторезная головка для нарезания внутренней резьбы Последняя удерживается от вращения стопором 16, который входит в осевой паз. Вращая тягу 5, можно выдвигать или убирать внутрь корпуса 6 коническую часть втулки 4. При этом гребенки 2 или выдвигаются, увеличивая наружный диаметр резьбы, или сдвигаются к оси головки, уменьшая диаметр резьбы. Автоматическое отключение головки при окончании нарезания резьбы производится кольцом 15, которое упирается в торец детали. 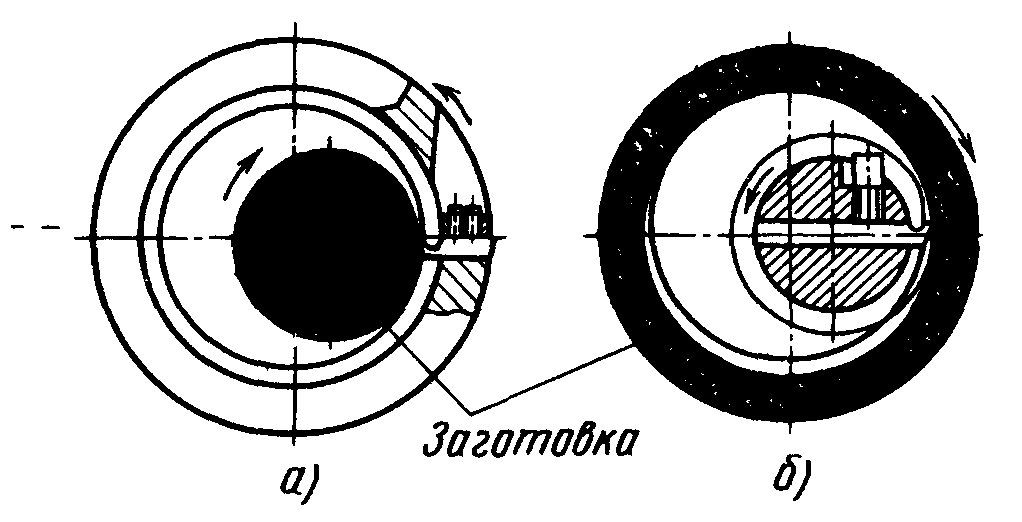 Рис. 1.23. Схема нарезания резьбы вихревым методом: а — наружной, б — внутренней Кольцо 15 устанавливают на нужный размер, перемещая на стержнях 14 относительно муфты 9, и фиксируют в нужном положении стопорами 18 в корпусе 12. Муфта 9 может перемещаться вдоль корпуса 6, а от проворота удерживается шпонкой-роликом 19. При окончании нарезания резьбы кольцо 15 упирается в торец детали, а муфта 9 останавливается. Корпус 6 продолжает перемещаться и фигурный паз 20 муфты 9 поворачивает рукоятку 11 и выводит ее в корпусе 6 из прямого участка на фигурный участок паза, направленного в сторону хвостовика. При этом пружина 13 смещает сердечник 10 вместе с клином 4 в сторону хвостовика, сводит гребенки к оси головки и выводит их из резьбы. Это позволяет быстро отвести головку в исходное положение. При нарезании длинных винтов и червяков применяют резцовые