буксовое подвешивание. 1 Техническая характеристика воздухораспределителя усл.292 11
 Скачать 340.85 Kb. Скачать 340.85 Kb.
|

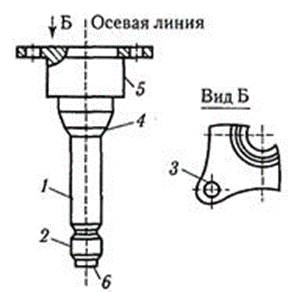
 СОДЕРЖАНИЕ ВВЕДЕНИЕ 10 1 Техническая характеристика воздухораспределителя усл.№292 11 2 Основные неисправности надбуксового подвешивания тележки пассажирского вагона 13 Надбуксовое подвешивание в значительной мере определяет динамические качества вагона. Требуемая эффективность работы надбуксового подвешивания зависит от технического состояния сборочных единиц, входящих в его состав, и особенно элементов фрикционного гасителя колебаний. 13 Износы шпинтонов 13 Шпинтоны предназначены для ограничения перемещений букс в горизонтальной плоскости и не позволяют им, а, следовательно, и колесным парам разъединяться с рамой тележки при сходе вагона с рельс. 13 Шпинтоны изготавливаются отливкой из стали 25Л. В процессе эксплуатации изнашивание шпинтона по цилиндрической поверхности 1 (рис.10) происходит в результате вертикальных перемещений фрикционной втулки, которые возникают при ослаблении затяжки гайки. При этом одновременно образуется смятие и износ заплечиков 4 шпинтона при соударении с верхней кромкой фрикционной втулки. 13 Ослабление затяжки гайки происходит в результате недостаточной затяжки гайки при ремонте тележки, при износе, смятии резьбы 2 под действием вертикальных сил при перемещении фрикционных клиньев и втулки, а также из-за коррозии резьбы. 13 Разрешается наплавка изношенной цилиндрической поверхности 1 шпинтона при износе для тележки КВЗ-ЦНИИ более 2 мм при капитальном ремонте при условии, что равномерный износ не превышает 10 Мм по диаметру, а при одностороннем — не более на сторону. 13 Перед наплавкой цилиндрической части шпинтон нагревают t = З00...350 0С. 14 Предварительный нагрев осуществляют с целью улучшения сцепления наносимого слоя металла с основным и чтобы уменьшить влияние остаточных термических напряжений, наплавочных работах. 14 При этих сварочных работах применяют электроды типов З Э-42А, Э-46, ОЗН-350, порошковую проволоку ПП-ТНЗ50, т.е присадочные материалы с повышенными механическими свойствами. 14 Восстановление резьбовой части шпинтона 2 после предварительного удаления изношенной резьбы на токарном станке. 14 Наплавку этой поверхности целесообразно производить аналогично наплавке цилиндрической части шпинтона. 14 Восстановление резьбы по наплавленной поверхности продлится на токарных станках. Однако такой способ не обеспечивает требуемой поточности витков резьбы подвергать ее упрочнению накаткой роликами. 14 Восстановление изношенных галтелей 4 до альбомных разрешено при условии, что величина износа не уменьшает чем на 30 % сечение основного металла. 14 14 Рис. 3 – износы шпинтонов 14 Иногда в эксплуатации встречаются шпинтоны с трещинами по цилиндрической части и в подошве шпинтона , идущие от отверстия под болт 3. 15 Шпинтоны с трещинами и изломами цилиндрической части не подлежат ремонту. 15 3 Основные операции технологического процесса ремонта надбуксового подвешивания тележки пассажирского вагона 15 4 Технологическое оборудование, оснастка и инструменты, применяемые при ремонте надбуксового подвешивания тележки пассажирского вагона 19 5 Охрана труда и техника безопасности при ремонте надбуксового подвешивания тележки пассажирского вагона 20 Ответственным за состояние техники безопасности при ремонте тележек является мастер тележечного цеха. Мастер обязан в совершенстве знать безопасную эксплуатацию всех механизмов и приспособлений, применяемых при ремонте тележек, следить за их исправностью и правильной эксплуатацией. 20 Слесаря по ремонту тележек осуществляют постановку тележек на ремонтные позиции, их снятие после ремонта, зацепление деталей тележек при их разборке и сборке и устанавливают на кантователь боковые рамы и надрессорные балки, все эти работы выполняются работниками, имеющими право на выполнение стропальных работ. 20 Не допускать к работе работников с механизмами, необученных и не сдавших соответствующие экзамены. 20 Привести в порядок спецодежду застегнуть обшлага рукавов, заправить одежду и застегнуть ее на все пуговицы, надеть каску. Осмотреть рабочее место, убрать все, что может помешать при работе. Рабочее место не должно быть загромождено деталями тележек, тормозными колодками и другими материалами. В начале рабочей смены перед постановкой на кантователи боковин или надрессорных балок следует их осмотреть, убедиться в исправности фиксаторов, ограничителей механизма поворота кантователя, а также крепежных устройств на них. 20 Разборку и сборку тележек производить только на оборудованных позициях. При разборке тележек запрещается бросать на пол снимаемые детали для ремонта. При разборке рессорного комплекта не допускать выпадения внутренней пружины из комплекта, разборку делать с помощью специального приспособления, с захватом одновременно обеих пружин. 