курсовая по автоматике. Курсач автоматика. 1. Общие цели автоматизации технологического процесса 2 Описание технологического процесса 3
 Скачать 0.81 Mb. Скачать 0.81 Mb.
|

Содержание1.Общие цели автоматизации технологического процесса 2 2.Описание технологического процесса 3 3.Выбор критерия управления объектом 4 4.Обоснование выбора регулируемых параметров и способов их регулирования 4 5.Обоснование необходимости организации автоматического контроля технологических параметров. Выбор методов измерения и типов измерительных установок 5 6.Принципы действия, конструкции и основные технические характеристики выбранных приборов 5 7.Заказная спецификация 7 8.Заключение 10 Список используемых источников 11 Общие цели автоматизации технологического процессаАвтоматизация производственных процессов – одно из основных направлений технического прогресса производства. Автоматизированные системы управления гарантируют качество продукции, повышают производительность труда, обеспечивают безопасность производства, экономят ресурсы и позволяют продлить срок службы технологического оборудования. Сложность современных процессов химической технологии заключается в значительном числе и многообразии параметров, определяющих течение процесса, многочисленных связях между параметрами, их взаимном влиянии. На процесс накладываются различные возмущения, статистически распределенные во времени. Разрабатываемая система автоматизации должна обеспечить решение следующих задач: − централизованный контроль технологических параметров, характеризующих состояние технологического процесса и оборудования, сигнализация нарушений; − автоматическое регулирование; − дистанционное управление; − противоаварийная защита; − учет количества израсходованных (полученных) материалов и энергии. Так как принципы управления тем или иным технологическим процессом заложены в его физико-химических основах и зависят от особенностей его аппаратурного оформления, к работе по автоматизации химических производств привлекаются технологи, механики и специалисты по автоматизации. Описание технологического процессаСушилки со взвешенным (кипящим) слоем являются наиболее прогрессивными среди установок для сушки мелкодисперсных и сыпучих материалов. Процесс во взвешенном слое позволяет значительно увеличить поверхность контакта между частицами материала и сушильным агентом, интенсифицировать испарение влаги из материала и сократить до нескольких минут продолжительность сушки. Наиболее распространены однокамерные сушилки непрерывного действия. 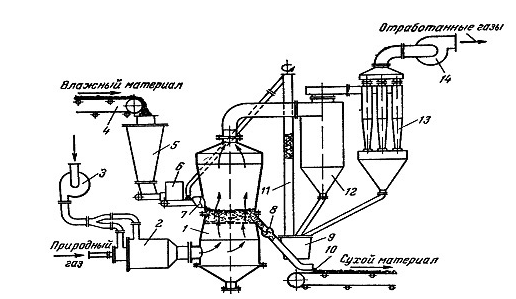 Однокамерная сушильная установка со взвешенным слоем: 1 – камера сушки; 2 – топливно-смесительная камера; 3 – вентилятор подачи воздуха; 4 – транспортер влажного материала; 5 – бункер; 6 – питатель; 7 – газораспределительная решетка; 8 – разгрузочное устройство; 8 транспортер-разгрузчик; 9 – бункер; 10 – транспортер; 11 – элеватор; 12 – скруббер или циклон; 13 – батарейный пылеуловитель; 14 – вентилятор Высушиваемый материал подается из бункера 5 питателем 6 в слой материала, «кипящего» на газораспределительной решетке в камере сушки 1. Сушильный агент – горячий