4 1 тех часть. 4 Технологическая часть 1 Выбор и обоснование технологической схемы
 Скачать 241.5 Kb. Скачать 241.5 Kb.
|

|
4 Технологическая часть 4.1 Выбор и обоснование технологической схемы Технологическая характеристика и особые условия технического оснащения Производство пастеризованного молока включает в себя следующие стадии: — приемку молока и оценку его качества; — очистку молока, охлаждение и резервирование; — нормализацию по содержанию жира; — подогрев и гомогенизацию; — пастеризацию молока; — охлаждение; — фасование в тару; — укупорку и маркировку тары; — складирование, хранение и транспортирование готовой продукции. Характеристика комплексов оборудования. При производстве цельного пастеризованного молока производят его очистку, нормализацию, гомогенизацию, пастеризацию, фасование. Ведущий комплекс линии состоит из подогревателей, сепараторов-сливкоотделителей, гомогенизаторов, пастеризаторов, охладителей и емкостей для хранения полуфабрикатов [5]. Завершающий комплекс оборудования линии обеспечивает фасование, упаковывание, хранение и транспортирование готовых изделий. Он содержит фасовочно-упаковочные машины и оборудование экспедиций и складов готовой продукции. МАС линия производства пастеризованного молока указано на рисунке 2 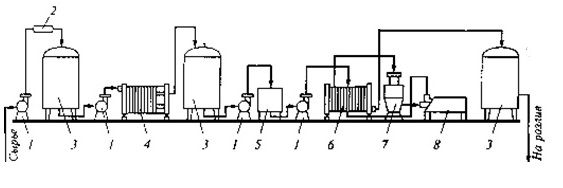 Рисунок 2. Машинно-аппаратурная схема линии производства пастеризованного молока 1 – центробежный насос, 2 – счетчик, 3 – балансированный бачок, 4 – пластинчатый теплообменник, 5 – уравнительный бачок, 6 – пластинчатый пастеризационно-охладительный установка, 7 – сепаратор, 8 – гомогенизатор. Начальные стадии технологического процесса производства пастеризованного молока выполняются при помощи комплексов оборудования для приема, охлаждения, переработки, хранения и транспортирования сырья. Для хранения принимаемого молока используют металлические емкости (танки). Молоко и продукты его переработки перекачиваются насосами. Приемку сырья осуществляют при помощи весов (молокосчетчиков), сепараторов-молокоочистителей, пластинчатых охладителей, фильтров и вспомогательного оборудования [5]. Устройство и принцип действия линии. Вначале оценивается качество молока и производится его приемка, в процессе которой молоко перекачивается центробежными насосами 1 из автомолцистерн. Для определения количества молока на заводах используют устройства для измерения массы — весы и объема—расходомеры-счетчики 2. Масса принимаемого молока может устанавливаться также за счет использования емкостей 3 с тензометрическим устройством или путем использования тарированных емкостей. Принятое молоко проходит первичную обработку, в процессе которой оно сначала очищается от механических примесей на фильтрах или сепараторах-молокоочистителях, а затем оно охлаждается до 4.. .6 °С на пластинчатых охладителях 4 и насосами 1 по трубам через уравнительный бачок 5 направляется в емкости хранения 3. Молоко с температурой не выше 10 °С допускается принимать без охлаждения. Охлажденное молоко хранится в емкостях 3 и нормализуется [6]. С помощью нормализации доводят до требований стандарта содержание в молоке жира или сухих веществ. В зависимости от жирности исходного сырья и вида вырабатываемого молока для нормализации по содержанию жира используют обезжиренное молоко или сливки, по содержанию сухих веществ — сухое обезжиренное молоко. На практике, как правило, приходится уменьшать жирность исходного молока. Нормализацию молока проводят двумя способами: в потоке или путем смешивания. Для нормализации в потоке используют сепараторы-нормализаторы, в которых непрерывная нормализация молока совмещается с очисткой его от механических примесей. Перед поступлением в сепаратор-нормализатор молоко предварительно нагревается до 40...45 °С в секции рекуперации пластинчатой пастеризационно-охладительной установки 6. На предприятиях небольшой мощности молоко обычно нормализуют смешиванием в резервуарах 3. Для этого к определенному количеству цельного молока при тщательном перемешивании добавляют нужное количество обезжиренного молока или сливок, рассчитанное по материальному балансу. При производстве белкового молока используют сухое молоко, которое предварительно растворяют в емкости 10 [6]. Для предотвращения отстоя жира и образования в упаковках сливочной пробки при производстве молока топленого, восстановленного и с повышенной массовой долей жира (3,5...6,0 %) нормализованное молоко подогревают до 40.. .45 °С и очищают на центробежных сепараторах-молокоочистителях 7 и обязательно гомогенизируют в гомогенизаторах 8 при температуре 45...63 °С и давлении 12,5... 