20 При зачистке мест на постановке клейм на боковинах и надрессорной балке и обработке наплавленных поверхностей использовать защитные очки. Категорически запрещается хранение запасных частей возле электрощита. При развороте тележек с колесными парами в сборе и при развороте колесных пар отдельно запрещается становиться на разворотный круг. Управлять ремонтными машинами, осуществлять раздвижку боковин, приклепывание фрикционных планок, производить мойку тележек в моечной машине имеют право только работники, обученные и проверенные в знании правил техники безопасности, при эксплуатации данных механизмов. 21 Запрещается выполнять слесарные работы на тележке во время производства электросварочных работ. Сборку тележек на колесные пары производят группой из 4-х человек, причем команду на выполнение работ крановщику подает один из них. При сборке тележек на колесные пары не вводить руки в область буксового проема боковины тележки. 21 Перекатку колесных пар при сборке тележек производить только от себя, а не на себя. Приямки для размещения тары для мусора и металлолома содержать закрытыми, открывать только при их загрузке. При транспортировке тележек и их деталей мостовым краном запрещается, работникам находиться под грузом, в зоне возможного его падения. При выполнении электросварочных работ на ремонте тележек для предупреждения воздействия лучей дуги на слесарей. Рабочее место должно быть ограничено переносной ширмой или щитком. 21 Моечные машины должны иметь устройства для отвода, очистки и повторного использования сточных вод. Рабочие, производящие обмывку деталей букс, должны пользоваться фартуками и перчатками, а при использовании каустической соды - также и защитными очками. Полы возле моечных машин делаются бетонными или асфальтовыми с уклоном в сторону спуска в канализацию. 21 К выполнению работ слесарем по обслуживанию и ремонту оборудования допускаются лица не моложе 18 лет, прошедшие медицинский осмотр и признанные годными к выполнению данной работы, прошедшие профессиональное обучение и имеющие соответствующее удостоверение, прошедшие вводный и первичный инструктажи по охрана труда и пожарной безопасности, стажировку, проверку знаний безопасных методов работы. 22 Перед допуском к самостоятельной работе слесарь по обслуживанию и ремонту оборудования должен пройти подготовку, которая включает в себя: стажировку, проверку знаний требований охраны труда, пожарной безопасности. Допуск к самостоятельной работе оформляется записью в журнале инструктажей или локальным распорядительным документом подразделения. 22 Слесарь по обслуживанию и ремонту оборудования, не прошедший инструктажей, обучения безопасным методам выполнения работ, стажировки, проверки знаний в установленном порядке, к работе не допускается. 22 Перед началом работ слесарь должен привести в порядок спецодежду, застегнуть обшлага рукавов. Рабочая одежда должна быть исправной и заправлена так, чтобы не было свисающих концов. Подобрать волосы под плотно облегающий головной убор. Слесарь должен проверить: 22 — достаточно ли освещено рабочее место и подходы к нему. Свет не должен слепить глаза; 22 — исправность и крепление тисков и отрегулировать их высоту в соответствии со своим ростом путем укладки перед верстаком (под ноги) специальной деревянной решетки или подставки необходимой высоты с таким расчетом, чтобы поверхность тисков находилась на уровне локтевого сустава; 22 — верстачные тиски и струбцины не должны иметь люфта, прочно захватывать зажимаемые изделия и иметь на губках несработанную насечку; 23 — необходимый для работы ручной инструмент и приспособления, а при необходимости и средства индивидуальной защиты и разложить их в удобных и легкодоступных местах, чтобы исключалась возможность случайного перемещения или падения их во время работы; 23 Осмотреть и привести в порядок рабочее место, убрать все, что может помешать в работе; если пол скользкий потребовать, чтобы его вытерли или сделать это самому. 