32. Технология изготовления втулок
 Скачать 3.15 Mb. Скачать 3.15 Mb.
|

|
32-35 32. Технология изготовления втулок. К деталям класса втулок относятся втулки, гильзы, стаканы, вкладыши, т.е. детали, образованные наружными и внутренними поверхностями вращения (L/D≤2). Диаметры наружными поверхностей выполняют по h6, h7; отверстия по Н8 с шероховатостью Ra1,6…3,2 мкм, для ответственных сопряжений по Н6. Точность формы не предьявляется. Точность взаимного расположения: Соосность наружных поверхностей относительно внутренних 0,015…0.075 мм; Симметричность не более 0,03…0,15 мм; Перпендикулярность торцевых поверхностей (Ra 1,6…6,3 мкм) к оси отверстия 0,2 мм на радиусе 100мм. Для увеличения износостойкости твердость исполнительных поверхностей втулок выполняется с твердостью HRC 40…60. Втулки изготавливают из сталей, латуни, бронзы, серого и ковкого антифрикционного чугуна, спец. сплавов, металлокерамики и пластмасс. Заготовками для втулок с диаметром отверстия до 20 мм служат калиброванные или горячекатаные прутки, а также литые стержни. При диаметре отверстия больше 20 мм применяются цельнотянутые трубы или полые заготовки, отлитые в песчаные или металлические формы, используют центробежное литье и литье под давлением. Часто заготовку получают на ГКМ. Технологический маршрут обработки втулки при обработке за один установ: При обработке за один установ рекомендуется следующий технологический маршрут обработки втулки: - подрезка торца у прутка, подача прутка до упора, зацентровка торца под сверление, сверление отверстия и обтачивание наружной поверхности, растачивание или зенкерование отверстия и обтачивание наружной поверхности со снятием фасок на свободном торце, предварительно развертывание, окончательное развертывание, отрезка. Эта первая операция выполняется на токарно-револьверном станке, одношпиндельном или многошпиндельном токарном автомате; -снятие фасок с противоположного торца втулки на вертикально-сверлильном или токарном станке; - сверление смазочного отверстия; - нарезание смазочных канавок на специальном станке; - сверление (по кондуктору) и зенкерование крепежных отверстий; При обработке втулки из трубы вместо сверления производят зенкерование или растачивание отверстия, далее технологический маршрут сохраняется. 