головки, которые устанавливают на суппорте станка. Резцовая головка состоит из корпуса, вращающегося от отдельного привода. В корпусе закрепляют от одного до четырех резцов, профиль которых соответствует профилю нарезаемой резьбы. 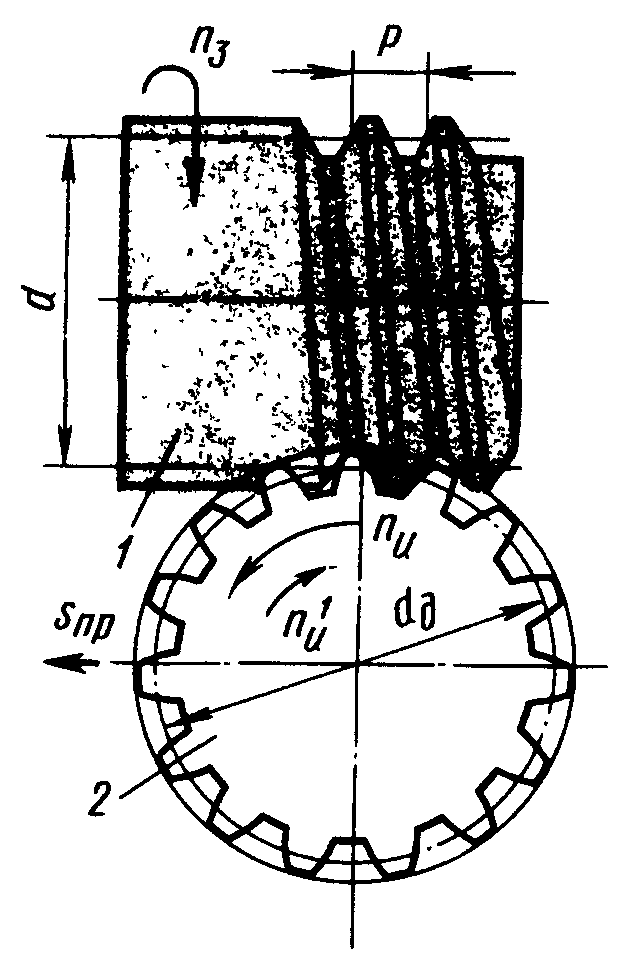 Рис. 1.24. Схема нарезания резьбы чашечным резцом: 1 — заготовка, 2 — чашечный резец, п'и — направление вращения резца, совпадающее с направлением подачи Особенностью этого способа нарезания резьбы является то, что резцовую головку устанавливают эксцентрично относительно оси заготовки, на которой нарезается резьба (рис. 1.23, а, б), и под углом, обеспечивающим траекторию движения резцов соответственно углу подъема винтовой линии нарезаемой резьбы. Таким образом, при вращении головки резец, закрепленный в ней, описывает окружность, диаметр которой больше диаметра заготовки и, периодически вступая в контакт с заготовкой, срезает серповидную стружку по профилю резьбы. Подача на шаг нарезаемой резьбы осуществляется суппортом станка. Резьбу выполняют, как правило, за один рабочий ход. При вихревом способе нарезания резьбы скорость резания соответствует скорости перемещения резца и находится в пределах 150—450 м/мин: круговая подача заготовки равна 0,2—0,8 мм/об головки при обработке наружных резьб и не более 0,2 мм/об оправки при обработке внутренних резьб. При нарезании длинных винтов и