ПР 1. Занятие 1 Тема Планирование ремонтов электрических машин. Осмотр, дефектация и подготовка эм к ремонту Цель
 Скачать 134.44 Kb. Скачать 134.44 Kb.
|

Практическое занятие №1Тема: Планирование ремонтов электрических машин. Осмотр, дефектация и подготовка ЭМ к ремонту Цель: Изучить процессы и этапы осмотра и дефектации электрических машин. Умение:определять электроэнергетические параметры электрических машин и аппаратов, электротехнических устройств и систем; организовывать и выполнять наладку, регулировку и проверку электрического и элек- тромеханического оборудования; проводить анализ неисправностей электрооборудования; оценивать эффективность работы электрического и электромеханического оборудова- ния; осуществлять технический контроль при эксплуатации электрического и электроме- ханического оборудования; прогнозировать отказы и обнаруживать дефекты электрического и электромеханиче- ского оборудования; Знание:технические параметры, характеристики и особенности различных видов электриче- ских машин; классификацию основного электрического и электромеханического оборудования от- расли; элементы систем автоматики, их классификацию, основные характеристики и прин- ципы построения систем автоматического управления электрическим и электромеха- ническим оборудованием; устройство систем электроснабжения, выбор элементов схемы электроснабжения и защиты; Форма контроля: защита Электрическая машина, поступающая для ремонта, должна быть укомплектована всеми необходимыми деталями, очищена от грязи и пыли, шкив или полумуфта должны быть сняты. Нужно проверить состояние корпуса, крепящих деталей, фланцев, панелей зажи- мов, выводных концов, осмотреть подшипниковые щиты. Замерить величину воздушного зазора не менее чем в четырех точках с обеих сторон машины, а также величину осевого перемещения ротора, проверить целостность обмоток, замерить их омическое сопротив- ление и сопротивление изоляции. Измерение сопротивления изоляции выполняют мегаомметром 1000 — 2500 В. Измерение сопротивления обмоток или ее частей рекомендуется производить универсальным мостом сопротивлений или специальными щупами методом амперметр — вольтметр. Кроме того, существуют специальные аппараты СМ-1, СМ-2 или EЛ-1, позволяющие определить вит- ковые замыкания, обрывы в обмотках, нахождение паза с короткозамкнутым витком, пра- вильность соединения обмоток, маркировку выводных концов и другие повреждения. Если неисправности, выявленные при внешнем осмотре, не препятствуют включению машины под напряжение, ее запускают вхолостую. При этом контролируют вибрацию, нагрев отдельных частей, искрение на кольцах или коллекторе, обращают внимание на уровень шума. Температуру отдельных доступных мест электродвигателя определяют спиртовыми тер- мометрами палочного типа, имеющими цилиндрическую форму и сравнительно неболь- шие размеры по высоте и диаметру (6 — 7 мм). Резервуар термометра обертывают фоль- гой, чтобы можно было плотнее прижать к нагретой поверхности. Широко распростра- ненный способ измерения температуры — термопара с индикатором температуры. Темпе- ратура подшипника может быть выше нормы в результате повреждения его или отсутст- вия смазки. Результаты осмотра, замеров и наблюдений заносят в протокол, журнал или ведомость дефектов (ремонтную ведомость), которые являются основными документами для ремон- та. Полное представление об объеме и характере ремонта электрической машины может быть получено только