|
|
Технологическая карта по Визуально измерительному контролю. Операционная технологическая карта визуально измерительного контроля сварных соединений
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА ВИЗУАЛЬНО – ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ
|
НАИМЕНОВАНИЕ ОБЕКТА:
|
Вертикальный цилиндрический стальной резервуар для нефти и нефтепродуктов
|
НОРМАТИВНЫЕ ДОКУМЕНТЫ:
|
РД 03-606-03, ПБ 03-605-03, ГОСТ 5264-80, СНиП II-4-79, ГОСТ 23479-79, ГОСТ 52910-2008
|
1. ИСХОДНЫЕ ДАННЫЕ
|
ОБЪЕКТ КОНТРОЛЯ
|
СРЕДСТВА КОНТРОЛЯ
|
ТРЕБОВАНИЯ К ПЕРСОНАЛУ
|
ЦЕЛЬ КОНТРОЛЯ
|
Номинальная толщина стенки(S),мм
|
Тип сварного
соединения, вид сварки
|
Эталоны шероховатости по ГОСТ 9378-93
Люксметр Ю116 по ГОСТ 8.665-2009
Штангенциркуль ШЦ-1-125 по ГОСТ 166-89, цена деления 0,1 мм
Лупа от 4х до7ми кратного увеличения по ГОСТ 25706-83
Лупа измерительная ЛИ3-10х по ГОСТ 25706-83
УШС-3 соответствует ТУ 26.51.33-001-01-2017
Линейка измерительная металлическая по ГОСТ 427-75
Индикатор часового типа ИЧ-10Б-001 по ГОСТ 577-68
|
Аттестованный специалист не ниже II-го уровня ВИК, согласно
ПБ 03-440-02
|
Выявление дефектов и оценка годности
|
10-15
|
Тавровое,стыковое,
нахлесточное.
|
2. СХЕМЫ
|
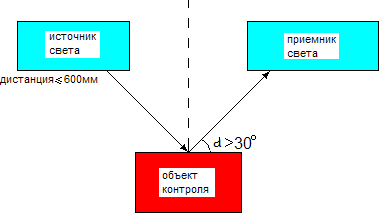
СХЕМА ОСВЕЩЕНИЯ ПО ГОСТ 23479-79, РД 03-606-03
|
СХЕМА КОНТРОЛЯ ПО ГОСТ 5264-80
|
|
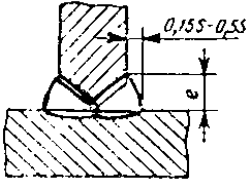
Схема соединения
|
e
|
|
номинальное
|
предельное отклонение
|
15
|
±2
|

|
10
|
±2
|
|
|
12
|
±2
|
3. ПАРАМЕТРЫ, ПОДЛЕЖАЩИЕ КОНТРОЛЮ И ИЗМЕРЕНИЯМ
|
ПРИ ВИЗУАЛЬНОМ КОНТРОЛЕ ПРОВЕРИТЬ
|
ПРИ ИНСТРУМЕНТАЛЬНОМ КОНТРОЛЕ ПРОВЕРИТЬ
|
наличие маркировки шва и правильность ее выполнения:
отсутствие (наличие) поверхностных трещин всех видов и направлений;
отсутствие (наличие) на поверхности сварных соединений пор, отслоений прожогов, свищей, наплывов, усадочных раковин, подрезов,непроваров,брызг,расплавленного металла, незаваренных кратеров;
отсутствие западаний между валиками, прижогов металла, а также отсутствие поверхностных дефектов в местах зачистки;
наличие зачистки поверхности сварного соединения под последующий контроль неразрушающими методами.
|
размеры поверхностных дефектов, выявленных при визуальном контроле;
величину выпуклости (наружной) стороны шва (g) и ширину шва (е);
величину смещения кромок;
высоту (глубины) углублений между валиками (западания межваликовые) и чашуйчатость поверхности шва;
размеры подрезов основного металла;
размеры несплавлений (непроваров) с наружной стороны шва.