23 При работе пользоваться только исправными, сухими и чистыми инструментами и приспособлениями: 23 — молотки и кувалды должны быть насажены на рукоятки под прямым углом к продольной оси инструмента и надежно укреплены путем расклинивания металлическими заершенными клиньями. Рукоятки должны быть изготовлены из дерева твердых и вязких и иметь овальную и гладкую поверхность. Длина рукоятки молотка не должна быть короче 300 мм, а кувалды -450-900 мм в зависимости от веса инструмента; 23 — затыльники и бойки ударных инструментов (зубил, крейцмейселей, бородков, кернов, молотков, кувалд и т.п.) должны иметь слегка выпуклую гладкую, не косую и не сбитую поверхность без заусениц, выбоин, вмятин, трещин и наклепов; 23 — инструменты, имеющие заостренные концы для насаживания рукояток , должны иметь прочно укрепленные деревянные или пластмассовые рукоятки. Рукоятка должна иметь длину в соответствии с размерами инструмента, но не менее 150 мм, и во избежание раскалывания должна быть стянута металлическими бандажными кольцами; 23 — лезвия топоров, зубил, крейцмейселей, шаберов, сверл и другого режущего инструмента не должны иметь заусениц, выбоин и трещин, а режущая кромка их должна быть правильно заточена и представлять собою ровную или слегка выпуклую поверхность; 24 — длина зубил и крейцмейселей должна быть не менее 150 мм, а оттянутая часть должна иметь длину 60-70 мм; 24 Запрещается выполнять слесарные работы во время производства электросварочных работ. 24 Требования безопасности в аварийных ситуациях. 24 При любой неисправности механизмов, угрожающих безопасности труда работников обрыва заземления, при повреждении подводящих кабелей и других неисправностях произвести выключение механизма доложить мастеру и не приступать к работе до устранения неисправности. 24 При возникновении возгорания на участке, работники должны немедленно приступить к тушению очага возгорания первичными средствами пожаротушения. Если же очаг возгорания своими силами потушить не возможно, следует вызвать пожарную охрану и поставить в известность администрацию предприятия. 24 ЗАКЛЮЧЕНИЕ 25 СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ 26 ВВЕДЕНИЕЖелезнодорожный транспорт представляет собой единый производственно-технологический орган власти с централизованным управлением. Созданная за большой исторический период сильная система управления позволяет успешно решать все возложенные государством на железнодорожный транспорт задачи. При выполнении индивидуального задания я использовал нормативные материалы и знания, полученные при прохождении производственной практики по профилю специальности, приобретенные на Воронежском вагоноремонтном заводе филиала АО «ВРМ», теоретические знания, полученные при изучении междисциплинарных курсов. Отчет подготовлен по производственной практике ПП.01. Эксплуатация и техническое обслуживание подвижного состава. 1 Техническая характеристика воздухораспределителя усл.№292Надбуксовое подвешивание в значительной степени определяет динамические качества вагона. От эффективности его работы зависит плавность хода, уровень вибрации и шума, передающиеся на кузов. Амортизация воспринимаемых от пути ударов в надбуксовом подвешивании осуществляется пружинами, а гашение колебаний - силами трения фрикционного демпфера. Для обеспечения гашения колебаний требуется определенная сила трения. Оптимальное ее значение определяется минимальной величиной, которая исключает возможность нарастания амплитуд колебания при явлении резонанса. Эффективность гасителя оценивается отношением силы трения, противодействующей колебаниям рессорного подвешивания, к нагрузке от веса ваго Буксовое подвешивание предназначено для подрессоривания рамы тележки относительно колесных пар и пути, передачи тяговых и тормозных усилий, фиксации колесной пары относительно рамы тележки. В комплект буксового подвешивания входят комплект пружин с верхней и нижней направляющими опорами дополненные буксовым амортизатором с регулируемой клапанной системой. Сферический шарнир крепления соединения с рамой тележки и предохранительное устройство передающейся на рессорный комплект. На каждой тележке предусмотрено четыре узла буксового подвешивания. Зазор между флажком предохранительной скобы и корпусом буксы под тарой вагона 23-28 мм. 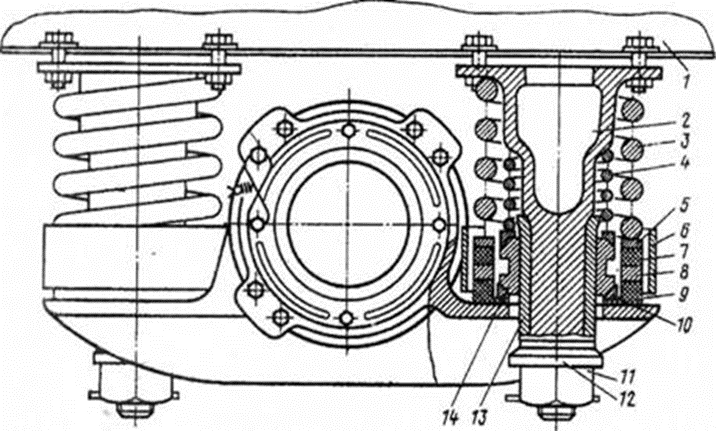 Рис. 1 - Надбуксовое подвешивание тележки КВЗ-ЦНИИ 1-рама; 2-шпинтон; 3-наружная пружина; 4-внутренняя пружина; 5-металлическое кольцо; 6-кожух; 7-резиновая прокладка; 8-металлическое кольцо; 9-резиновая прокладка; 10-опорное кольцо; 11-корончатая гайка; 12-тарельчатая пружина; 13-шпинтонная втулка; 14-фрикционный клин.  Рис. 2 - надбуксовое подвешивание 2 Основные неисправности надбуксового |