после ее разборки, осмотра и дефектации отдельных ее частей. Разборку производят осторожно, избегая ударов молотком или больших усилий. Туго от- винчивающиеся болты или гайки предварительно смачивают керосином и оставляют на несколько часов, чтобы они легче отвинчивались. На основные узлы и детали навешивают бирки, на которых указывают принадлежность их к данной машине. Мелкие детали складывают в ящики. Болты, гайки и шпильки после разборки ввертывают на место во избежание их потери. Рассмотрим последовательность и способы разборки машин. 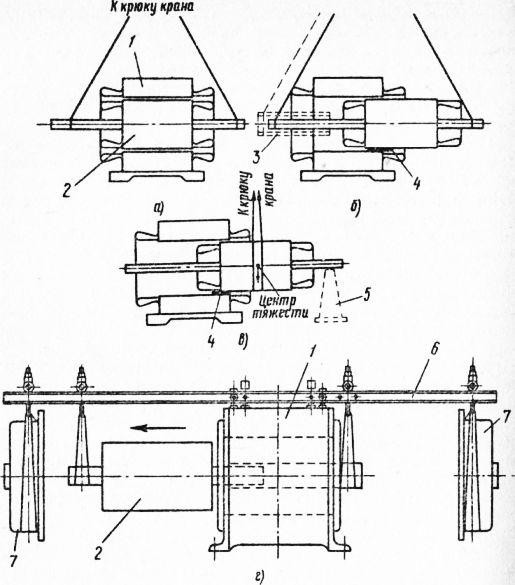 Рис. 1. Примеры выемки ротора из статора: а, 6, в — краном с перестроповкой, г — с установкой специального приспособления на корпус электрической машины; 1-статор, 2 — ротор, 3 — труба, 4 — лист - электрокартоиа, 5 — стойка, б — приспособление для разборки, 7 — подшипниковые щиты Снятие подшипниковых щитов. Отвинчивают болты крепления фланцев подшипников, снимают фланцы, ослабляют крепления. Отвинчивают болты, крепящие подшипниковый шит к корпусу. Не снимая щит, наносят на него и корпус метки, по которым при сборке машины щит устанавливают на свое место. Легкими ударами молотка через деревянную прокладку по выступающим частям щита отделяю! ею от корпуса. Чтобы предохранить ротор и статор о г повреждения при ремонте тяжелых машин, до отделения подшипнико- вых щитов от корпуса ротор подвешивают при помощи подъемного приспособления. Отделив подшипниковый щит от корпуса, передвигают его вдоль вала машины. Чтобы не повредить железо и изоляцию обмоток при снятии щита, предварительно в воздушный зазор между ротором и статором кладут лист плотного картона, на который и ляжет ротор, когда щит будет снят. Выемка ротора из корпуса. В небольших машинах после снятия обоих подшипниковых щитов ротор вынимают вручную. В крупных машинах ротор вынимают подъемными при- способлениями. При выемке ротора следят за тем, чтобы он двигался строго по оси маши- ны. Разборка подшипников. Шарико- и роликоподшипники снимают с вала съемником. Захва- ты съемника накладывают на внутреннее кольцо подшипника. В трудных случаях под- шипники до съема нагревают, поливая их горячим маслом температурой не более 100 °С. Втулки или вкладыши подшипников скольжения выбивают или выпрессовывают из под- шипниковых щитов. В первом случае слегка ударяют молотком по деревянной выколотке, которую прикладывают к торцевой стороне втулки. При этом щит помещают на деревян- ную подставку, имеющую отверстие, диаметр которого должен быть больше наружного диаметра выбиваемой втулки. Во втором случае пользуются несложным приспособлени- ем, при помощи которого втулку можно выпрессовать и опять запрессовать. Предвари- тельно нужно вывернуть стопорный винт и вывести через прорез смазочное кольцо. 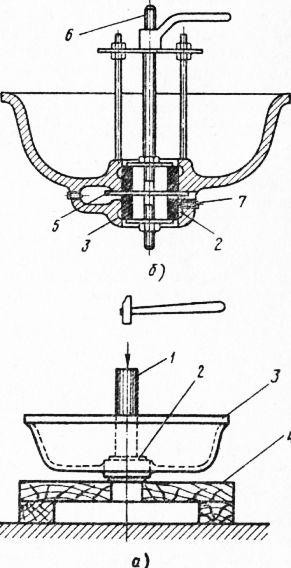 Рис. 2. Удаление втулок подшипника: а — выбиванием, 6 — выпрессовкой; 1 — деревянная выколотка, 2 — втулка, 3 — под- шипниковый щит, 4 — подставка, 5 — смазочное кольцо, 6 — стяжное приспособление, 7 — стопорный винт В последнее время разработаны гидравлические съемники, облегчающие распрессовку подшипников. Вспомогательные операции. После снятия основных частей (щитов, подшипников, тра- верс, вкладышей масленок, уплотнений) с машины их промывают бензином или кероси- ном. Обмотки очищают от пыли сильной струей сжатого воздуха, после чего протирают чистой тряпкой, смоченной в бензине. Исправные детали хранят в