33. Технология изготовления дисков. К деталям класса «Диски» относят детали, образованные наружными и внутренними поверхностями вращения, имеющими одну общую прямолинейную ось при отношении длины цилиндрической части к наружному диаметру менее 0,5: шкивы, фланцы, крышки подшипников, кольца, поршни, гидро- и пневмоприводов и т.п. Технологические задачи - аналогичные классу втулок: достижение соосности внутренних и наружных цилиндрических поверхностей и перпендикулярность торцов к оси детали. Основные схемы базирования. Технологические базы – центральное отверстие и обработанный торец, причем короткое отверстие является двойной опорной базой, а торец - установочной. Обработку шкивов средних размеров (d=200…400 мм) производят на токарных, в крупносерийном производстве - на револьверных станках. Крупные шкивы и маховики – на токарных карусельных станках. При обработке на карусельных станках установку на первой операции выполняют по ступице, в которой обрабатывается центральное отверстие и прилегающие к ней торцы. Обод обрабатывают при установке шкива на центрирующий палец по обработанному отверстию и торцу. Типовой маршрут изготовления дисков 005 заготовительная. В большинстве случаев заготовку получают литьем, ковкой или штамповкой. Мелкие шкивы – из прутка. 010 Очистка и обрубка заготовки (для литья) 015 Малярная (для литья) 020 Токарная Растачивание отверстия с припуском под последующую обработку и подрезка торца. Технологическая база – «черная» поверхность обода или ступицы. Выполняется в зависимости от маршрутов и типа производства на токарном, револьверном или карусельном станке. 025 Токарная Подрезать второй торец. Технологическая база – обработанные отверстие и торец. 030 Протяжная Протянуть цилиндрическое отверстие. Технологическая база – отверстие и торец. Станок вертикально – протяжной. 