|
4. СРЕДСТВА ИЗМЕРЕНИЙ И ТРЕБОВАНИЯ К ПРОВЕДЕНИЮ ИЗМЕРЕНИЙ
|
Контролируемый параметр
|
Средства измерений
|
Требования к проведению контроля
|
Ширина внешнего валика
|
Штангенциркуль по ГОСТ 166-89 или УШС-3 по ТУ 26.51.33-001-01-2017
|
В местах наибольшей и наименьшей
ширины, но не менее чем в трех точках по длине шва
|
Высота внешнего валика
|
Штангенциркуль по ГОСТ 166-89 или УШС-3 по ТУ 26.51.33-001-01-2017
|
В местах наибольшей и наименьшей высоты,
но не менее чем в трех точках по длине шва
|
Величина смещения кромок
|
Штангенциркуль по ГОСТ 166-89 и УШС-3 по ТУ 26.51.33-001-01-2017
|
Измерению подлежит каждая несплошность
|
Чешуйчатость шва
|
УШС-3 по ТУ 26.51.33-001-01-2017
|
Протяженность выходящих на поверхность несплавлений
|
Штангенциркуль по ГОСТ 166-89, УШС-3 по ТУ
26.51.33-001-01-2017, лупа измерительная ЛИ3-10х по ГОСТ 25706-83
|
Размеры подреза
|
Штангенциркуль по ГОСТ 166-89, УШС-3 по ТУ 26.51.33-001-01-2017, лупа измерительная ЛИ3-10х по ГОСТ 25706-83
|
Протяженность участков с выходящими на поверхность порами и включениями, с незаверенными кратерами, прожогами
| 
Штангенциркуль по ГОСТ 166 - 89 , УШС-3 по
|
ТУ26.51.33-001-01-2017, лупа измерительная
ЛИ3-10х по ГОСТ 25706-83
|
|
5. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ.
|
Элементы сварных соединений, наружные дефекты
|
Требования к качеству, допустимые размеры дефектов
|
Поверхность шва
|
Поверхность шва должна отвечать следующим требованиям:
- форма и размеры швов должны соответствовать требованиям проектной документации;
- гладкая или равномерная чешуйчатая поверхность (высота или глубина впадин не должна превышать 1 мм);
- плавное сопряжение с основным металлом
|
Трещины (любых видов и размеров), отпотины, несплавления, наплывы, грубая чешуйчатость, наружные поры и цепочки пор, прожоги и свищи, кратеры
|
Не допускаются
|
Подрезы*:
|
Класс резервуара по степени опасности по ПБ 03-605-03
|
|
III
|
- вертикальные соединения и соединение стенки с днищем;
|
не более 0,5 мм
|
- горизонтальные соединения стенки;
|
не более 0,5мм
|
- прочие соединения стенки
|
не более 0,5 мм
|
Выпуклость швов стыковых соединений:
|
Максимальная величина выпуклости, мм
|
|
вертикальных соединений стенки
|
прочих соединений
|
- при толщине листов до 12 мм;
|
1,5
|
2,0
|
Смещение свариваемых кромок для стыковых соединений из деталей одной толщины относительно друг друга:
|
|
- для деталей более 10 мм
|
10 % толщины, но не более 1 мм
|
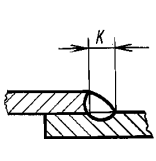
Выпуклость или вогнутость углового шва
|
Не должна превышать более чем на 20 % величину катета шва
|
Уменьшение катета углового шва
|
Не более 1 мм
|
Увеличение катета углового шва:
|
|
- для катетов до 5 мм;
|
1,0 мм
|
- для катетов свыше 5 мм
|
2,0 мм
|
Коррозионные повреждения сварных швов и околошовной зоны на расстоянии 50 мм от границы шва
|
Глубина не более 1,0 мм
|
Механические повреждения и риски
|
Глубина не более 0,5 мм
|
|
|
|
 Скачать 72.13 Kb.
Скачать 72.13 Kb.