15 МПа. Затем молоко пастеризуют при 76 °С (±2 °С) с выдержкой 15...20 с и охлаждают до 4...6 °С с использованием пластинчатых пастеризационно-охладительных установок 6. Эффективность пастеризации в таких установках достигает 99,98 % [4]. При выработке топленого молока нагрев осуществляют при температуре 95...99 °С в трубчатых или пластинчатых пастеризаторах 9. Выдержку при данной температуре или процесс топления молока проводят в закрытых емкостях 3 в течение 3.. .4 ч. После топления молоко охлаждают в пластинчатых пастеризационно-охладительных установках до температуры 4...6 °С. Затем молоко при температуре 4...6 °С поступает в промежуточную емкость 3, из которой направляется на фасование. Перед фасованием выработанный продукт проверяют на соответствие требованиям стандарта. Пастеризованное молоко выпускают в стеклянных бутылках и бумажных пакетах, мешках из полимерной пленки, а также во флягах, цистернах с термоизоляцией, контейнерах различной вместимости. Фасование молока в мелкую упаковку проводится на автоматических линиях большой производительности, состоящих из нескольких машин, соединенных между собой конвейерами. Линии по фасованию молока в стеклянные бутылки имеют производительность от 2000 до 36 000 бутылок в час. Заполнение молоком по уровню осуществляется с помощью фасовочной машины карусельного типа, укупоривание бутылок алюминиевыми колпачками производится на укупорочной машине. Затем бутылки автоматически укладываются в ящики. Все шире используется для фасования пастеризованного молока тара разового потребления — полиэтиленовые мешки, бумажные пакеты. Такая тара значительно легче, компактнее, исключает сложный процесс мойки, гигиеничнее, удобнее для потребителя и транспортирования, требует меньших производственных площадей, трудовых и энергетических затрат. Бумажные пакеты имеют форму тетраэдра (тетра-пак), снаружи покрыты парафином, внутри — полиэтиленом: формы бруска (брик-пак) с двусторонним покрытием полиэтиленом и применением аппликаторной ленты, что обеспечивает большую прочность швов по сравнению с пакетами тетра-пак. В пакеты тетра-пак молоко фасуют на машинах, которые из движущейся и стерилизуемой (бактерицидной лампой) бумажной ленты сваривают рукав, заполняемый молоком. Через определенные промежутки времени зажимы с нагревателями пережимают рукав, образуя гирлянду пакетов с молоком, которые разрезают и ставят в корзину. Для фасования молока во фляги применяют машины, работающие по принципу объемного дозирования. Цистерны наполняют молоком до специальных меток или с помощью молокосчетчиков [7]. Тару, в которой выпускают пастеризованное молоко, обязательно пломбируют и маркируют. На алюминиевых капсулах тиснением, на пакетах, этикетках и бирках для фляг и цистерн несмывающейся краской наносят маркировку: наименование предприятия-изготовителя, полное наименование продукта, объем в литрах (на пакетах), число или день конечного срока реализации, номер ГОСТа. Хранят пастеризованное молоко при температуре 0.. .8 °С в течение 36 ч с момента окончания технологического процесса. Фасованное молоко должно иметь температуру не выше 7 °С и может быть сразу, без дополнительного охлаждения, передано в реализацию или направлено на временное хранение сроком не более 18 ч в холодильные камеры с температурой не выше 8°С и влажностью 85...90 % [7]. Технологический процесс производства сметаны Резервуарный способ состоит из