Коррозия. коррозия. 2тарау. Металдар коррозиясы туралы тсінік Коррозия туралы млімет
 Скачать 3.16 Mb. Скачать 3.16 Mb.
|

|
5.3. Полэтилен және полипропилен қорғаныш жабындары Өткен ғасырдың 50-ші жылдары зерттеушілер полиэтилен жабындарын жасау жұмыстарына кірісті. Қазір олар біздің елімізде ең танымал. Полиэтилен жабындарына қойылатын талаптар регламенттелген [62]. Жабын материалының негізі полиэтилен, этиленді полимерлеу өнімі болып табылады: (—CH—CH—)n. Олар термопластикалық материалдарға жатады. Алғашқы поли-этилен жабындары бір қабатты болды. Олар электростатикалық өрісте ұнтақты полиэтилен құрамын бүрку арқылы тазартылған құбырдың ыстық бетіне жағылды. Бір қабатты полиэтилен жабындары, ең алдымен, кең таралмады, өйткені олар металға төмен адгезиямен сипатталды. Оларды екі және үш қабатты жабындар алмастырды, олардың дизайнына арнайы жабысқақ қабат кіреді. Қазіргі заманғы екі және үш қабатты жабындар экструзия арқылы құбырдың бетіне қолданылады. Экструзия (лат. extrusio - шығару) - материалдың балқымасын қалыптау саңылауы арқылы басу арқылы өнім алу технологиясы. Бұл жағдайда пештегі құбырлар алдымен қардан, мұздан, жоғарғы ылғалдан босатылады, содан кейін беті фракциялық өңдеумен тазартылады Сурет-31 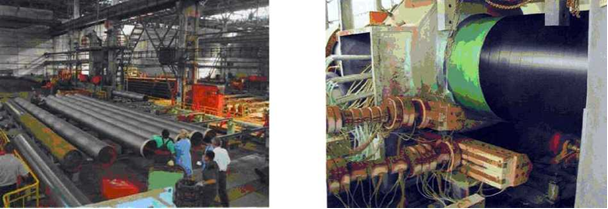 Содан кейін құбыр пеште қызады. Содан кейін жабысқақ экструдердің айналмалы құбырына қолданылады. Екі қабатты жабындарда, мысалы, винилацетаты бар этиленнің сополимері оларға қызмет ете алады. Содан кейін другодан- Мо экструдер жылу және жеңіл тұрақтандырылған полиэтиленнің негізгі жабыны айналмалы құбырға қолданылады. Алынған жабын қысқыш роликпен қысылады. Қысу қабаттардың қосылуына, олардың монолитті жабынға айналуына ықпал етеді Сурет-32 Екі қабатты полиэтилен жабындары қалыңдығы 300-500 мкм термоплавкалық полимер қабатынан және жалпы қалыңдығы кемінде 2,5-3,0 мм Сыртқы полиэтилен қабатынан тұрады. Осы жылдар ішінде Практикалық қолдану тәжірибесі зауыттық полиэтилен жабынының жоғары тиімділігін және көптеген жылдар бойы пайдалану кезінде құбырларды коррозиядан сенімді қорғауды қамтамасыз ету қабілетін растады. Екі қабатты полиэтилен жабындары ыстыққа төзімділікті арттырды (жұмыс температурасы +60°C дейін). Диаметрі 820 мм-ден аспайтын магистральдық құбырларды, кәсіпшілік технологиялық құбырларды салу кезінде, кентаралық газ құбырларын, су құбырларын, коммуналдық мақсаттағы Құбырларды төсеу кезінде қолданылады. Құбырлардың үш қабатты полиэтилен жабыны одан да тиімді. Праймер, жабынның металға жоғары адгезиясын қамтамасыз ететін қабат қалыңдығы 100 эпоксидті қабат болып табылады- 200 мкм. Содан кейін полиэтиленнің екінші аралық қабаты қолданылады. Оның функциялары полиэтилен сыртқы қабаты мен ішкі эпоксидті қабат арасындағы адгезияны (адгезияны) қамтамасыз етеді. Сыртқы полиэтилен қабаты жабынның жоғары коррозияға төзімділігін, механикалық және соққы беріктігін қамтамасыз етеді. Бұл барлық қамту тұрғысынан оңтайлы. Олардың жалғыз кемшілігі-соңғы уақытқа дейін біз ішкі қабаттарға арналған материалдар шығармадық. Заманауи сапалы оқшаулағыш материалдар негізінде алынған үш қабатты полиэтилен жабыны жоғары (80 °C дейін) жылу төзімділігімен сипатталады. Үш қабатты жабыны бар құбырларда осы уақытқа дейін коррозиялық крекингтің бірде-бір жағдайы тіркелген жоқ. Оларды кез келген диаметрлі құбырларда пайдалануға рұқсат етіледі. Мұндай жабыны бар құбырлар бізде 1999 жылдан бастап шығарылды, бұл жабындардың жобалық