035 Протяжная или долбежная Протянуть или долбить шпоночный паз . Технологическая база – отверстие и торец. Станок вертикально-протяжной или долбежный. 040 Токарная (черновая) Точить наружный диаметр и торцы обода, точить клиновидные канавки. Технологическая база – отверстие. Станок токарный или многорезцовый токарный. 045 Токарная (чистовая) Точить наружный диаметр и канавки. При криволинейной образующей на токарно-копировальном станке или токарном станке по копиру. 050 Сверлильная Сверлить отверстия и нарезать резьбу (если требуется по чертежу). Технологическая база - торец. Станок сверлильный. 055 Балансировочная Балансировка и высверливание отверстий для устранения дисбаланса. Технологическая база – отверстие. Станок балансировочный. 060 Шлифовальная Шлифование ступиц (если требуется по чертежу). Технологическая база – отверстие. Станок круглошлифовальный 065 Промывка 070 Контроль 075 Нанесение антикоррозионого покрытия 34. Технология изготовления фланцев. ИЗ КНИГИ Фланцы и крышки служат для ограничения осевого перемещения вала, расположенного на подшипниках в изделии (машине), за счет создания определенного натяга или гарантированного осевого зазора между торцом наружного кольца подшипника и торцом фланца или крышки. Крышки, кроме того, используются для плотного закрытия различных отверстий и пространств с целью их изоляции от окружающей среды. Технические требования на изготовление основных поверхностей фланцев и крышек: точность отверстий под подшипники по 6…7 квалитетам, шероховатость Ra = 0,63...1,25 мкм; точность наружных установочных поверхностей по 6…8 квалитету, шероховатость Ra = 0,63...1,0 мкм; допуск цилиндричности и круглости поверхностей под подшипники 0,01...0,02 мм; допуск соосности внутренних и наружных цилиндрических поверхностей 0,01...0,03 мм; допуск торцового биения (допуск перпендикулярности торца) относительно оси отверстия (наружной цилиндрической поверхности) 0,03...0,05 мм; допуск плоскостности торцовых присоединительных поверхностей 0,01…0,02 