Наименование объектов контроля и оценки
|
Основные показатели оценки результата
|
З2. основные дефекты сварных соединений и причины их возникновения;
|
З2.1 характеризует основные дефекты сварных соединений;
З2.2 называет причины возникновения внешних дефектов швов и соединений;
З2.3 называет причины возникновения внутренних дефектов швов и соединений;
|
З4. способы контроля качества сварочных процессов и сварных соединений;
|
З4.1 характеризует различные способы контроля качества сварных соединений;
З4.2 характеризует методику визуально-измерительного контроля;
|
З5. методы неразрушающего контроля сварных соединений;
|
З5.1 характеризует методику ультразвуковой метод контроля;
З5.2 характеризует методику радиационной дефектоскопии;
З5.3 характеризует методику магнитной дефектоскопии;
З5.4 характеризует методику вихретокового способа контроля;
З5.5 характеризует методику капиллярной дефектоскопии;
З5.6 характеризует методику контроля течеисканием;
|
З7. оборудование для контроля качества сварных соединений;
|
З7.1 характеризует оборудование для различных методов контроля качества сварных соединений;
З7.2 характеризует приборы и инструменты для контроля качества металлов и сварных соединений
|
№ п/п
|
Задание (вопрос)
|
Эталон ответа
|
Количество баллов
|
Инструкция по выполнению заданий № 1-10: Выберите цифру, соответствующую правильному варианту ответа и запишите ее в бланк ответов.
|
|
Какой дефект преимущественно может образоваться при быстром удалении электрода от деталей?
1.Кратерные трещины
2.Непровар
3.Поры
|
|
1
|
|
Укажите причины образования кратера:
1.Кратер образуется в месте выделения газов в процессе сварки
2.Из-за резкого отвода дуги от сварочной ванны
3.Из-за значительной усадки металла в процессе кристаллизации.
|
|
1
|
|
Назовите основные наружные дефекты шва при ручной дуговой сварке:
1. Нарушение размеров и формы шва, подрезы, прожоги, наплывы, свищи, не заваренный кратер.
2. Нарушение размеров и формы шва, трещины, поры, шлаковые включения.
3.Прожоги, наплывы, свищи, оксидные вольфрамовые включения, несплавления.
|
|
1
|
|
Обратный выгиб детали для уменьшения и предупреждения деформаций при сварке - это:
1. когда деформированное соединение обрабатывают на прессе или кувалдой
2. когда перед сваркой детали предварительно изгибают на определенную величину в обратную сторону по сравнению с изгибом, вызываемым сваркой
3. когда перед сваркой детали очень жестко закрепляют и оставляют в таком виде до полного охлаждения после сварки
|
|
1
|
|
Зона термического влияния – это:
1. участок основного металла, подвергшийся расплавлению
2. участок основного металла, не подвергшийся расплавлению, структура которого изменяется
3. участок основного металла, не подвергшийся расплавлению, структура которого не меняется
|
|
1
|
|
Горячие трещины в металле шва возникают из-за:
1. повышенного содержания фтора
2. повышенного содержания водорода
3. повышенного содержания серы
|
|
1
|
|
После холодной и горячей правки для снятия остаточных напряжений необходимо производить
1. термический отпуск
2. термический отжиг
3. нормализацию
|
|
1
|
|
Какой дефект сварного соединения называют наплывом?
1. Неровности поверхности металла шва или наплавленного металла
2. Несплавление валика металла шва с основным металлом
3. Дефект в виде металла, натекшего на поверхность сваренного металла и не сплавившегося с ним
|
|
1
|
|
Причина возникновения деформаций при сварке – это:
1. Неравномерный нагрев и охлаждение свариваемой детали
2. Нерациональная сборка детали под сварку
3. Неправильно проведенная термообработка детали после сварки
|
|
1
|
|
Внутренние дефекты в металлоконструкциях выявляются…
1. Неразрушающими методами контроля
2. Люминисцентным методом
3. Металлографическими исследованиями
4. Внешним осмотром
|
|
1
|
Инструкция по выполнению заданий № 14-16: В соответствующую строку бланка ответов запишите краткий ответ на вопрос, окончание предложения или пропущенное слово (пропущенные слова).
|
|
Дефект на участке сварного соединения, где отсутствует сплавление между свариваемыми деталями называется ………
|
|
2
|
|
Способ исследования сварных швов, при котором не нарушается целостность соединения и самой конструкции в целом - это ………..
|
|
2
|
|
Дефект в виде металла, натекшего на поверхность сваренного металла и не сплавившегося с ним называют – …………
|
|
2
|
Инструкция по выполнению задания №14: соотнесите содержание столбца 1 с содержанием столбца 2. Запишите в соответствующие строки бланка ответов букву из столбца 2, обозначающую правильный ответ на вопросы столбца 1. В результате выполнения Вы получите последовательность букв.
|
|
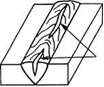
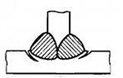
Установить соответствие между названием и изображением дефектов
|
|
3
|
1)
|
А) Поры, шлаковые включения
|
2)
|
Б) Наплывы
|
3

|
В) Непровар
|
4)

|
Г) Подрезы
|
5)

|
Д) Трещины
|
|
Инструкция по выполнению задания №15: Установить правильную последовательность операций при керосиновом способе испытания сварного шва
|
|
1. Вторую сторону сварного шва обильно смочить керосином.
2. Одну сторону шва окрасить меловым раствором
3. Тщательно очистить шов от шлака, грязи
4.Простучать шов молотком
5.Дать шву высохнуть
6. Развести в воде мел
|
|
3
|
 Скачать 61.25 Kb.
Скачать 61.25 Kb.