қызмет ету мерзімі 40-50 жыл деп саналады. Олар термопластикалық материалдарға жатады. Зауыттың полипропилен жабынының дизайны зауыттың үш қабатты полиэтилен құбырларының дизайнына ұқсас. Бұл жабындар экструзия әдісімен де қолданылады. Жабынды жағу үшін ұнтақты эпоксидті бояулар, термоплавкалы полимерлік композициялар және термосветостабилизацияланған полипропилен композициялары пайдаланылады. Полипропилен жабынының жоғары соққы беріктігіне байланысты оның қалыңдығы құбырдың полиэтилен жабынының қалыңдығынан 20-25% аз болуы мүмкін (1,8 мм-ден 2,5 мм-ге дейін). Бұл жабындар, олардың сипаттамалары мен температуралық диапазоны бойынша, құбырлардың полиэтилен жабындарынан едәуір төмен болды және зауыттық жабынға жабысатын жерлерде жеткілікті жоғары адгезияға ие болмады. Өткен ғасырдың 90-шы жылдары термоядролық полимерлік таспалар негізінде қорғаныс жабындары дәнекерленген қосылыстарды оқшаулау үшін қолданыла бастады. Бұл дәнекерленген қосылыстардың қорғаныс сапасын күрт арттырды. Полиэтилен негізіндегі жылу сақтайтын материалдар қарапайым полиэтилен жабындыларынан жақсы ерекшеленеді. Жоғарыда айтылғандай, Полиэтилен тер-мопластикалық, ол жұмсақ болады және төмен температураға дейін қызған кезде ериді, ал жылу жүктемесі кезінде ол таралады. Дәнекерленген қосылыстарды қорғауға арналған оқшаулау өндірісі үшін полиэтилен рентген немесе Р-сәулелерімен сәулеленеді, нәтижесінде салыстырмалы түрде реттелген жерлерде молекулалар өзара әрекеттеседі. Дәнекерленген қосылыс аймағында құбырдың бетіне қолданған кезде қорғаныс материалы өте қысқа уақыт ішінде қызады және дәнекерленген қосылысқа ыстық қолданылады. Салқындаған кезде ол отырады және металл бетіне мықтап жабысады. Термоядролық полимерлі таспаларға негізделген жабындардың дизайны екі қабатты полиэтилен жабыны мен үш қабатты полиолефин жабындысының дизайнына ұқсас болуы мүмкін. Бірінші жағдайда жабысқақ - полимерлі композицияның термоплавкасының қабаты, ал қорғаныс-полиэтилен термоөңдейтін пленка. Екіншіден, алдымен металл эпоксидті жабысқақ қабатпен жабылған, оған полиолефин қабаты іргелес, содан кейін полиэтилен Термо-емдік пленкасы қолданылады. Бұл жабындарды қолдану бетті сапалы дайындаумен ғана сәтті бола алады. Дәнекерлеу аймағын дайындау үшін жабынды қолданар алдында абразивті тазарту әдісі қолданылады, оны абразивті ұнтақтағыш немесе құрғақ еленген құм қолданылады. Қоршаған ортаның температурасы плюс 5 С-тан төмен емес полиуретанды және эпоксидті жабындардан айырмашылығы, жабынның бұл түрін минус 40 ° C дейінгі температурада құбырлардың буындарына қолдануға болады. Мұндай жабындар битуминомастикалықтан едәуір жоғары, бірақ зауыттық жағдайда алынғаннан төмен: олар болатқа адгезиясы төмен, катодты пиллингке, басу мен ығысуға төзімділігі төмен. 5.4. Оқшаулауды жөндеуге арналған жабындар Қазіргі уақытта оқшаулау жабындарын жөндеу және құбырларды қайта оқшаулау мәселесі өте өткір. Құбырдың орташа қызмет ету мерзімі 45-50 жыл, ал жол жағдайында қолданылатын оқшаулау, әдетте, 15 жылдан аспайды. Сонымен қатар, битум мастикасымен және полимермен оқшауланған учаскелер әлі де жұмыс істейді.   