мм с шероховатостью Ra= 1,25...1,5. Материалы и способы получения заготовок для фланцев и крышек. Фланцы и крышки изготовляют из чугуна марок СЧ15, сталей 30, 35, 40, 45 и др. Крышки зачастую изготавливают из алюминиевых сплавов. Заготовками фланцев и крышек в зависимости от серийности выпуска являются стальные и чугунные отливки, поковки, штамповки, а также отрезанные от сортового прутка диски. Литье по выплавляемым моделям обеспечивает получение заготовок с минимальными припусками. Некоторые поверхности, например, отверстия под крепежные болты, не требуют дальнейшей механической обработки. Этот метод применяют при большой серийности изготовления фланцев. Стальные фланцы и крышки в средне- и крупносерийном производстве обычно изготавливают из штампованных заготовок, получаемых на молотах в подкладных закрытых штампах или высадкой на горизонтально-ковочных машинах. Обработка фланцев и крышек. Обработка цилиндрических и торцовых поверхностей в зависимости от условий производства может производиться на универсальных токарных станках, станках с ЧПУ, вертикальносверлильных станках, агрегатно-сверлильных станках, многошпиндельных вертикальных токарных полуавтоматах. В серийном производстве обтачивание выполняется на токарных станках 16К20 и на станках 16К20Т, 16К20ФЗ, РТ725ФЗ с ЧПУ. При изготовлении фланцев и крышек в крупносерийном производстве на многошпиндельных вертикальных токарных полуавтоматах 1К282 и 1К284 возможна полная обработка всех поверхностей (с двумя загрузочными позициями и переустановкой заготовки после ее обработки с одной стороны). Обработка крепежных отверстий осуществляется на вертикально-сверлильных, радиальносверлильных станках, станках с ЧПУ, агрегатных станках. Для фрезерования лысок используют фрезерные станки различных типов. Применяют различ- 222 ные универсальные и специальные приспособления с базированием заготовки по посадочному пояску, торцу и крепежному отверстию. В зависимости от технических требований поверхности цилиндрического пояска и торцов могут подвергаться