КР ТиОСП №2. 1 Описание и назначение сварки в защитном газе
 Скачать 0.58 Mb. Скачать 0.58 Mb.
|

 1 Описание и назначение сварки в защитном газе 1 Описание и назначение сварки в защитном газеСущность способа сварки в защитных газах заключается в том, что дуга горит в струе защитного газа, оттесняющего воздух из зоны сварки и защищающего расплавленный металл от вредного воздействия газов, содержащихся в атмосфере. Основными преимуществами сварки в среде защитного газа перед другими способами являются: надежная защита расплавленного металла от окисления кислородом окружающего воздуха; отсутствие обмазок и флюсов при сварке, усложняющих и удорожающих этот процесс; высокая производительность; простота процесса и возможность его механизации при сварке в различных пространственных положениях с помощью простых приспособлений; возможность сварки цветных металлов, сплавов и разнородных металлов; хороший внешний вид сварного шва и высокие механические свойства соединения; возможность качественной сварки труб без внутренних подкладных колец или ручной подварки. К недостаткам сварки в защитных газах следует отнести осложнения при проведении сварки на открытом воздухе, особенно в ветреную погоду из-за возможности отдува защитного газа струей воздуха, а также большие выделения вредного газа на рабочем месте сварщика В качестве защитного газа используют инертные газы: аргон и азот, не взаимодействующие с расплавленными металлами, а также активные газы и смеси газов: водород, смесь водорода и азота, углекислый газ, смесь аргона и углекислого газа, смесь аргона и кислорода, взаимодействующие в большей или меньшей степени с расплавленным металлом. Защитный газ выбирают в зависимости от свариваемых материалов. Сваривать в защитных газах можно плавящимся или неплавящимся электродом. При сварке плавящимся электродом электрическая дуга горит между электродной проволокой, подаваемой в зону сварки, и изделием. Дуга расплавляет электродную проволоку и основной металл. При сварке неплавящимся электродом электрическая дуга горит между неплавящимся угольным или вольфрамовым электродом и изделием. Передвигаясь вдоль кромок соединения, дуга оплавляет их. Для сварки неплавящимся электродом используют вольфрамовые стержни диаметром от 0,8 до 10 мм. Диаметр прутка выбирают с учетом требуемой величины сварочного тока. Способ сварки в струе, аргона плавящимися и неплавящимися электродами нашел применение при изготовлении трубопроводов из нержавеющих и жаропрочных сталей, цветных металлов (алюминий, медь, титан) и их сплавов. Промышленность выпускает аргон технический, чистый первого и второго сорта. Хранят и транспортируют аргон в стандартных стальных баллонах емкостью 40 л при давлении 150 кгс/см2в газообразном состоянии. Баллоны для хранения технического аргона окрашивают в черный цвет, на верхнюю часть баллона наносят белую поперечную полосу. Баллон имеет надпись «Аргон технический». Баллоны для хранения чистого аргона окрашивают в нижней части в черный, а в верхней части— в белый цвет, на верхней части черными буквами пишут «Аргон чистый».  