следующих операций: · приемка и подготовка сырья; · нормализация сливок; · гомогенизация, пастеризация и охлаждение сливок; · заквашивание и сквашивание сливок; · перемешивание сквашенных сливок; · упаковка, маркировка; · охлаждение и созревание. МАС линия производства сметаны приведена на рисунке 3 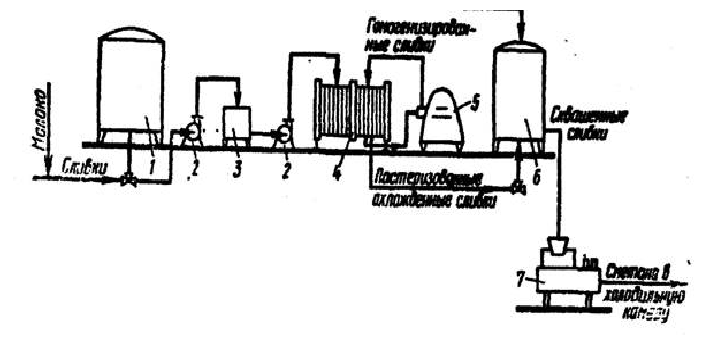 Рисунок 3. Схема технологической линии производства сметаны резервуарным способом 1 – емкость для нормализации сливок, 2 – насос для сливок, 3 – балансированный бачок, 4 – пастеризационно-охладительная установка, 5 – гомогенизатор, 6 – емкость для сквашивания сливок, 7 – фасовочный автомат. Приемка и подготовка сырья Молоко и другое сырье (молоко сухое) принимают по массе и качеству, установленному лабораторией предприятия, а также на основании сертификационных документов поставщиков. Сухие закваски, бактериальные концентраты принимают согласно удостоверению качества и безопасности и сертификату соответствия по количеству, массе, внешнему виду и маркировке [7]. С целью улучшения качества продукта рекомендуется отбирать молоко коровье с общей бактериальной обсемененностью не более 5∙105 КОЕ/см3, с содержанием соматических клеток не более 5∙105 в 1см3, не ниже второго класса по пробе на брожение, термоустойчивостью по алкогольной пробе не ниже второго класса, массовой долей белка не менее 2,8%, кислотностью не более 20Т. Принятое коровье молоко очищают от механических примесей на центробежных молокоочистителях или пропускают через фильтр. Затем молоко направляют на переработку или охлаждают до температуры (4±2)С и хранят в резервуарах промежуточного хранения. Хранение молока, до переработки охлажденного до температуры 4 С, не должно превышать 12 ч; охлажденного до температуры 6 С – 6 ч. Молоко с повышенной бакобсемененностью (более 5∙105 КОЕ/см3) длительно хранить до переработки не рекомендуется. Молоко сепарируют, соблюдая правила, предусмотренные технической инструкцией по эксплуатации сепараторов [8]. Нормализация сливок Сливки, полученные при сепарировании молока, нормализуют по массовым долям жира и белка молоком, более жирными сливками, сухим молоком. Нормализацию сливок осуществляют с таким расчетом, чтобы массовые доли жира (м.д.ж.) и белка в готовом продукте были не менее, предусмотренных государственным стандартом. Рецептуры на сметану с учетом физико-химических показателей применяемого сырья рассчитывают так, чтобы массовые доли жира и белка в готовом продукте были не менее предусмотренных государственным стандартом. Для улучшения консистенции сметаны допускается использовать молоко сухое цельное или обезжиренное в массе до 40 кг на 1 тонну продукта с целью увеличения массовой доли белка в сливках [8]. В емкость с обогреваемой рубашкой и мешалкой вносят часть нормализованных по массовой доле жира сливок или молока (натурального, обезжиренного), предназначенного к введению в смесь, при температуре 40-45С и постепенно при перемешивании добавляют сухое молоко. Смесь интенсивно перемешивают до полного растворения внесенного компонента, не допуская ее вспенивания. Для более быстрого и полного растворения сухого молока рекомендуется применять циркуляцию смеси с помощью насоса, эмульсора, роторно-пульсационного аппарата, диспергатора или др. специальное оборудование. Растворение считается законченным, если полученный раствор однороден и на поверхности отсутствуют частицы сухого продукта. Нормализованные сливки фильтруют для освобождения от нерастворившихся частиц сухого молока и механических примесей. Гомогенизация, пастеризация и охлаждение сливок Гомогенизация воздействует как на жировую, так и на белковую фазы сливок. При гомогенизации происходит дробление жировых шариков, увеличивается их количество, повышается стойкость жировой эмульсии. Стабильность белков при гомогенизации снижается, изменяются структура и форма белковых частиц, наблюдается их агрегация. Эффективность гомогенизации зависит главным образом от применяемых давления и температуры, а также от содержания жира