устройство МНЛЗ. 44. Оборудование и устройство мнлз
 Скачать 5.82 Mb. Скачать 5.82 Mb.
|

 Рисунок 4 — Непрерывная роликовая проводка 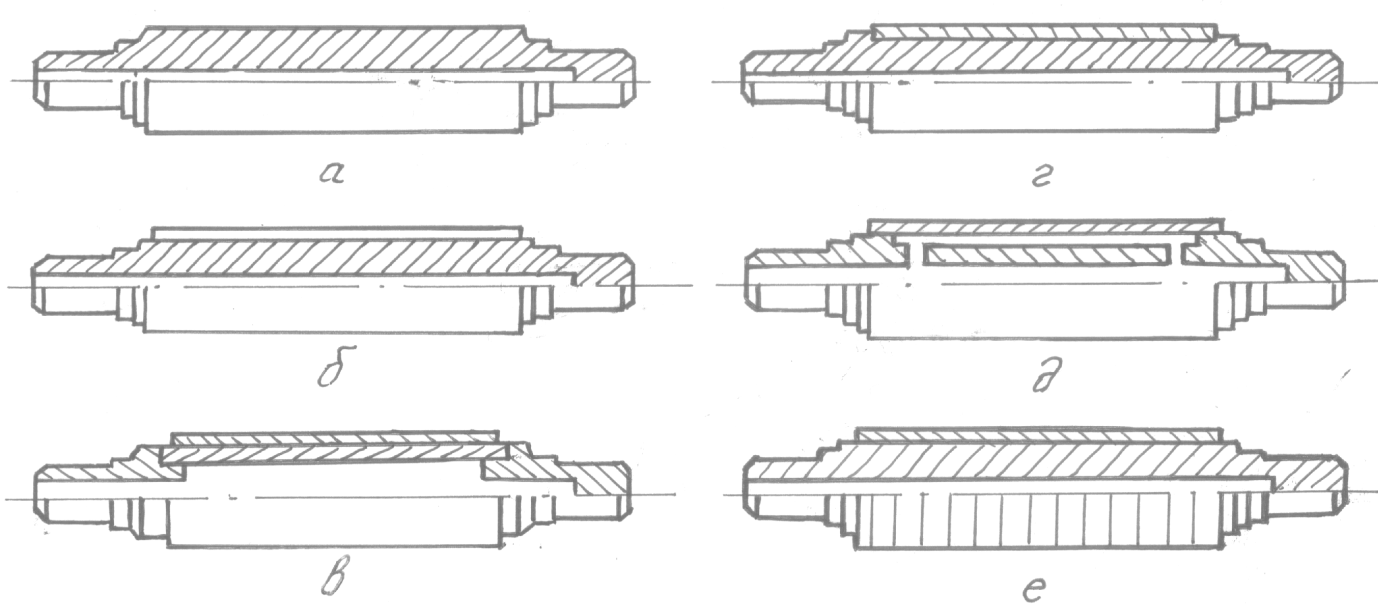 а - монолитная; б - монолитная с наплавленным рабочим слоем; в – с бочкой из биметаллической трубы; г - с неохлаждаемым бондажем; д - с охлаждаемым бондажем; е - с узким неохлаждаемым бондажем Рисунок 5 — Конструкция роликов Приводная роликовая проводка устанавливается ниже неприводной и предназначена для предупреждения выпучивания слитка, перемещая его вдоль технологической оси машины и выпрямления. Секция, как правило, состоит из двух частей: нижней базовой водоохлаждаемой рамы, в которой закреплены в подшипниковых узлах нижние ролики, и верхней, выдвижной, с верхними роликами (рис. 6). Перемещением верхней рамы вверх или вниз обеспечивается отливка слитков различного сечения, а также при необходимости – возможность пропуска заложенного слитка или его участков, не поддающихся правке, без опасения поломки роликов. Перемещение рамы обычно производится электромеханическими или гидравлическими устройствами, закрепленными на боковых стенках нижней рамы. Усилие прижима, передаваемое роликами на слиток, должно быть равно или несколько превышать (10…15%) ферростатическое давление жидкой фазы слитка на ролики и обеспечивается с помощью гидравлических или пружинных устройств, расположенных на верхней раме. Для предотвращения большей деформации слитка от давления роликов между верхней и нижней рамами устанавливаются специальные упоры. 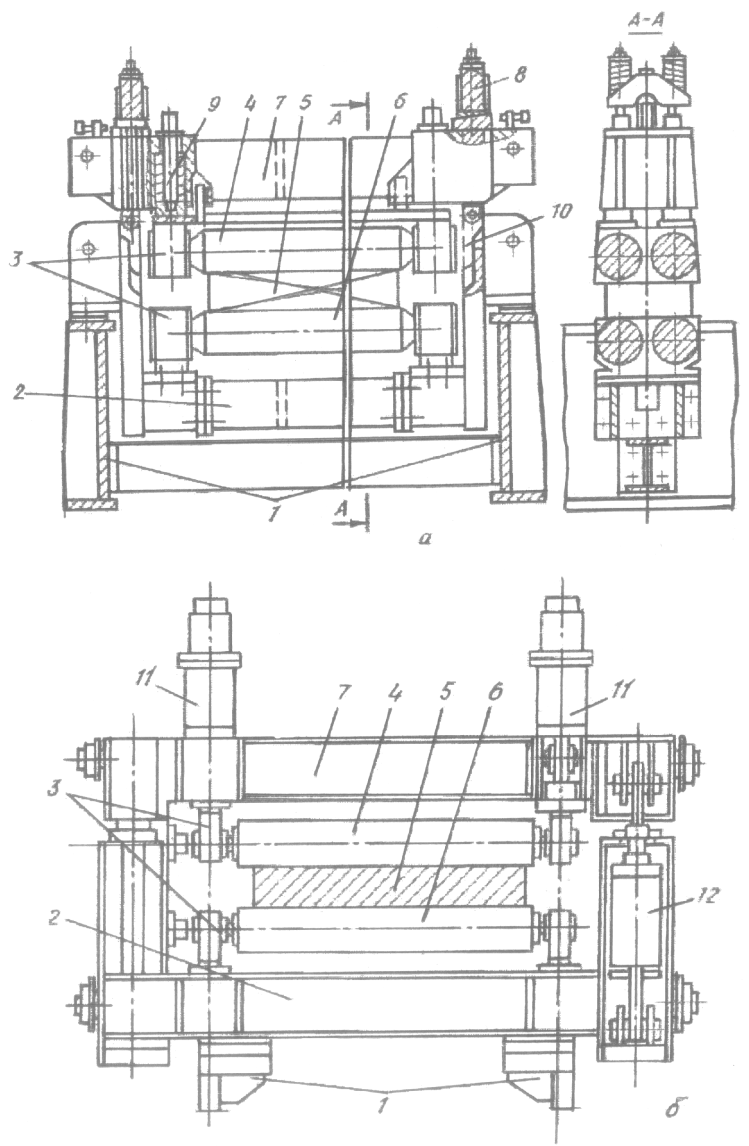 1- фундаментные балки; 2 - нижняя базовая рама; 3 – подшипниковые узлы; 4,6 - нижние и верхние ролики соответственно; 5 - слиток; 7 – под- вижная рама; 8,9 - пружинные компенсаторы рамы и роликов соответст- венно; 10 – регулируемый упор; 11 - цилиндр прижима верхнего ролика; 12 - цилиндры фиксации раствора между роликами Рисунок 6 — Конструкция роликовой секции с пружинными (а) и гидравлическими (б) компенсаторами Верхняя секция с десятью роликами радиальной МНЛЗ Новолипецкого металлургического комбината показана на рисунке 7. 