Рисунок 1 – Дуговая сварка в среде защитного газа плавящимся электродом. 1- электрическая дуга; 2 – газовое сопло; 3 – падающие ролики; 4 – сварочная проволока; 5 – токоподводящий мундштук; 6 – защитный газ. 2 Защитные газы В качестве защитного материала при этом может быть использован:
Именно применяемый в процессе сварки газ становится определяющим для физических, технологических и металлургических характеристик соединения. Для сварки используются как моно-, так и многокомпонентные смеси различных газов, каждая из которых обладает своими уникальными характеристиками и возможностями в решении технологических задач. Но одними из наиболее распространённых стали аргон, гелий и их смеси. Аргон тяжелее воздуха, поэтому всегда очень надёжно защищает и зону сварки, и дугу от атмосферных влияний. Этот газ обеспечивает устойчивое горение электрической дуги. Важной особенностью использования аргона при работе с алюминиевыми сплавами становится то, что на токе обратной полярности (постоянном или переменном) на поверхности заготовки происходит разрушение окисной плёнки. Именно этот газ активно используется при необходимости сварки деталей выполненных из цветного металла (меди, алюминия, магниевого сплава, титана, циркония). Гелий отличается тем, что он в 10 раз легче воздуха, что становится основной причиной того, что расход защитного газа при сварке будет на 40% выше в сравнении с применением аргона для выполнения аналогичной технологической операции. Но с другой стороны гелий имеет и большую проплавляющую способность за счёт более высокой тепловой мощности газа. Самостоятельно этот газ используется не очень часто, в большинстве случаев он смешивается с аргоном, что позволяет в результате получить в едином веществе все преимущества обоих веществ. Их соотношение подбирается в индивидуальном порядке. Для стали 10ХСНД, толщиной 25мм в качестве защитного материала используем аргон 80% и углекислый газ 20%. 3 Ручная дуговая сварка для прихваток Ручная дуговая сварка – это сварка покрытым металлическим электродом. Технология ручной дуговой сварки Для образования и поддержания электрической дуги к электроду и свариваемому изделию от источника питания подводится сварочный ток (переменный или постоянный). Под действием дуги расплавляются металлический стержень электрода (электродный металл), его покрытие и металл изделия (основной металл). Электродный металл в виде отдельных капель, покрытых шлаком, переходит в сварочную ванну, где смешивается с основным металлом, а расплавленный шлак всплывает на поверхность.  