в продукте. Оптимальные режимы гомогенизации сливок неодинаковы для разных видов сметаны. Чем выше жирность вырабатываемой сметаны, тем меньше величина применяемого давления гомогенизации сливок. Используется одно- и двухступенчатая гомогенизация сливок. При использовании двухступенчатой гомогенизации сливок продукт получается с однородной, более устойчивой к температурным и механическим воздействиям консистенцией, обладает большей забеливающей способностью, чем сметана из сливок, подвергавшихся одноступенчатой гомогенизации. Однако при производстве некоторых видов низкожирной сметаны (массовая доля жира 10%, 15% и др.) не применяют двухступенчатую гомогенизацию сливок, т.к. она не всегда может обеспечить желаемую, достаточно густую консистенцию готового продукта. При выборе режима гомогенизации сливок учитывают качество и свойства сырья, а также сезон. Давление гомогенизации снижают при переработке несвежих сливок с низкой термоустойчивостью белков, а также сливок, получаемых в осеннее-зимний период, когда в составе жира больше тугоплавких глицеридов, а сливки содержат больше сухих веществ [9]. Процесс гомогенизации можно осуществлять как перед пастеризацией сливок, так и после нее. Последовательность этих операций зависит от целей и задач, которые ставят при выработке продукта. Когда стремятся обеспечить необходимую однородную (без крупинок) консистенцию сметаны, гомогенизацию проводят после пастеризации сливок при 70 °С. Нормализованные сливки гомогенизируют перед пастеризацией при температуре 60-85 С. Сливки с пониженной термоустойчивостью допускается гомогенизировать сразу после пастеризации при температуре не ниже 70 С. В зависимости от массовой доли жира в сливках гомогенизацию проводят при следующих режимах: для сметаны с м.д.ж. от 10 до 15% – при давлении 12–15МПа; для сметаны с м.д.ж. от 17 до 22% – при давлении 9–12 МПа; для сметаны с м.д.ж. от 17 до 22% – при давлении 9–12 МПа; для сметаны с м.д.ж. от 25 до 32% – при давлении 8–11 МПа; для сметаны с м.д.ж. от 34 до 40% – при давлении 7–10 МПа. При использовании двухступенчатой гомогенизации: для сметаны с м.д.ж. от 20 до 25% – давление на I-й ступени 8–12 МПа, на II-й – 5–6 МПа; для сметаны с м.д.ж. от 28 до 32% -8-10 и 3–5 МПа, соответственно. Гомогенизированные сливки пастеризуют при температуре (86±2) С с выдержкой 2–10 мин или при температуре (94±2) С с выдержкой 20 с. Продолжительность выдержки может быть увеличена с учетом термоустойчивости сырья. Пастеризация сливок проводится не только для максимального уничтожения посторонней микрофлоры, инактивации ферментов, но и для обеспечения необходимой консистенции и вкуса сметаны, повышения ее стойкости при хранении. Для сохранения образовавшихся при пастеризации ароматических веществ и уменьшения степени разрушения витаминов сливки следует пастеризовать и выдерживать в закрытой системе. Режим пастеризации выбирают в зависимости от качества перерабатываемого сырья или вида сметаны [9]. При переработке сливок низкого качества с посторонними привкусами, с большой бактериальной обсемененностью используют более высокие температуры пастеризации (94±2) °С. При переработке несвежих сливок с недостаточной термоустойчивостью белков следует ограничиваться более низкими температурами пастеризации (85±1) °С. При необходимости увеличивают выдержку в целях обеспечения надлежащего бактерицидного эффекта. Эффективность пастеризации должна быть не ниже 99,9% [10]. Сливки с абсорбированными посторонними и кормовыми привкусами рекомендуется обрабатывать в вакуум-дезодорационных установках. Пастеризованные гомогенизированные сливки охлаждают до температуры заквашивания и направляют в резервуар для сквашивания и немедленно заквашивают. Хранение пастеризованных сливок при температуре сквашивания без закваски не допускается. Допускается выработка сметаны с м.д.