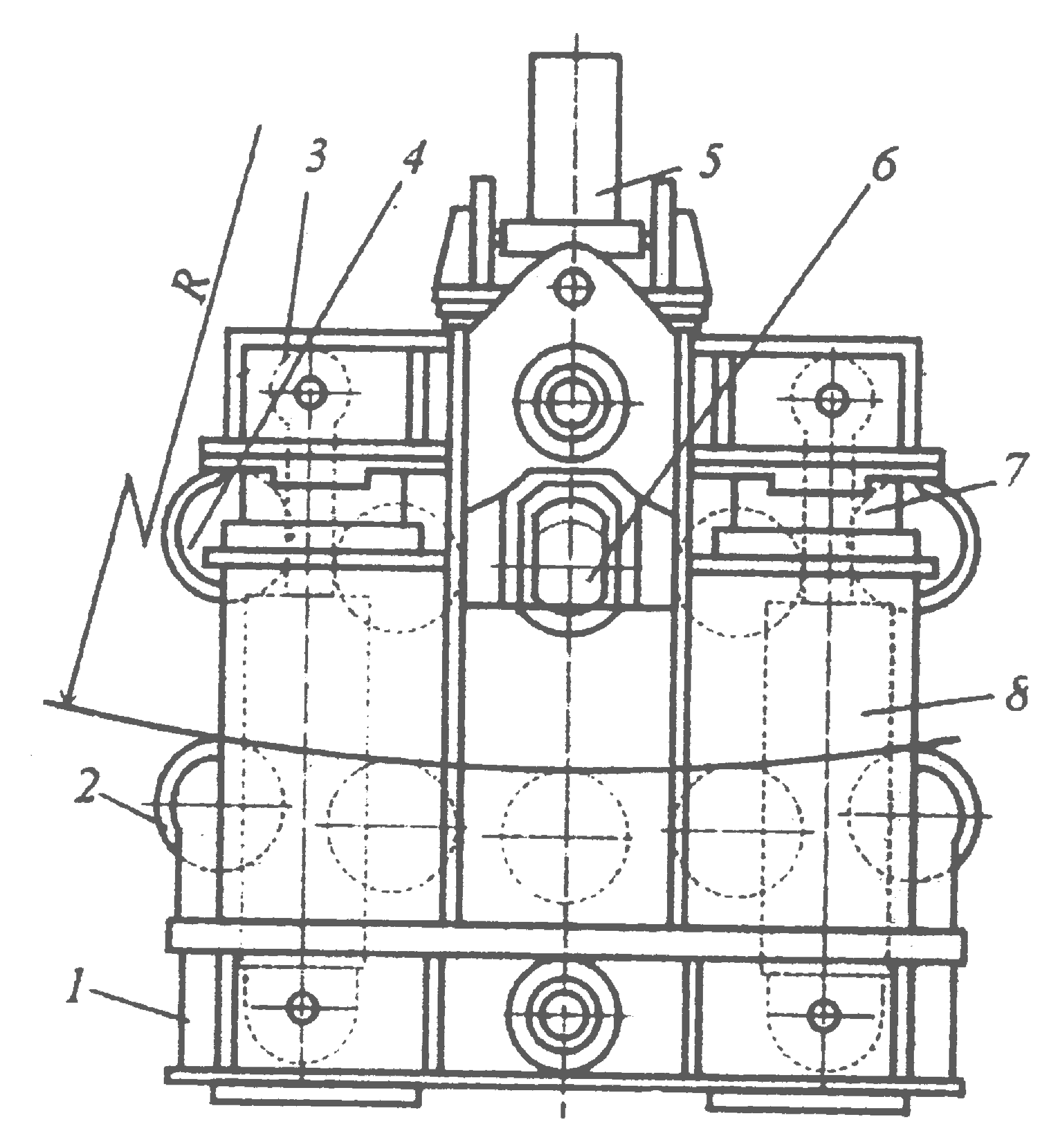 Рисунок 7 — Верхняя секция приводной роликовой проводки радиальной машины Секция состоит из неподвижной сварной рамы 1 с закреплёнными на ней подшипниковыми корпусами пяти неприводных роликов 2. В подвижной раме 3 установлены корпуса четырёх неприводных роликов 4 и два гидроцилиндра 5, штоки которых шарнирно соединены с корпусами подшипников приводного ролика 6. Подвижная рама смонтирована в направляющих неподвижной рамы и прижимается к её стойкам через распорные элементы 7 четырьмя гидроцилиндрами 8. На рисунке 8 показана шестироликовая секция конструкции УЗТМ, устанавливаемая на радиальных и криволинейных участках приводных проводок. Секция состоит из литой рамы 9 с установленными на ней тремя нижними роликами 10, подвижной траверсы 7 с тремя верхними роликами 11, механизма вертикального перемещения верхних роликов с двумя поступательно движущимися винтами, пружинных устройств с пакетами больших 5 и малых 6 тарельчатых пружин и двух приводов нижних роликов (на рисунке не показаны). Рама установлена на литьё фундаментной балки 1, траверса свободно опирается на хвостовики 4 двухходовых винтов. Опоры роликов снабжены двухрядными сферическими роликоподшипниками 3 [12]. 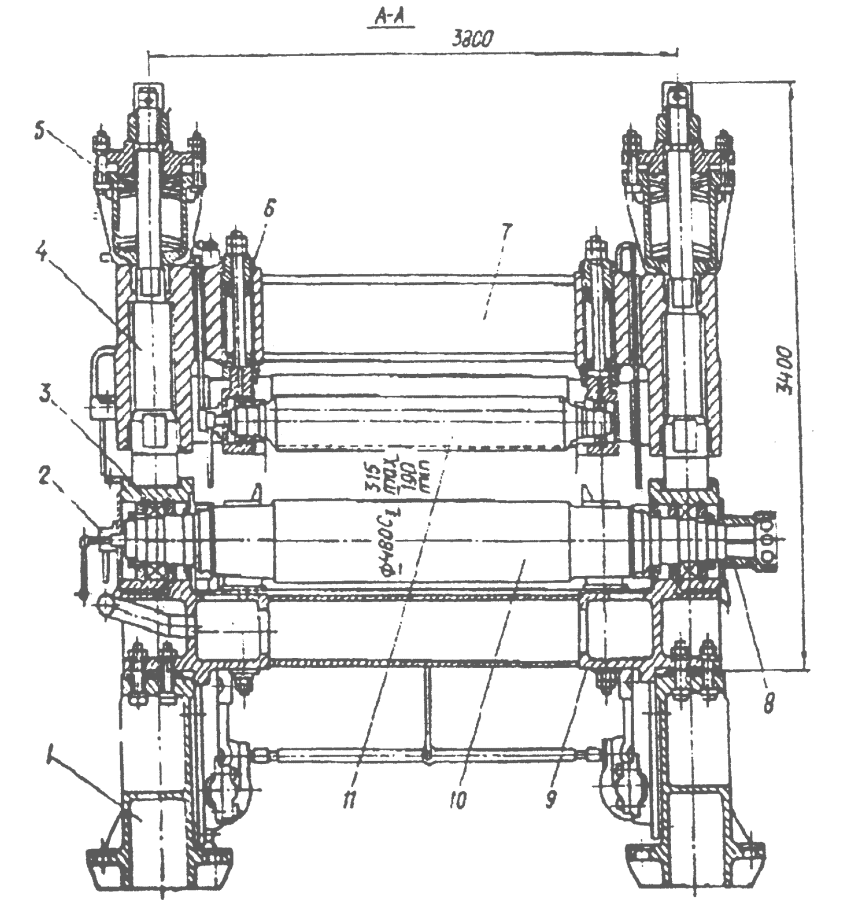 Рисунок 8 — Приводная шестироликовая проводка 2 Конструкции поддерживающих устройств блюмовых и сортовых машин При отливке слитков с размерами грани <200 мм система поддерживающих устройств отсутствует. На МНЛЗ при отливке слитка с размером грани >200 мм опорные элементы устанавливаются на длину l, которая может быть найдена из эмпирического выражения: l = (108+3,2а) n0,2, (1) где a – толщина слитка, см; n – отношение узкой стороны слитка к широкой (a/b). По своей конструкции система поддерживающих устройств представляет собой одну-две секции с роликовыми проводками. Все ролики неприводные и располагаются равномерно по всем четырем граням слитка. Так же, как и в слябовых МНЛЗ ролики, находящиеся в секции, расположенной непосредственно под кристаллизатором, имеют небольшой диаметр (140 мм) и охлаждаются форсунками одновременно со слитком. Поверхность может быть гладкой или ребристой. Все ролики жестко крепятся в водоохлаждаемой П-образной раме в подшипниковых узлах скольжения. Рама устанавливается на металлическом каркасе механизма