червяков могут применяться головки с чашечными резцами, устанавливаемыми на суппорте станка. Резцовая головка представляет собой корпус, в котором на оси в вертикальной плоскости свободно вращается чашечный резец. Каждый зуб чашечного резца, выполненного в виде зубчатого колеса, представляет собой резец с необходимыми углами резания (рис. 1.24). Резьбу нарезают торцом чашки. Число рабочих ходов и скорость подачи вдоль заготовки зависят от глубины обрабатываемого профиля резьбы. Поэтому при нарезании резьбы способом об- катки можно получить полный профиль резьбы за один или несколько рабочих ходов. 1.7. Накатывание резьбы Обработка резьбы накатыванием осуществляется копированием профиля накатного инструмента за счет его вдавливания в металл заготовки. На токарных, токарно-револьверных станках и автоматах производят накатывание резьбы диаметром от 5 до 25 мм одним роликом (рис. 1.25). Резьбу накатывают при вращении заготовки 1 в патроне или цанге с поступательным перемещением суппорта станка вместе с накатником 3, в который вмонтирован ролик 2. При этом необходимо следить за деформацией заготовки под действием односторонней радиальной силы. Накатывание резьбы до 50 мм происходит в более благоприятных условиях с применением резьбонакатных головок (рис. 1.26) с тремя роликами и более. Ролики могут быть самораскрывающимися и нераскрывающимися. Ролики