ж. от 20 до 40% из пастеризованных негомогенизированных сливок. В этом случае сливки рекомендуется подвергать физическому созреванию. При этом происходит массовая кристаллизация жира с образованием смешанных кристаллов. Большая часть жира, отвердевшего при физическом созревании, сохраняется во время сквашивания сливок и участвует в формировании структуры сгустка. Сливки, подвергнутые низкотемпературной обработке, осторожно (при перепаде температур греющей воды и сливок 3–4 °С) нагреваются до температуры заквашивания не выше 30 °С, во избежание расплавления отвердевшего жира. Заквашивание и сквашивание сливок Вкус и запах, а также консистенция сметаны во многом зависят от условий сквашивания сливок, состава и свойств применяемых заквасок. Процесс заквашивания и сквашивания сливок осуществляют в резервуарах, имеющих охлаждающие рубашки и мешалки, рассчитанные на перемешивание продуктов повышенной вязкости [11]. При производстве сметаны используют многоштаммовые закваски, состоящие из кислотообразующих и ароматобразующих культур мезофильных молочнокислых стрептококков. При выработке некоторых видов сметаны (10% жирности, 15% жирности, ацидофильной и др.) применяют комбинированные закваски, в состав которых входят культуры мезофильных и термофильных стрептококков или культуры ароматобразующих стрептококков и ацидофильной палочки. Чистые культуры молочнокислых бактерий поступают на предприятия в виде сухих или жидких заквасок, сухого бактериального концентрата из специальных лабораторий. На заводах закваски готовят на цельном или обезжиренном молоке высокого качества. Свойства применяемой закваски в значительной степени предопределяют органолептические и стуктурно-механические показатели сметаны. Закваски, обладающие вязкими свойствами, позволяют улучшить консистенцию и свойства сметаны, что особенно важно при получении низкожирных видов продукта. При использовании таких заквасок сметана получается с умеренно вязкой, более однородной и устойчивой к механическим воздействиям консистенцией, с большей влагоудерживающей способностью. Перед использованием закваска тщательно перемешивается. Сливки, подвергавшиеся физическому созреванию, заквашивают закваской (бакконцентратом) лактококков при температуре (24±2) С. Перед внесением в сливки закваску тщательно перемешивают до однородной консистенции. Закваску подают в сливки самотеком или насосом любой марки одновременно с подачей смеси (в потоке), спустя некоторое время от начала наполнения резервуара или сразу же после наполнения резервуара смесью при включенной мешалке. Заквашенные сливки перемешивают в течение 10–15 мин и оставляют в покое для сквашивания. Допускается производить повторное перемешивание через 1–1,5 ч после заквашивания, после чего сливки оставляют в покое для сквашивания [12]. При сквашивании сливок в результате жизнедеятельности микрофлоры заквасок образуется не только молочная кислота, но и ароматические вещества (диацетил, ацетоин, летучие жирные кислоты, спирты, эфиры). Эти соединения в значительной степени определяют специфический вкус и запах сметаны. Большое значение для формирования определенных органолептических свойств сметаны имеют условия сквашивания, и прежде всего, температура. Сквашивание сливок проводят до образования сгустка и достижения кислотности: не менее 65 Т – для сметаны с м.д.ж. от 10 до 17%, не менее 60 Т – для сметаны с м.д.ж. от 19 до 22%, не менее 55 оТ – для сметаны с м.д.ж. от 25 до 28%, не менее 50 оТ – для сметаны с м.д.ж. от 30 до 40%. Длительность процесса сквашивания сливок не должна превышать 10 ч при температуре сквашивания 28–34 С, 12 ч при температуре сквашивания 22–26 С и 6 ч при температуре сквашивания 38–40 С. Сквашивание сливок при температуре выше 30 °С приводит к образованию более грубой структуры сгустка, получению сметаны с недостаточно выраженным ароматом, меньшей способностью к восстановлению консистенции после перемешивания и перекачивания, к усилению выделения сыворотки. Кроме того, повышенные температуры сквашивания способствуют развитию посторонних микроорганизмов (термоустойчивых молочнокислых палочек, излишнему нарастанию кислотности) [13]. Понижение температуры