промежуточной кладовой цеха, поврежденные направляют в ремонт. При разборке машины строго соблюдают правила безопасности труда. Осмотр деталей разобранной машины. Легкими ударами молотка простукивают подшип- никовые щиты, выявляя, нет ли в них трещин. Места, вызывающие сомнение, осматрива- ют через лупу для обнаружения волосяных трещин. Границы трещин отмечают мелом. Рабочую поверхность подшипников скольжения проверяют на отсутствие трещин, выбо- ин, неравномерной выработки. Маслораспределительные, маслоулавливающие канавки, а также маслозасасывающие щели по бокам нижнего вкладыша и между шейкой с верхним вкладышем должны соответствовать чертежам или размерам соответствующих деталей у новой машины. В шарико- и роликоподшипниках не должно быть выбоин, шелушения шариков или бего- вых дорожек, недопустимо также увеличение радиального и осевого люфтов. Далее осматривают и тщательно проверяют щеткоподъемный механизм, щеткодержатели, пальцы, изоляторы, траверсы, крепеж. Обращают особое внимание на отсутствие пятен на статоре, характеризующих местные перегревы стали сердечника, и на места паек (сварки) стержней и торцевых колец корот- козамкнутого ротора. На поверхности контактных колец не должно быть больших следов выработки, выбоин, трещин, подгаров; на валу —трещин; на шейках вала — раковин, ше- роховатостей, задиров, царапин. Проверяют диаметры посадочных мест, их овальность и конусность, состояние вентиля- тора и его крепление, сохранность паек петушков, коллектора, плотность прессовки кол- лекторных пластин и отсутствие на них подгаров, выбоин, дорожек и выступающей слю- ды. Измеряют величину сопротивления изоляции между каждой парой смежных коллек- торных пластин, между коллектором и валом, между коллектором и бандажами. Прове- ряют прочность пайки проводов между обмоткой и контактными кольцами. Измеряют со- противление изоляции роторных обмоток. Проверяют прочность бандажей и плотность посадки клиньев. Производят статическую или динамическую балансировку ротора. Корпус машины тщательно осматривают и проверяют на отсутствие трещин и забоин в местах посадки подшипниковых щитов. Корпус бракуют, если трещины имеют значи- тельную величину и не могут быть устранены. Проверяют исправность лап. Определяют плотность прессовки листов стали, надежность установки распорок между отдельными пакетами, отсутствие пятен, свидетельствующих о перегреве, следов ржавчи- ны и смещение пакетов сердечника. Определяют состояние изоляционной панели коробки выводов, выводных концов зажи- мов и гаек, контролируют пайку наконечников. Установление объема ремонта обмоток — самая сложная и ответственная задача. Смот- рят, нет ли повреждений изоляции лакового покрытия лобовых частей в виде вмятин, вспучивания или трещин; в сомнительных случаях проверяют частично снятую изоляцию на механическую прочность. Проверяют, нет ли вспучивания изоляции стержней в пазах, потемнений в отдельных мес- тах обмотки в результате местных перегревов, следов масла на лобовых частях обмотки, которые могут появиться при плохом уплотнении вследствие выброса его из подшипни- ков. Все данные осмотра и проверки заносят в ведомость дефектов. После этого отдельные части, нуждающиеся в ремонте, направляют соответственно в об- моточное и механическое отделения. При ремонте пользуются заводскими чертежами, чтобы ремонтируемые узлы и детали по своим размерам, допускам и техническим требо- ваниям полностью соответствовали новым. |