качания с помощью клиньев. На сортовых машинах по всей длине ЗВО, располагаются роликовые направляющие, назначение которых придать определенное направление слитку при возникновении его температурных поводок, а также при введении затравки. Роликовые направляющие для удобства эксплуатации машин объединяются также, как и на слябовых МНЛЗ в секции, которые представляют собой водоохлаждаемые сварные рамы, установленные на опорах. С целью компенсации тепловых расширений одна опора – фиксирован- ная, другая – плавающая. 3 Охлаждение слитка в зоне вторичного охлаждения МНЛЗ Режим охлаждения слитка в ЗВО должен обеспечить минимальную продолжительность полного затвердевания непрерывного слитка и отсутствие поверхностных и внутренних дефектов. К системе вторичного охлаждения и охлаждению непрерывнолитого слитка предъявляются следующие требования: 1. Монотонное снижение температуры поверхности заготовки до полного затвердевания слитка; 2. На всем протяжении ЗВО температура поверхности слитка должна находиться в области температур пластической деформации данной стали; 3. Равномерное распределение температуры по поверхности слитка; 4. Возможность регулирования интенсивности охлаждения и протяженности зоны вторичного водяного охлаждения в зависимости от марок разливаемой стали, скорости разливки и глубины жидкой фазы; 5. Надежность работы системы в течение длительного времени. Интенсивность охлаждения непрерывнолитого слитка в ЗВО необходимо поддерживать на таком уровне, чтобы при заданной производительности МНЛЗ полное затвердевание завершилось в конце зоны, но при этом температура поверхности слитка не снижалась ниже 800 0С, и слиток был бы свободен от поверхностных и внутренних трещин. Следует учитывать, что увеличение интенсивности охлаждения в ЗВО не приводит к заметному ускорению затвердевания слитка, а способствует лишь только переохлаждению поверхности и возникновению различных дефектов. Режим вторичного охлаждения определяется маркой стали, профилем и размерами слитка, скоростью разливки. Стали, обладающие значительной прочностью при температурах, близких к температуре затвердевания, и не претерпевающие фазовых превращений при снижении температуры, охлаждаются с