шлифованию. Сходные по конструктивным признакам фланцы и крышки обрабатывают по принципу групповой технологии. Изготовление фланца из прутка диаметром 70 мм на горизонтальном шестишпиндельном автомате показано на рис. 4.24. В этой наладке на второй позиции предусмотрен стружколом А, а на 3-й – четырехшпиндельная головка для нарезания резьбы и ощупывающее устройство для контроля отверстия на отсутствие обломков метчика.  На рис. 4.25 показаны фланцы токарного станка, а на рис. 4.26 схемы их обработки на вертикальном восьмишпиндельном полуавтомате. Полуавтомат имеет одну загрузочную позицию 7, остальные – рабочие. Позиции 2, 3, 4, 5 и 6 предназначены для точения, а позиции 7 и 8 – для многошпиндельного сверления. 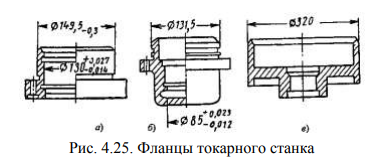 Наладка станка быстросменная. При переналадке станка с первого фланца (рис. 4.25, а и 4.26, а) на второй фланец (см. рис. 4.25, б и 4.26, б) необходимо: на позициях 2, 3, 4, 5 и 6 повернуть резцедержатели револьверного 223 типа на 120°, на позициях 2, 4 и 6 установить величину рабочего хода и на позиции 7 отключить сверлильную головку. 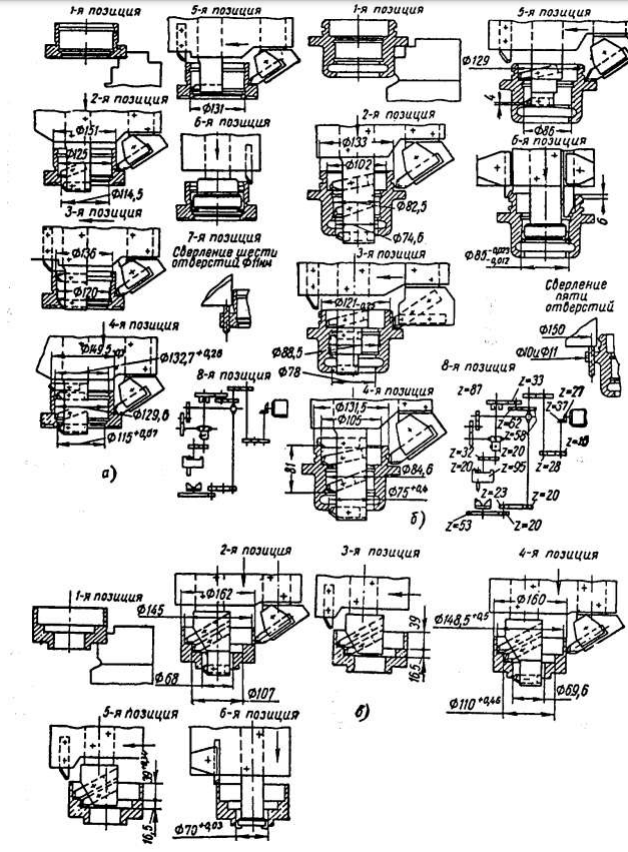 Рис. 4.26. Схема групповой обработки фланцев токарного станка на вертикальном восьмишпиндельном полуавтомате При переналадке станка со второго фланца на третий (см. рис. 4.25, в и 4.26, в) необходимо: на позициях 2, 3, 4, 5 и 6 повернуть резцедержатели на 120°, на позициях 2, 4 и 6 установить величину рабочего хода и на позициях 7 и 8 отключить сверлильные головки. Для сверления и зенкерования отверстий во фланцах широко применяют многошпиндельные сверлильные головки и поворотные столы. Маршрут изготовления фланцев и крышек. Обработка фланцев и крышек осуществляется в следующей последовательности: 1) обрабатывают наружные, внутренние и торцовые поверхности; 2) обрабатывают крепежные отверстия; 3) обрабатывают остальные поверхности (лыски, радиальные отверстия и т.