сурет-33 сурет-33Қолданыстағы нормативтік құжаттардың талаптарына сәйкес, мұндай учаскелерді пайдалануға жол берілмейді: оқшаулаудың зақымдануы анықталған құбырлардың барлық учаскелері жөнделуі керек. Оқшаулаудың қартаюы қайта оқшауланудың жалғыз себебі емес . Кейбір жағдайларда оқшауланған құбырды траншеяға төсеу талаптарын сақтамау жабынның зақымдалуына әкеледі. Жабынды жағу кезінде құбырды жылыту режимі сақталмаған, жабынның металл бетіне тиісті адгезиясы қамтамасыз етілмеген жағдайларда жабын жеткілікті сапалы жұмыс істемейді. Сонымен, қалыңдығы мен жабын түрін дұрыс таңдамау топырақ электролитінің ол арқылы қорғалатын бетке таралуына әкелуі мүмкін, бұл қолайсыз. Оқшаулауды жөндеу қысымды төмендету және құбырды тасымалданатын өнімнен босату жөніндегі ұйымдастыру жұмыстарынан басталады. Содан кейін гумус (құнарлы қабат) құбыр үстіндегі топырақ бетінен алынады. Құбырды ашады, жабынның қалдықтарын кетіреді, жалаңаш учаскені кірден, мұздан, коррозия өнімдерінен, шаңнан, ылғалдан тазартады. Құбырдың жай-күйіне және қажет болған жағдайда ақаулы учаскелерді жөндеуге диагностика жүргізіледі. Осыдан кейін ғана беті жөндеу және қалпына келтіру жұмыстарына дайындалады, содан кейін жабын қолданылады. Құбыр траншеяға салынып, оған бекітіліп, оны толтырады және топырақты қалпына келтіреді. Зауыт жабыны 15% - дан аз зақымдалған жағдайда, әдетте, оқшаулағыш материалдан жасалған патч ақаулы аймаққа қолданылады. Егер зардап шеккен аймақтың ауданы 15-50% болса, оқшаулағыш материал таңғыш түрінде қолданылады. Егер зақымдану ауданы бетінің 50% - ынан асса, құбырды қайта оқшаулау керек. Оқшаулауды жөндеу кезінде құбыр бастапқыда жабылған материалдарды, яғни жабысқақ полимерлі таспалар мен битум жабындарын пайдалануға рұқсат етіледі. Оқшаулауды жөндеуге арналған ең прогрессивті материал жылу балқитын полимер-битум мастикасы болып саналады. Олар битумдардың, полимерлердің, пластификаторлардың, ингибиторлардың және басқа модификаторлардың күрделі құрамы. Оларды қыздырылған немесе суық металл бетіне қолдануға болады. Мастиктер Құбырлардың дәнекерленген қосылыстарының перишті аймағын және бетіне рұқсат етілген зақымдарды жақсы толтырады. Конструкцияға арматуралық торларды енгізу жабынның ығысу деформацияларына, соққы беріктігіне, крекингке және басқа да бірқатар көрсеткіштерге төзімділігін арттырады. Аралас жабындар өте кең таралған. Олар мыналардан тұруы мүмкін: битум-полимерлі праймер (праймер), битум-полимерлі мастика және жылу қалпына келтіретін радиациялық модификацияланған таспа немесе қарапайым полимерлі таспа. Құбыр бетімен байланысқан кезде жабысқақ тұтқыр күйде болады және негізгі пленка қабатының астындағы беткі бұзылуларды толтырады. Мұндай жабындар пайдалану температурасы плюс 40 °С аспайтын Болат жерасты магистральдық құбырларды коррозияға қарсы қорғауға арналған. Құбырлардың желілік учаскелерін қайта оқшаулау үшін жөндеу Технологиялық модульдері жасалынған және қолданылады, олар бір-бірінен кейінгі бірқатар агрегаттарды қамтиды. Сурет-34 Құбырдың желілік бөлігін қайта оқшаулауды жүргізуге арналған механикаландырылған кешен:    а - қазу машинасы, б-құбырды алдын ала тазалау машинасы, в-құбырды мәрелік тазалау машинасы, г-тегістеуіш машина, д-оқшаулау машинасы, е-балқыту қазандығы. Мұндай кешен келесідей жұмыс істейді. Құбырды экскаваторлармен ашқаннан кейін қазу машинасы оның бойымен қозғала бастайды, ол топырақтың қалдықтарын жоғарыдан алып тастап, құбырдың астындағы призманы қазып алады. Келесі-алдын-ала тазалау машинасы . Онда инсекторлар жұмыс органдары ретінде қолданылады. Ол ескі пленканы немесе битумды оқшаулауды алып тастайды. Одан кейін құбыр бетін ескі оқшаулау қалдықтарынан және тоттан тазартатын жетек щеткаларымен жабдықталған әрлеу тазалау машинасы жүреді. Жақында плазмалық электр доғасын тазартудың жаңа технологиясы жасалды. Ол өте жоғары сапалы тазалаумен ерекшеленеді. Плазмалық электр доғалы тазартудан өткен бетте әртүрлі беттік ақаулар (жарықтар, қуыстар және т.