максимальной интенсивностью. Стали более сложные по составу, имеющие фазовые превращения, охлаждаются менее интенсивно. Интенсивность охлаждения характеризуется удельным расходом воды в ЗВО и температурными условиями конца процесса затвердевания. При высокой интенсивности охлаждения расход воды колеблется в пределах 0,8…1,0 м3/т, а температура поверхности слитка в конце затвердевания 800…850 0С. При низкой интенсивности расход воды составляет 0,2…0,5 м3/т, а температура поверхности соответственно 1000…1050 0С. Водяное охлаждение в настоящее время на большинстве современных МНЛЗ применяется в виде роликофорсуночной системы охлаждения, при которой вода в виде распыленного факела подается в зазоры между роликами на поверхность слитка. Распыляется вода специальными форсунками, получившими название механических, не требующими дополнительного подвода энергоносителей в виде пара или воздуха для дробления жидкости. Вода, подаваемая под давлением 0,25…0,35 МПа, проходя через сопла определенной конфигурации (рис. 9), самостоятельно дробится за счет перепада давлений на капли размером 0,2…1,0 мм и в виде факела плоской, овальной или округлой формы попадает на охлаждаемую поверхность. Необходимая форма факела достигается конструкцией форсунки и ее сопла. Вся эта группа форсунок имеет цилиндрический подводящий канал, заканчивающийся полусферой, в которой вода дополнительно сжимается и выбрасывается через щелевое сопло, расположенное по центру полусферы. Сопла обеспечивают раскрытие факела по большой оси на 80…1500, а по малой – на 5…80. Все механические форсунки имеют целый ряд недостатков, затрудняющих получение качественного слитка. Они могут работать устойчиво при расходе 0,4…0,5 м3/ч, что дает жесткий факел и вызывает местное переохлаждение слитка. Большим недостатком водяного охлаждения при роликофорсуночной системе является также высокая неравномерность охлаждения слитка даже на сравнительно небольших участках в пределах одной секции по ее длине. Это вызвано подачей воды в зазор между роликами. Поэтому участки слитка, перекрытые роликами, не получая необходимого охлаждения, перегреваются, а открытые участки, имеющие небольшую ширину, переохлаждаются.  