воздух или топочные газы, разбавленные воздухом, который подается в смесительную камеру 2 вентилятором 3, – проходит с заданной скоростью через отверстия решетки и удаляется через верхний патрубок сушильной камеры. Далее отработаные газы очищаются от унесенной пыли в циклоне 12 и батарейном пылеуловителе 13, после чего выбрасываются в атмосферу. Выбор критерия управления объектомКритерий управления – это обобщенный показатель технологического процесса, характеризующий его протекание. Для обеспечения критерия управления необходимо управлять: расходом влажного материала, температурой и расходом сушильного агента, высотой кипящего слоя. Функциональная зависимость критерия управления процессом, в общем, имеет вид: Кy=W=f(T;F;∆P) ; где Кy - критерий управления W-влажность сухого материала T- Температура F -Расход ∆P -Разность давления до и после решетки Обоснование выбора регулируемых параметров и способов их регулированияПри автоматизации сушки в кипящем слое основным показателем процесса является температура в слое, и только в случае крупных установок, когда температура по высоте слоя меняется, лучше в качестве такого показателя брать температуру сушильного агента на выходе, которая соответствует средней температуре материала в слое. Регулирующие воздействия при стабилизации температур могут осуществляться изменением расхода влажного материала или сушильного агента, а также изменением температуры последнего. Нормальная работа сушилок КС возможна только при определенной высоте кипящего слоя. С целью поддержания заданного значения этого параметра стабилизируется гидродинамическое сопротивление слоя, т. е. перепад давлений до и после решетки, воздействием на вариатор электродвигателя питателя сухого материала. Можно регулировать перепад давлений и изменением расхода сушильного агента, однако при этом температура в кипящем слое будет сильно колебаться. Кроме этих регуляторов предусматриваются стандартные узлы регулирования разрежения, начальной температуры сушильного агента, его расхода, соотношения расходов топлива и первичного воздуха. 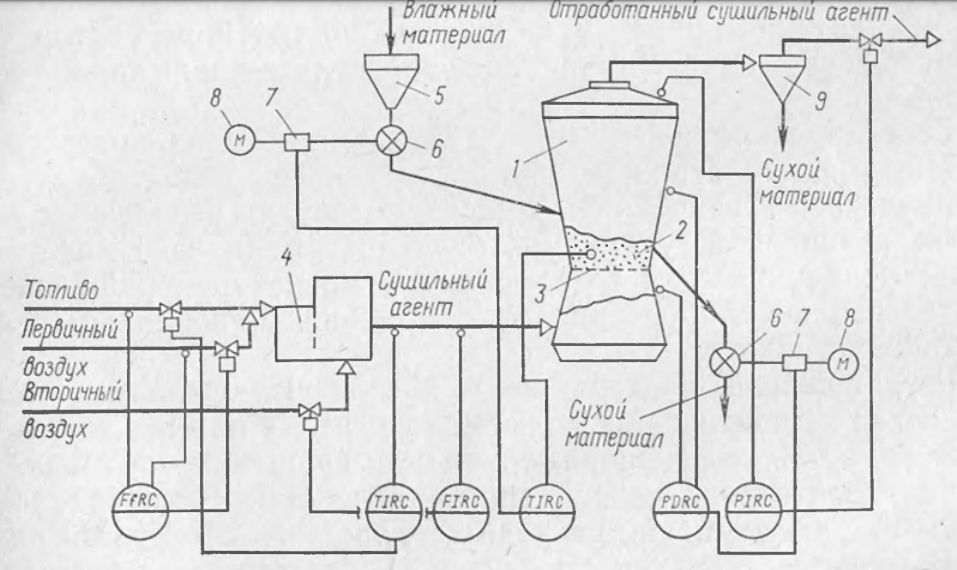 Рис. 1 Схема регулирования процесса в сушилках с кипящим слоем 1 — сушилка; 2 — кипящий слой; 3 —решетка; 4 — топка; 5 — промежуточный бункер; 6 — питатели; 7 — вариаторы; 8— электродвигатели; 9— циклон. Обоснование необходимости организации автоматического контроля технологических параметров. Выбор методов измерения и типов измерительных установокИзмерение расхода топлива (газ) и воздуха осуществляется по методу переменного перепада давления, создаваемого сужающим устройством ДК6-50. Измерение температуры в верхней и нижней камерах основано на свойстве проводников, помещенных в измеряемую среду, изменять электрическое сопротивление при изменении температуры. Такой метод измерения имеет ряд преимуществ: высокую точность измерения, высокую стабильность, близость характеристики к линейной зависимости, широкий диапазон измерения. Для измерения давления в аппарате используем метод на основе явления тензоэффекта – это тензорезисторы. Непрерывно преобразуют давление измеряемой среды в унифицированный сигнал