п.); 4) если необходимо, то осуществляется термообработка; 5) окончательно обрабатывают основные наружные и торцовые поверхности. Маршруты изготовления фланца (рис. 4.27) и крышки (рис. 4.28) приведены в табл. 4.9 и 4.10. В качестве заготовки для фланца принята поковка, полученная методом ковки, для крышки – поковка, полученная методом штамповки. 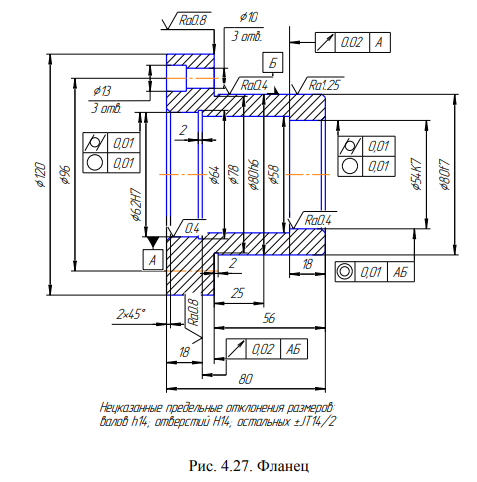 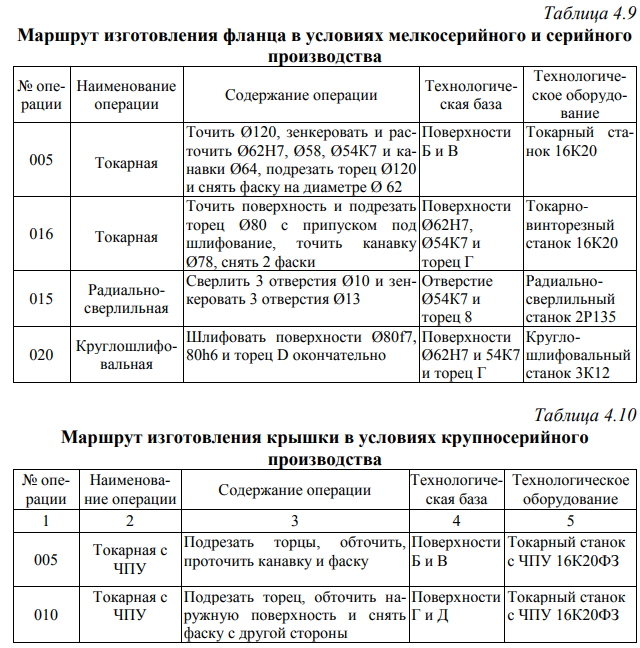 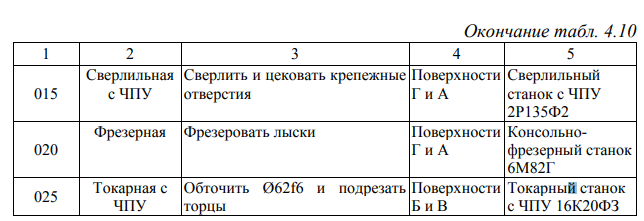 ИЗ СЛАЙДА Основным служебным назначением фланцев является ограничение осевого перемещения вала, установленного на подшипниках. Основными конструкторскими базами фланца будут поверхности центрирующего пояска по размеру отверстия в корпусе и торцы. Поскольку в качестве технологических баз при обработке заготовки целесообразно выбирать основные базы детали, то исходя из этого следует, что на первых операциях обрабатывают основные базы. На первой операции в качестве технологических баз используют наружную цилиндрическую поверхность и торец большого фланца, а на последующих – посадочную поверхность цилиндрического пояска и его торец. На этих же базах обрабатывают крепежные отверстия и лыски, если они заданы чертежом.  35. Технология изготовления деталей класса рычагов и технические требования к ним. ИЗ КНИГИ Рычаги и вилки являются звеньями систем машин, аппаратов, приборов и приспособлений, служащими для передачи силы и движения определенным деталям машин. Например, для переключения передач в машинах, станках, необходимо осуществить перемещение зубчатого колеса в осевом направлении. Это переключение осуществляется вилкой через систему рычагов. Основными техническими условиями на рычаги и вилки являются: 1) отверстия, поверхностями которых рычаги и вилки сопрягаются с валиками, выполняются по 7…8 квалитету точности и Ra = 0,6...3 мкм; 2) точность расстояний между осями отверстий ± 0,1...