Рисунок 9 — Конструкция водяных плоскофакельных форсунок В результате разница температур на сравнительно небольших участках достигает 120-150 0С. Такое циклическое изменение режима нагрев – охлаждение происходит по всей зоне водяного охлаждения и, многократно повторяясь, приводит к возникновению напряжений в корке слитка и, как правило, к появлению трещин. Водовоздушное охлаждение конструктивно значительно более сложно, чем водяное. Главной принципиальной особенностью этой системы является возможность изменения интенсивности охлаждения в очень широких пределах, что обеспечивает разливку стали практически любых марок (независимо от скорости литья). Достигается это как изменением расхода воды, так и расхода воздуха. Все способы можно объединить в три большие группы: 1. Образование водовоздушной смеси в специальных, отдельно расположенных смесителях с последующим транспортированием смеси к слитку. Достоинством такой системы является сравнительная простота подачи готовой смеси на слиток с помощью несложных по конструкции форсунок. Но в целом вся система достаточно громоздка, и главным ее недостатком является расслаивание смеси при ее транспортировке. 2. Образование водовоздушной смеси непосредственно перед подачей ее на слиток путем раздельной подачи из коллектора воды и воздуха (рис. 10). При пересечении струй под определенными углами происходит их соударение, дробление воды и образование направленного водовоздушного факела. Система достаточно компактна, но регулирование интенсивности охлаждения затруднено, так как при изменении расходов и давлений воды или воздуха меняется как дисперсность водяных капель, так и форма направленности водовоздушного факела. Кроме того, устройство требует высокой точности изготовления, а при эксплуатации оно очень чувствительно к чистоте воды. 3. Водовоздушная смесь формируется непосредственно перед форсункой и направляется на слиток в виде факела заданной формы. Данный тип конструкций более сложный, но и наиболее надежный в эксплуатации, обеспечивая практически любую интенсивность охлаждения.  1 - подача воды; 2 - подача воздуха; 3 - смеситель; 4 - форсунка Рисунок 10 — Конструкция форсунок с формированием водо-воздушной смеси вне форсунки (а) и перед ней (б) |