Рисунок 2 – Схема ручной сварки покрытым электродом: 1 – сварочная дуга; 2 – электрод; 3 - электрододержатель; 4 – сварочные провода; 5 – источник питания; 6 – свариваемая деталь; 7 – сварочная ванна; 8 – сварной шов; 9 – шлаковая корка Процесс сварки включает в себя предварительную прихватку деталей. От этого зависит качество произведенных работ Прихватка в сварке – это короткие сварочные швы, расположенные по установленным нормам и правилам. Делается после сборки в узел и до начала самой сварки. Выполняется ручной дуговой сваркой однопроходными швами и имеет определенный шаг (расстояние между швами). Назначение:
4 Стал 10ХСНД. Описание В данной работе используется материал – Сталь 10ХСНД Марка: 10ХСНД (заменители: 16Г2АФ) Класс: Сталь конструкционная низколегированная для сварных конструкций Использование в промышленности: элементы сварных металлоконструкций и различные детали, к которым предъявляются требования повышенной прочности и коррозионной стойкости с ограничением массы и работающие при температуре от —70 до 450 °С, Свариваемость материала: без ограничений. Таблица 1 – Химический состав в % материала 10ХСНД
Таблица 2 – Механические свойства при Т=20oС материала 10ХСНД
5 Расчет параметров ручной дуговой сварки для прихваток Перед сваркой необходимо выполнить прихватки, поэтому в данном случае используется РДС. Выбирается электрод по ГОСТ 9467-75 Марка электрода Э50А-УОНИ-13/55 Покрытие электрода: основное. Диаметр электрода для стали толщиной 25мм: d =4мм. Сила сварочного тока: Iсв=k*d=(35-50)*4=140-200A, Iсв=180A. Напряжениедуги: U=25В. 6 Расчет режима сварки в защитном газе Для полуавтоматической сварки в защитном газе стали 10ХСНД выбираем проволоку по ГОСТ 2246-70 СВ08Г2С. Таблица 3 – Химический состав проволоки СВ08Г2С
Обозначение сварного соединения: С25, по ГОСТ 14771-76. Диаметр сварочной проволоки: dэл=2мм. Род тока: постоянный Полярность: обратная Сила сварочного тока определяется исходя из допустимой плотности тока:  где: j - допустимая плотность тока, А/мм2; d - диаметр электрода, мм.  Принимается Iсв=345 А. Напряжение дуги определяется по формуле:   Принимается  = 36 В. = 36 В.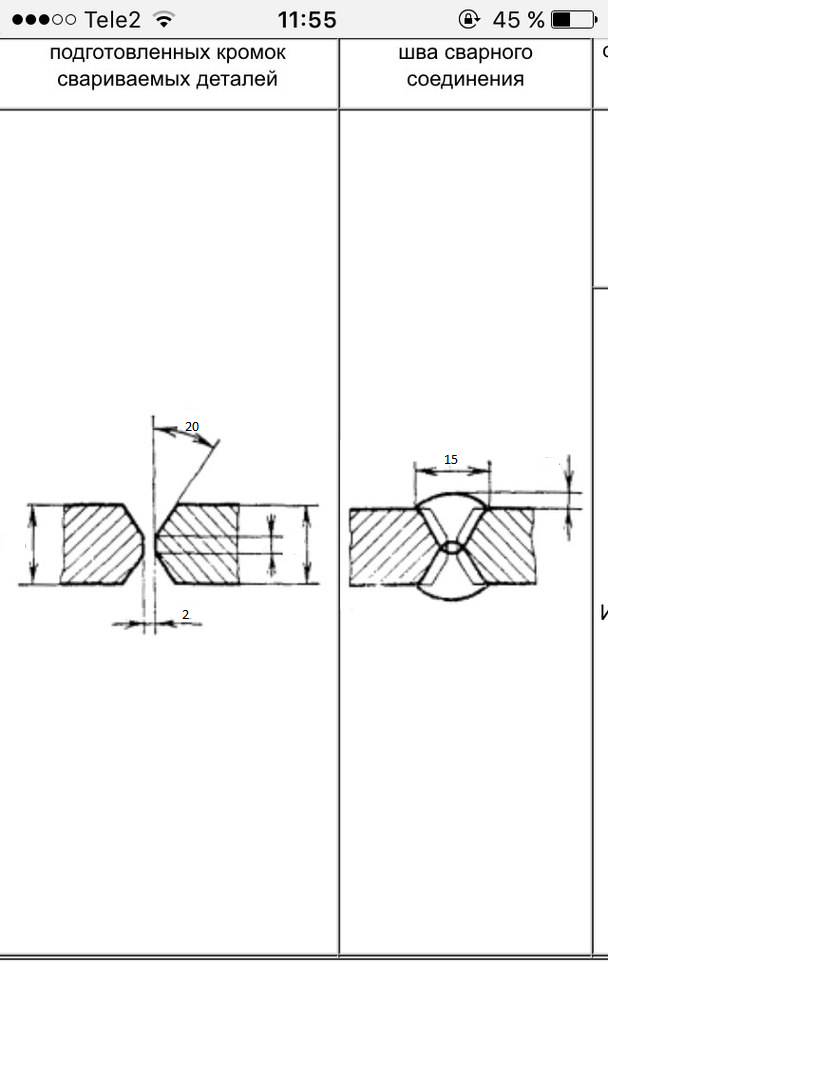 Рисунок 3 – Разделка кромок Площадь поперечного сечения первого прохода: F1=(6-8)*dэл=8*2=16мм2 Площадь сечения последующих проходов: Fc=(8-12)*dэл=12*2=24мм2 Площадь поперечного сечения шва определяется по формуле: Fшв=2F1+4F4+F3; 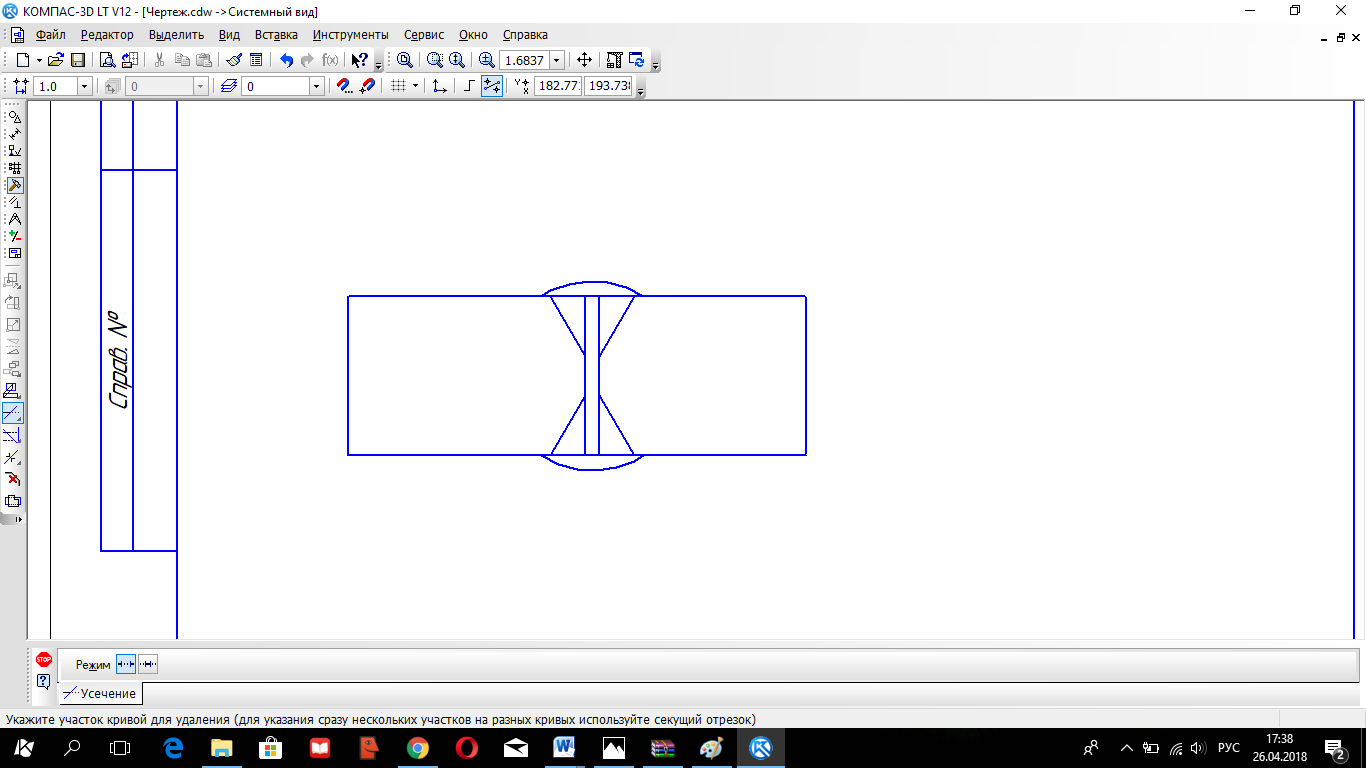 Рисунок 4 – Разделка кромок 2F1=2(0,75*e*g)=2(0,75*15*2)=45 мм2 4F4=4(1/2*b2*tga)= 4(1/2*11.52*tg20˚)=96 мм2 F3=S*b=25*2=50 мм2 где: S - толщина основного металла, мм; b - ширина зазора, мм; с - величина притупления, мм; а - угол скоса кромок, град; е - ширина валика шва, мм; g - высота выпуклости (усиления) валика шва, мм. Fшв=2F1+4F4+F3=45+96+50=191мм2 Тогда количество проходов: n=  =7 =7Скорость подачи проволоки определяется по формуле:  где αр-кэффициент наплавки, г/А*ч; -плотность наплавленного металла, г/см3; Fэ-площадь поперечного сечения проволоки.  