выполняют с кольцевой и винтовой нарезкой. Ролики с кольцевой нарезкой устанавливают в головке под углом подъема винтовой линии накатываемой резьбы и смещают один относительно другого на 1/z шага, где г — число роликов в комплекте. 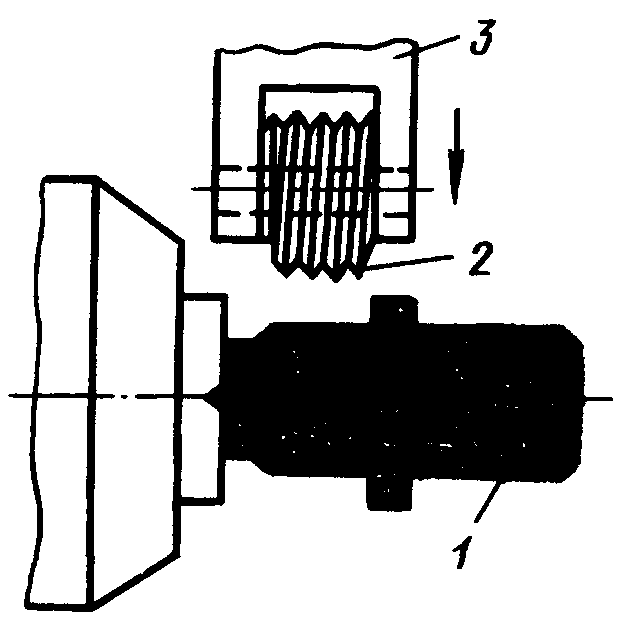 Рис. 1.25. Схема накатывания резьбы роликом 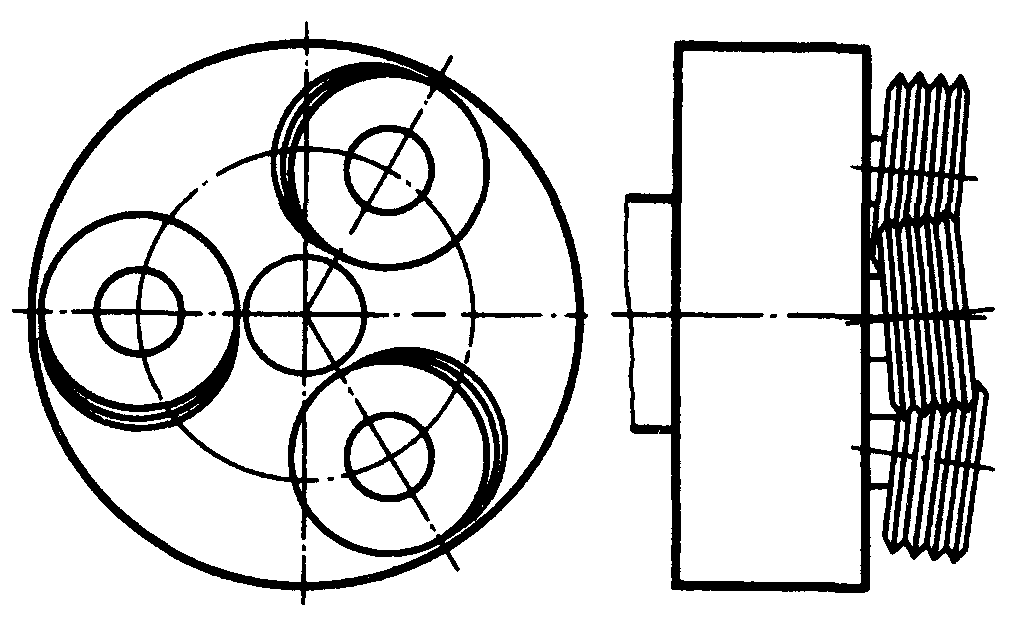 Рис. 1.26. Резьбонакатная головка 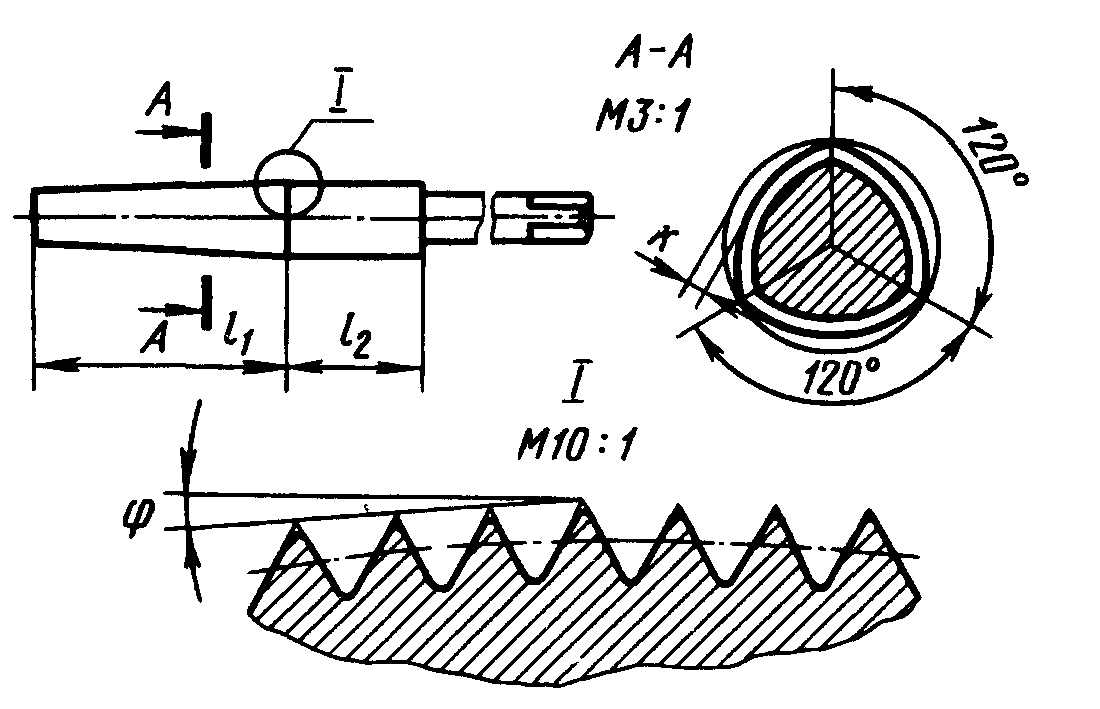 Рис. 1.27. Раскатник для внутренней резьбы Ролики с винтовой нарезкой устанавливают параллельно оси заготовки. Резьбонакатные головки по принципу работы не отличаются от резьбонарезных головок. Накатывание резьбы производится, как правило, при самозатягивании головки, поэтому осевая подача инструмента на заготовку необходима только в начальный период, пока ролики не захватят заготовку. При накатывании поверхность резьбы получается с уплотненными слоями и без микронеровностей, характерных для обработки резанием, что повышает прочность резьбы детали. Резьбы можно накатывать на заготовках из различных материалов, относительное удлинение которых 1.8. Контроль резьбы Шаг резьбы измеряют резьбовыми шаблонами. Резьбовой шаблон представляет собой пластинку 2 (рис. 1.28), на которой нанесены зубцы с шагом резьбы, обозначаемым на плоскости шаблона. Набор шаблонов для метрической или дюймовой резьбы скрепляют в кассету 1. 