постоянного тока 4…20 мА. Они имеют повышенную надежность и стабильность характеристик, выполнены в корпусах из нержавеющей стали, имеют высокую герметичность за счет минимального количества разъемных соединений, имеют малые габариты и вес, что позволяет их устанавливать в труднодоступных местах. Принципы действия, конструкции и основные технические характеристики выбранных приборов1 комплект – регулирование расхода топлива (газ) и воздуха. С  ужающее устройство ДК6-50 создает переменный перепад давления, который замеряется дифманометром ДМ-3583М (рис. 1). Дифманометр передает унифицированный сигнал. ПИД-регулятору ТРМ10 (рис. 2), который сверяет значение расхода с заданным и тем самым воздействует на исполнительный механизм электрический однооборотный МЭО-16.  Рис 1 – Дифманометр ДМ-3583М Рис 2 - ПИД-регулятор одноканальный ОВЕН ТРМ10 2 комплект – предназначен для регулирования температуры. Термопреобразователи сопротивления ТСП-6097 (рис 3) изменяют свое сопротивление при изменении температуры и передают сигнал на ПИД-регулятор ТРМ212 (рис 4), управляющий задвижкой МЭО-16.   Рис 3- Термопреобразователь сопротивления Рис 4 - ПИД-регулятор для управления ТСП-6097 задвижками ТРМ 12 3 комплект – регулирование давления пара. Преобразователь давления ПД100 (рис 5) генерирует унифицированный сигнал постоянного тока пропорциональный давлению пара, его фиксирует ПИД-регулятор ТРМ212 (рис 6) и управляющим воздействием с помощью МЭО-16 удаляет отработанный сушильный агент.   Рис 5 - Преобразователь давления ПД100 Рис 6 - ПИД-регулятор для Управления задвижками ТРМ212 4 комплект – регулирование давления пара. П  реобразователь давления ПД100 (рис 5) генерирует унифицированный сигнал постоянного тока, пропорциональный давлению пара, его фиксирует ПИД-регулятор ТРМ212 (рис 6), и управляющим воздействием с помощью регулирующего органа - универсального векторного преобразователя частоты (  рис 7), на исполнительный механизм – шибер (рис 8), регулирует подачу влажного материала. Рис 7 - Преобразователь частоты ПЧВ1 Рис 8 – Шибер задвижка ERHARD DN50мм PN16
8.ЗаключениеВ данной курсовой работе была изучена функциональная схема автоматизации процесса сушки в кипящем слое. Для автоматизации процесса были подобраны определенные приборы и датчики. Сушка – очень сложный процесс и автоматизация этого процесса заметно облегчает технологический процесс регулирования параметров. Тем самым автоматизация приводит к сокращению брака и отходов, поэтому внедрение автоматической системы управления имеет место быть. Список используемых источниковБельдеева Л.Н. , Куртукова Л.В. Методические указания по курсу «Функциональные схемы автоматизации технологических процессов» / Алтайский государственный политехнический университет им. И. И. Ползунова.- Барнаул: изд-во АлтГТУ 2014.-31с. Голубятников В.А., Шувалов В.В. «Автоматизация процессов в химической промышленности»/ Москва.- Химия, 1985.-352с. https://owen.ru/catalog [Электронный ресурс] 10.12.19 https://forpsk.ru/index.php/stati/oborudovanie/115-sushilka-vzveshennogo-sloya [Электронный ресурс] 10.12.19  | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||