Расход газа (Ar+CO2) – (18-20)л/мин. 7 Оборудование для полуавтоматической сварки в защитном газе Полуавтомат дуговой сварки ПДГ-451УЗ предназначены для дуговой сварки металлических конструкций из низкоуглеродистых и низколегированных сталей электродной проволокой в среде углекислого газа и его смесях. Сварка осуществляется постоянным током обратной полярности. Для сварки применяется проволока марки СВ-08ГС или СВ-08Г2С по ГОСТ 2246-70 и углекислый газ по ГОСТ8050-76. Таблица 4 – Характеристики полуавтомата ПДГ-451УЗ
 Рисунок 5 – Полуавтомат ПДГ- 451УЗ 7.1 Сварочный выпрямитель ВДУ-506 Сварочный выпрямитель ВДУ-506 предназначен для ручной дуговой сварки покрытыми электродами на постоянном токе, и для комплектации полуавтоматов для дуговой сварки плавящемся электродом в среде защитного газа. Выпрямитель имеет жесткие (MIG/MAG) и падающие (ММА) внешние характеристики. 5 Таблица – Характеристики выпрямителя ВДУ- 506
 Рисунок 6 – Сварочный выпрямитель ВДУ – 506 Заключение В ходе работы над курсовой были рассчитаны режимы дуговой сварки для прихваток и режимы для полуавтоматической сварки в защитных газах стали 10ХСНД, подобрано оборудование. Данный метод сварки отличает высокая производительность, простота использования. Основной принцип полуавтоматической сварки MIG/MAG заключается в том, что металлическая проволока во время сварки подается в зону сварки через сварочную горелку и плавится в электрической дуге. Сварочная проволока при этом методе играет двойную роль — она является токопроводящим электродом и служит присадочным материалом. Список использованных источников 1. Юрьев В.П. Справочное пособие по нормированию материалов и электроэнергии для сварочной техники. - М.: Машиностроение, 1972. - 186с. 2. Технология и оборудование сварки плавления /Под ред. Н.А.Никифорова. -М.: Машиностроение, 1986. -216с. 3. Сварочные материалы для дуговой сварки: В 2 т./Под ред. Н.Н.Потапова. - М.: Машиностроение, 1989. - 540с.. 4. Акулов А.И. и др. Технология и оборудование сварки плавлением. - М.: Машиностроение, 1977.-432с. 5. Технология электрической сварки металлов и сплавов /Под ред. Б.Е.Патона. -М.: Машиностроение, 1974. - 756с. 6. Акулов А.И. Сварка в машиностроении: Справочник: В 4 т/ М.: Машиностроение- 1978г. 7. Оборудование - http://www.rvktex.ru/ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||