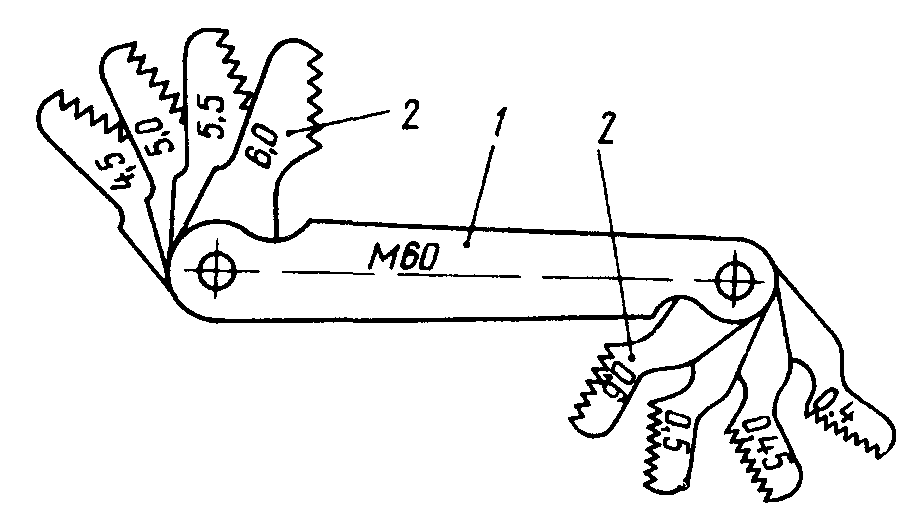 Рис. 1.28. Резьбовые шаблоны 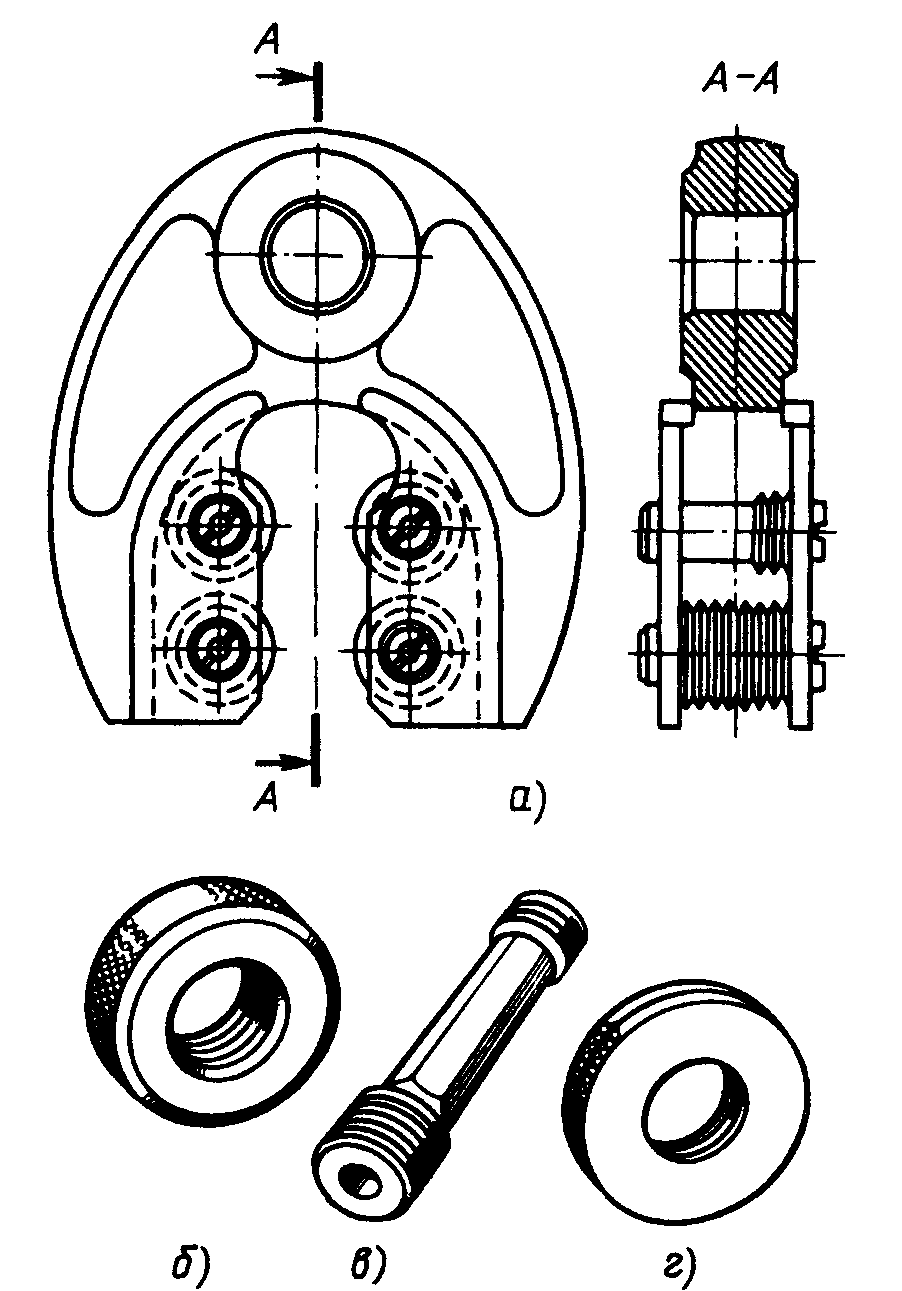 Рис. 1.29. Резьбовые калибры: а — предельная резьбовая роликовая скоба, б — проходное кольцо, в — резьбовой калибр, г — непроходное кольцо  Рис. 1.30. Схема измерения микрометром среднего (а), внутреннего (б) и наружного (в) диаметров резьбы Резьбовыми шаблонами определяют только шаг резьбы. Комплексную оценку правильности выполненной резьбы производят (рис. 1.29, а—г) резьбовыми калибрами. Их разделяют на проходные, которые имеют полный профиль резьбы и являются как бы прототипом детали с резьбовым соединением, и непроходные, контролирующие только средний диаметр и имеющие укороченный профиль. Перед контролем проверяемые детали необходимо очистить от стружки и грязи. С калибрами следует обращаться осторожно, чтобы на рабочей резьбовой поверхности не появились забоины и царапины. Для измерения наружного, среднего, внутреннего диаметров и шага резьбы применяют резьбовые микрометры (рис. 1.30). Резьбовой микрометр имеет в шпинделе и пятке посадочные отверстия, в которые устанавливаются комплекты сменных вставок, соответствующие измеряемым элементам резьбы. Для удобства измерений резьбовой микрометр закрепляют в стойке и настраивают по шаблону или эталону резьбы. При настройке микрометра по резьбовым эталонам погрешность измерений составляет 0,01 — 1 мм. |