±0,3 мм; 3) допуск параллельности осей отверстий не более 0,05...0,3 мм на 100 мм; 4) допускаемая перпендикулярность обрабатываемых торцов бобышек рычагов осям отверстий 0,1...0,3 мм на 100 мм; 5) твердость рабочих поверхностей рычагов и вилок 40…62 HRC. Материалы и способы получения заготовок рычагов и вилок. В качестве материалов для изготовления рычагов и вилок служат: серый чугун СЧ12, СЧ16, СЧ21, СЧ41, ковкий чугун КЧ35-10, КЧ37-12, стали Ст 5, 20, 35,45,40Х. Выбор материала зависит от служебного назначения детали. Чугунные заготовки рычагов и вилок получают обычно литьем в песчаные формы по металлическим моделям. Стальные заготовки рычагов и вилок получают ковкой, штамповкой, литьем по выплавляемым моделям и реже сваркой. Отверстия по чертежу D < 25 мм в заготовках литьем в песчаные формы и штамповкой обычно трудно получить. Обработка рычагов и вилок. Рычаги и вилки обычно имеют обрабатываемые отверстия, которые, как и у корпусных деталей, можно разделить на основные и крепежные и боковые поверхности. Обычно они между собой должны находиться в определенном положении и связи. Плоские поверхности рычагов и вилок фрезеруют или шлифуют. Отверстия 6…8 квалитетов точности и D < 15 мм сверлят и развертывают, a d > 15 мм сверлят, зенкеруют и развертывают. Если отверстие получено в заготовке, то его зенкеруют и развертывают. В крупносерийном и массовом производстве для обработки отверстий d > 20 мм целесообразно применять протягивание. Торцы бобышек фрезеруют, точат, цекуют или шлифуют. Последовательность обработки рычагов и вилок определяется их конструктивным исполнением. При наличии у рычагов плоских обрабатываемых сторон или торцов бобышек в одной плоскости вначале обрабатывают эти поверхности. Затем, принимая обработанную плоскость или сочетание торцов бобышек с одной стороны в качестве установочной технологической базы, обрабатывают отверстия — основную и вспомогательные базы. На последующих операциях, принимая соответствующие обработанные поверхности отверстий в качестве технологических баз, последовательно обрабатывают пазы, уступы, резьбовые и мелкие отверстия. При обработке рычагов, имеющих торцы коротких бобышек в разных плоскостях, вначале в ряде случаев обрабатывают гладкие отверстия – основную и вспомогательные базы и торцы бобышек с одной стороны. Затем