б.) оңай анықталады.). Бетінің өзі жоғары жабысқақ қасиеттерге ие болады. Бұл ретте тазартудың жаңа әдісіне арналған жабдық шағын көлемді, салыстырмалы түрде энергияны көп қажет етпейді. Тазалаудан кейін металдың жай-күйін тексеру жүргізіледі, ондағы ақаулар анықталады және қажет болған жағдайда құбыр жөнделеді. Содан кейін олар оқшаулауды қолдану үшін бетінің дайындық жағдайын бағалайды, құбыр металын праймермен майлайды және соңында оқшаулағыш машинаның көмегімен оқшаулауды қолданады. Осылайша, әртүрлі мақсаттағы, қасиеттердегі, қолдану шарттарындағы және т.б. оқшаулағыш материалдар әзірленді және қолданылды. Алайда, оқшаулағыш материалдарды әзірлеу мен қолдану саласындағы үлкен жетістіктерге қарамастан, оларды пайдалану тәжірибесі алға тарта алатын барлық талаптарды қанағаттандыратын жабынды жасау өте қиын. Органикалық қосылыстарға негізделген жабынды қолдана отырып, металды жер электролитінен ұзақ уақыт бойы толығымен оқшаулау мүмкін емес: барлық органикалық материалдар уақыт өте келе ескіреді, ылғалды сіңіреді және кез-келген жабын белгілі бір кеуектілікпен сипатталады. Төсеу кезінде жабынның тұтастығы бұзылуы мүмкін. Құбырды пайдалану кезінде сыртқы факторлардың әсері ақауларға әкелуі мүмкін. Коррозиялық қатынаста оқшаулаудың ауданы бойынша тіпті шағын учаскелері де қауіп төндіреді. Пайдаланылған әдебиеттер тізімі: 1. Медведева М.Л, Прыгаев А.К, Муродов А.В. Коррозия и защита магистральных трубопроводов и резервуаров- Москва-2013. 2. Колпек А. Мұнай-газ жабдықтарын тоттанудан қорғау- Повладар, Кереку, 2014. 3. Канайкин В.А. Диагностика коррозионных повреждений магистральных газопроводов. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2000. 4. Харионовский В.В. Современные проблемы надежности магистральных трубопроводов и пути их решения // Сер. Академические чтения. Вып. М.:РГУ нефти и газа имени И.М.Губкина, 2012. 5. Харионовский В.В. Научно-технические проблемы стресс-коррозии магистральных трубопроводов // Коррозия: материалы, защита. - 2011. 6. Пекарников Н.Н. Мониторинг и диагностика трубопроводных систем // Трубопроводный транспорт нефти. - 2005. 7. Нурсултанов F. М., Лбайулданов К. Н. Мұнай және газды өндіріп, өңдеу Алматы : 2000. 8. Ахмеджинов Т. К.,Картабай А. Т.. Нуранбаева Б. М., Молдабаева Г. Ж. Мунайгаз жабдыктарып коррозияга карсы коргау. Алматы ,2011. 9. Кузнецов М. В.. Новоселов В. Ф., Тугунов П. И. Противокоррозионная зашита трубопроводов и резервуаров. - М. : Недра. 1992. 10. Дизенко Е. И., Новоселов В. Ф., Тугунов П. И.. Юфин В. А. Противокоррозионная зашита трубопроводов и резервуаров. - М. : Недра, 1978. 11. Мустафин Ф. М., Быков Л. И. и яр. Зашита трубопроводов от коррозии. - СПб : Недра. 2007. 11. Легезин Н. Е., Глазов Н. П. и др. Зашита от коррозии промсловых сооружений в газовой и нефтедобывающей промышленности. — М. : Недра, 1973. 12. Легезин Н.Е., Глазов Н.П.. Кесельман Г.С. и др. Зашита от коррозии промысловых сооружений в газовой и нефтедобывающей промышленности. — М : Недра. 1993. 13. Семенов И. В., Флорианович Г. М.. Хорошилов А. В. Коррозия и зашита от коррозии / Под. ред. И. В. Семеновой. - М. : Физматлит, 2002. Рахманкулов Д. Л., Бугай Д. Е., Г абитов А. И. и др. Ингибиторы коррозии.-Уфа: Реактив, 1997. |