сквашивания сливок (18–19 °С) тормозит развитие молочнокислого процесса, приводит к образованию слабого, дряблого сгустка и получению сметаны с недостаточно густой консистенцией, невыраженным вкусом или посторонними привкусами. При выработке сметаны (10-, 15% жирности и др.) с применением комбинированной (смешанной) закваски, в которую входят мезофильные и термофильные культуры молочнокислых стрептококков, сливки сквашивают при 28–32 °С. При такой температуре активно развивается как мезофильная, так и термофильная микрофлора, ускоряется процесс сквашивания. Сливки являются менее благоприятной средой для развития молочнокислой микрофлоры, чем молоко, вследствие повышенного содержания жира, уменьшения количества плазмы и доступных питательных веществ. Поэтому процесс сквашивания сливок более длительный, чем процесс сквашивания молока. Продолжительность сквашивания зависит также от физиологических особенностей культур, входящих в состав заквасок. При использовании закваски, в состав которой входят мезофильные молочнокислые бактерии, продолжительность сквашивания при (27±1) °С составляет до 10 ч. Нарастание кислотности и образование сгустка происходят быстрее при использовании комбинированной (смешанной) закваски, состоящей из мезофильных и термофильных молочнокислых стрептококков. В этом случае продолжительность сквашивания сливок при (30±2) °С составляет 7–10 ч. Окончание сквашивания сливок устанавливают по кислотности и плотности образовавшегося сгустка. Для разных видов сметаны кислотность в конце сквашивания сливок неодинакова. Процесс сквашивания сливок можно регулировать путем изменения температуры и продолжительности сквашивания, количества вносимой закваски, путем использования закваски разной активности, а также путем применения не одновременного заквашивания сливок во всех емкостях (при наличии нескольких), а последовательного, с учетом времени фасования продукта из каждой емкости после сквашивания [13]. Перемешивание сквашенных сливок Перемешивание производится в целях достижения однородности состава и консистенции продукта. Продолжительность перемешивания сгустка сквашенных сливок должна быть минимальной (3–15 мин). Она зависит от вязкости сгустка, отстоя жира при сквашивании и др. Перемешивание сгустка следует осуществлять не слишком интенсивно (около 20 оборотов мешалки в минуту). Последующие перемешивания сквашенных сливок проводят вовремя фасования в течение 3–6 мин каждый час. Допускается частичное охлаждение сквашенных сливок до температуры 16–18 С путем подачи в рубашку резервуара ледяной воды и перемешивания сгустка через каждые 30–60 мин в течение от 3 до 5 мин [14]. Упаковка и маркировка Сметану фасуют в потребительскую тару, разрешенную к применению учреждениями Госсанэпидслужбы для контакта с молочными продуктами. Упакованную сметану направляют на охлаждение и созревание в холодильную камеру. Охлаждение и созревание Упакованную сметану охлаждают в холодильных камерах до температуры (4±2) С. Одновременно с охлаждением происходит процесс созревания, в течение которого продукт приобретает оптимальную кислотность, накапливаются ароматические вещества и происходят процессы структурообразования, приводящие к более густой консистенцию. Во время охлаждения и созревания продукт не должен подвергаться механическому воздействию (переворачиванию, встряхиванию, упаковке и т.п.) [15]. Длительность охлаждения и созревания упакованной сметаны не должна превышать 12 ч. После охлаждения и созревания технологический процесс считается законченным и продукт готов к реализации. Технологический процесс производства пастеризованных сливок состоит из следующих операций:
МАС линия производства пастеризованных сливок приведена на рисунке 4  Рисунок 4. Схема технологической линии производства пастеризованных сливок 1, 9 — емкости для хранения молока и сливок; 2, 4 — насосы; 3 — уравнительный бачок; 5, 8 — пластинчатые пастеризационно-охладительные установки для молока и сливок; 6 — сепаратор; 7 —гомогенизатор Первые две операции связаны с приемкой и сепарированием молока, очисткой сливок фильтрованием подготовкой к нормализации. Сухие сливки восстанавливают в воде температурой 38-45°С, фильтруют и вводят в общую смесь. Пластические сливки разрезают на куски не более 0,5 кг и плавят [15]. Нормализацию сливок проводят в двух случаях: -если массовая доля жира в сливках выше нормируемой величины, то добавляют цельное или обезжиренное молоко; -если массовая доля жира в сливках ниже нормируемой величины, то добавляют сливки с более высоким содержанием жира. Сливки гомогенизируют при давлении 5–10 МПа и температуре 60-80. Затем их пастеризуют: сливки с массовой долей жира 10% - при 80 °С; 20 и 30% при 85 °С с выдержкой 15-20 с. Пастеризованные сливки охлаждают до температуры не выше 6 °С и направляют на розлив и упаковывание. Хранят сливки не более 24 ч при температуре 3-6°С. Молоко должно быть цельным, свежим и полученным от здоровых коров, иметь чистый, сладковатый вкус и запах, свойственный свежему молоку. Цвет от белого до светло-кремового, без каких-либо цветных пятен и оттенков. По консистенции это однородная жидкость без сгустков белка и комочков жира, без осадка, плотностью не ниже 1027 кг/м3. Не подлежит приемке молока в первые 7 дней после отела и старо дойное молоко за 10-15 дней перед запуском коровы. Не допускается в молоке резко выраженных кормовых привкусов, а также молоко со стойким запахом химикатов и нефтепродуктов с добавлением нейтрализующих веществ, с остаточным содержанием химических средств защиты растений и животных, а также антибиотиков, с прогорклым, затхлым привкусом, тягучей консистенции. Молоко подразделяется по сортам. В качественную оценку молока при приемке на заводе входит определение степени чистоты по эталону, бактериальной обсемененности, титруемой кислотности. Для определения степени чистоты по эталону применяют приборы разнообразной конструкции. По содержанию механических примесей молоко в соответствии с эталоном, предусмотренным ГОСТом, разделяют на три группы: в молоке 1 группы на фильтре отсутствуют частицы механических примесей, 2 - на фильтре обнаруживаются отдельный частицы3 - на фильтре имеется заметный осадок частиц механических примесей. Бактериальную обсемененность молока определяют по редуктазной пробе и относят молоко к одному из 4 классов. Расчеты за сданное молоко проводятся по базисной жирности и содержанию белка соответствующим средним нормам для данного сырья. При приемке проводят также контроль молока на санитарно-биологическое состояние (раз в декаду), на механическую загрязненность, на бактериологическую обсемененность. Технологический процесс состоит из следующих операций: приемка, очистка, сепарирование, нормализация (периодическим способом или сепаратором - нормализатором), гомогенизация, пастеризация, охлаждение, фасование, упаковывание и хранение [16]. Принятое цельное молоко подвергается подогреву до 40 - 45 0С и очистке на сепараторах молокоочистителях. Затем молоко нормализуется путем отделения сливок на сепараторах-нормализаторах или путем разделения цельного молока на обезжиренное и сливки в сепараторах-сливкоотделителях с последующим смешением их в нужной пропорции. После этого молоко подогревается до 45…550С и гомогенизируется при давлении 10-15 МПа. Нормализованное и гомогенизированное молоко пастеризуется при 76 0С с выдержкой 15-20 с. Затем молоко охлаждается до 4-6 0С. Охлажденное молоко разливается и упаковывается в стеклянную, бумажную или полимерную тару. В отличии от бутылок пакеты используются однократно. При этом исключатся сложный процесс мойки, сокращаются необходимый площади, численность обслуживающего персонала, расход энергии, моющих средств и воды, улучшаются санитарные условия производства. Полимерная тара значительно легче бутылок и поэтому удобна для потребителя и транспортировки. Срок хранения герметично упакованного пастеризованного молока при температуре 4±20С составляет 3 суток.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||