обрабатывают торцы бобышек с другой стороны, далее – остальные поверхности в последовательности, указанной в первом варианте. Если рычаг имеет длинную бобышку, в которой расположено отверстие - основная база, и значительно более короткие бобышки, в которых расположены отверстия – вспомогательные базы, то вначале обрабатывают поверхность отверстия – основную базу и торец длинной бобышки с одной стороны. Затем, приняв обработанную поверхность отверстия в качестве двойной направляющей технологической базы, обрабатывают торец длинной бобышки с другой стороны. Затем обрабатывают отверстия и торцы коротких бобышек с одной стороны, затем торцы этих бобышек с другой стороны. Затем обрабатывают отверстия и торцы коротких бобышек с одной стороны, затем торцы этих бобышек с другой стороны. Далее обрабатывают остальные поверхности по первому варианту. Оборудование и оснастка при обработке рычагов и вилок зависит от серийности производства. В единичном и мелкосерийном производстве рычаги и вилки обрабатывают на универсальных станках с выверкой деталей по разметке или с УСП. В серийном производстве рычаги обрабатывают на настроенных универсальных станках, используя специальные приспособления или организуя групповую обработку с применением УНП (универсально-наладочные приспособления). В крупносерийном и массовом производстве обычно используют многоместные приспособления и обработку на агрегатных многопозиционных станках. Маршрут изготовления рычагов и вилок. Общая последовательность обработки рычагов и вилок выглядит следующим образом: 1) обрабатывают основные поверхности и торцы бобышек; 2) обрабатывают остальные отверстия и поверхности; 3) окончательно обрабатывают основные отверстия и торцы бобышек. Маршрут изготовления рычага, приведенного на рис. 4.29, для условий мелкосерийного производства приведен в табл. 4.11. В качестве заготовки принята поковка, полученная методом ковки.  СЛАЙДЫ  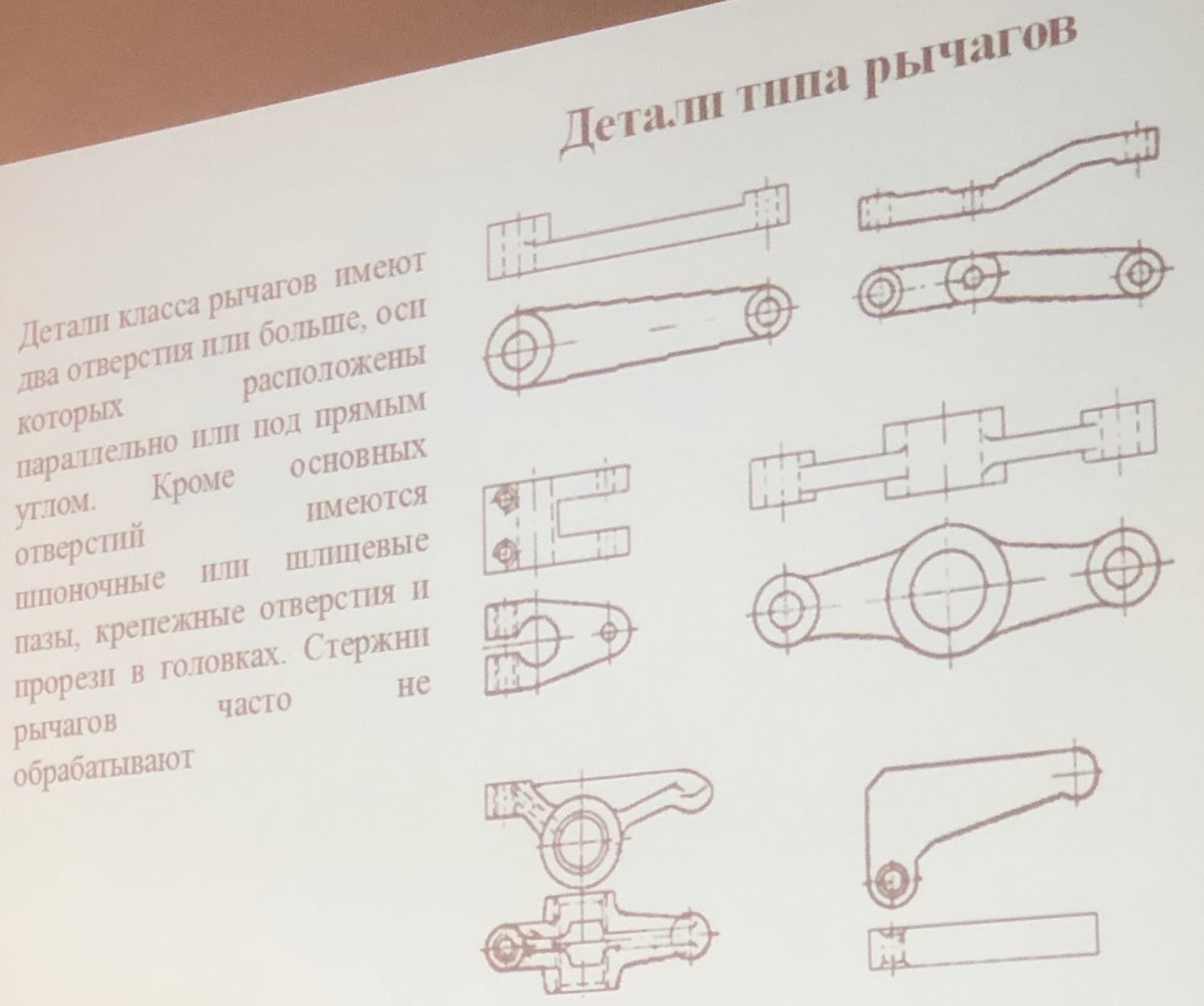 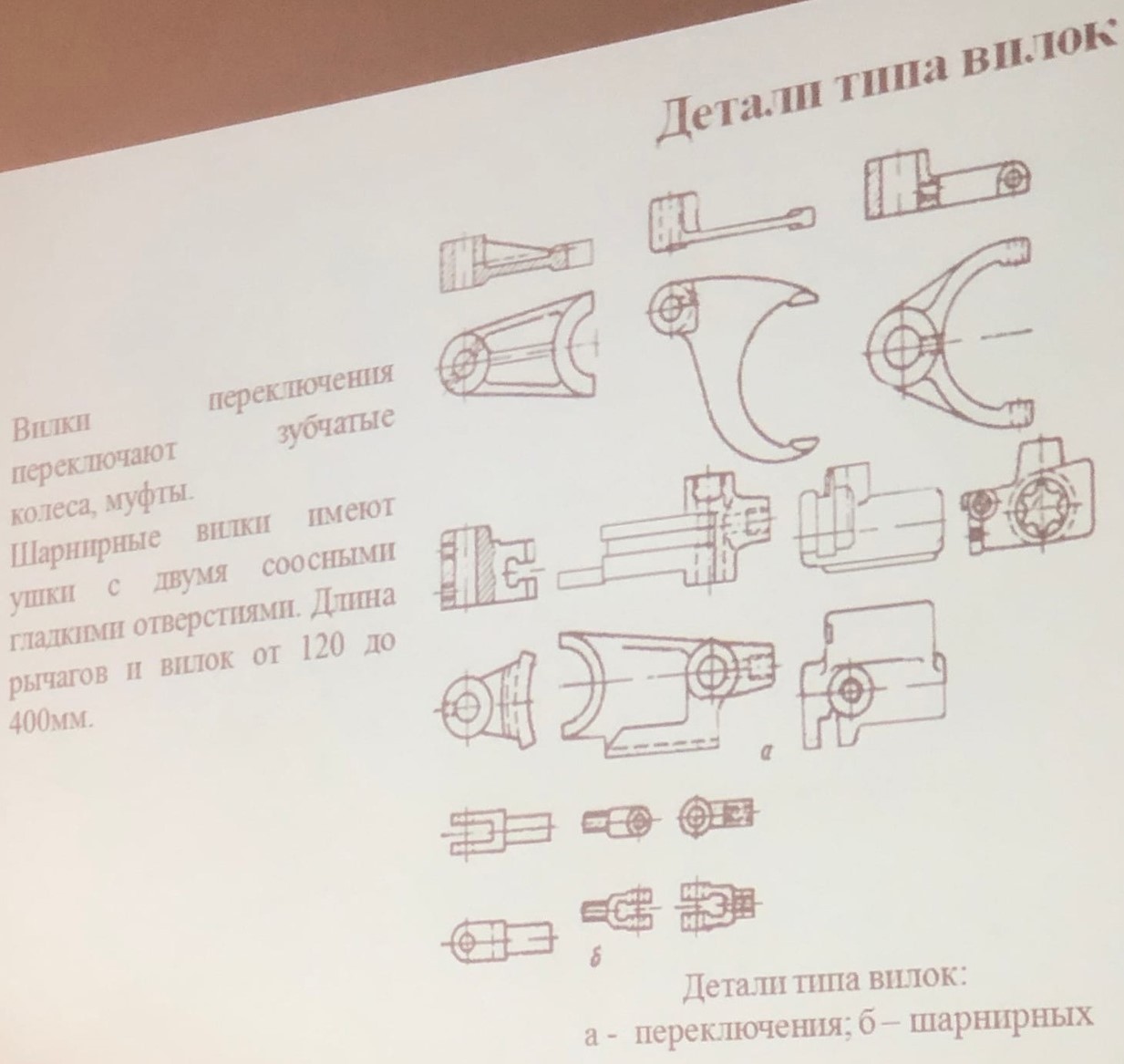 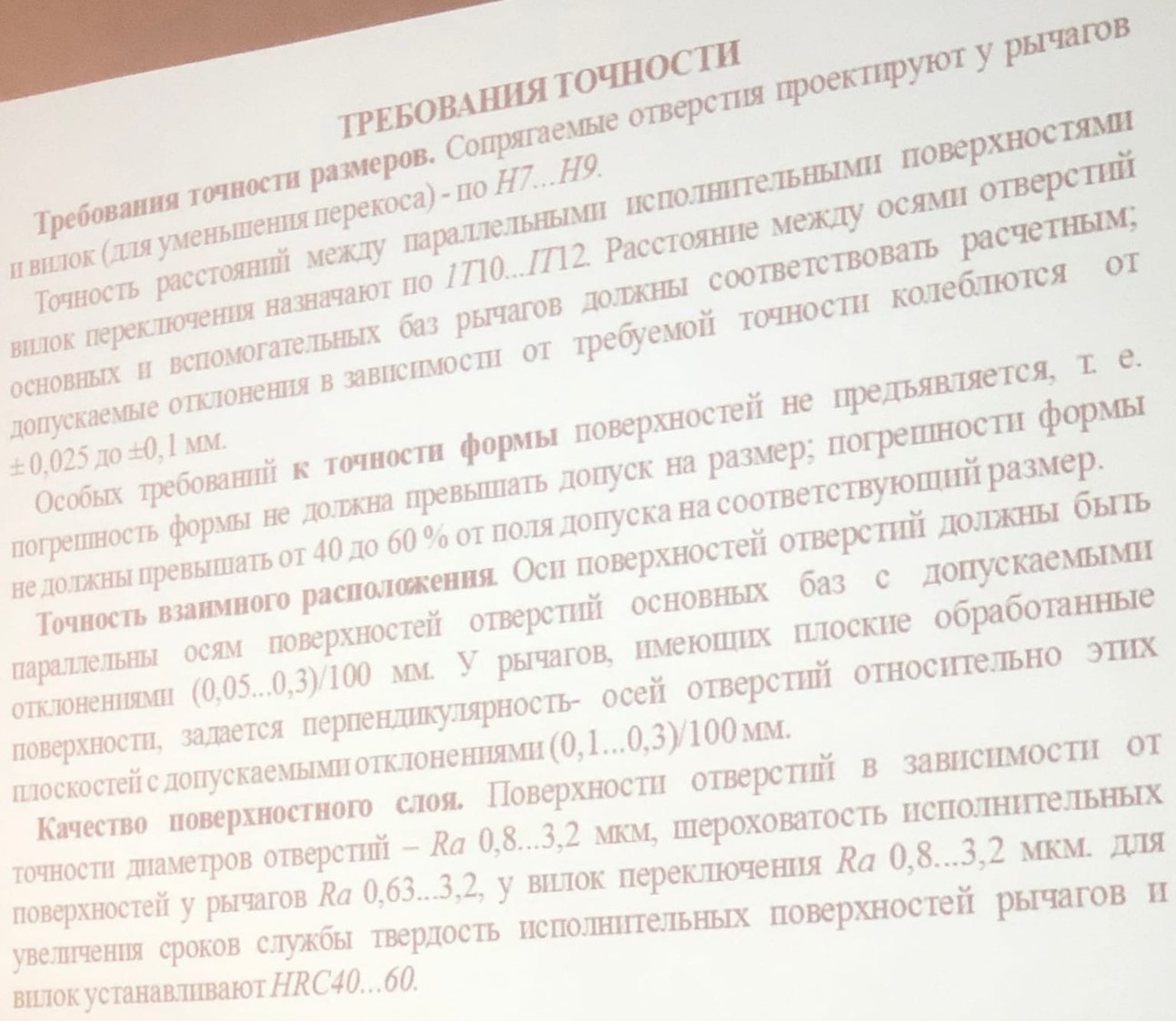  |