ПМ.03 Эксплуатация систем автоматики в части освоения основного вида профессиональной деятельности (ВПД): Выполнение электромонт. Сыктывкарский колледж сервиса и связи (гпоу сксиС) отчет по производственной практике пм. 03 Эксплуатация систем автоматики
 Скачать 388.75 Kb. Скачать 388.75 Kb.
|

|
Коми Республикаса йöзöс велöдан, наука да том йöз политика министерство «Сыктывкарса сервис да связь колледж» уджсикасö велöдан канму учреждение Министерство образования, науки и молодежной политики Республики Коми государственное профессиональное образовательное учреждение «Сыктывкарский колледж сервиса и связи» (ГПОУ «СКСиС») ОТЧЕТ ПО ПРОИЗВОДСТВЕННОЙ ПРАКТИКЕ ПМ.03 Эксплуатация систем автоматики в части освоения основного вида профессиональной деятельности (ВПД): Выполнение электромонтажных работ и ремонт контрольно – измерительных приборов и систем автоматики
Сыктывкар, 2021 г. ВНУТРЕННЯЯ ОПИСЬ документов, находящихся в отчете по производственной практике студента 3 курса группы А-3-06 специальности Автоматизация технологических процессов и производств (по отраслям) Зубанов Сергей Евгеньевич
ДАТА: 27.05.2021 Примечание: внутренняя опись документов располагается после титульного листа, внутренней описи и содержит информацию о перечне материалов отчета, включая приложения. ПЛАН производственной практики ПМ 03 Выполнение работ по одной или нескольким профессиям рабочих, должностям служащих. ВЫПОЛНЕНИЕ РАБОТ ПО ПРОФЕССИИ 14919 НАЛАДЧИК КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ И АВТОМАТИКИ
О Т Ч Е Т о выполнении заданий по производственной практике Место прохождения практики — ИП «Филистович.О.Л.». Руководитель —Директор «Филистович.О.Л.» При прохождении практики были изучены ремонтные отделы, находящиеся в эксплуатации на предприятии. За время практики выполнено текущее обслуживание регуляторов, исполнительных механизмов, микропроцессорной техники систем автоматического управления, средств измерений и автоматизации. Выполнена проверка информационных и управляющих систем. 1. Выполнение эксплуатации и обслуживания средств измерений и автоматизации. Станок ленточнопильный горизонтальный "Спектр-70" рисунок1 (в дальнейшем по тексту «ленточная пилорама») применяется для пиления древесины любой твердости на доски, брус, рейку. Пиление происходит перемещением пильной рамы с режущим инструментом (ленточной пилой) по неподвижным рельсовым направляющим ленточной пилорамы. Применение ленточной пилорамы позволяет: · производить доски с высоким качеством поверхности из материала до 700 мм. в диаметре; · получить доску с точностью 2 мм. при длине 6 м.; · ленточная пилорама позволяет уменьшить отходы в 2-3 раза, · уменьшить энергозатраты; · быстро настраивать размер пиления, · Ленточная пилорама способна распиливать короткие заготовки (от 1,0 метра) и получать изделия толщиной до 2 миллиметров. · ленточная пилорама работает в условиях УХЛ 4 (ГОСТ 15150-69). Ленточная пилорама оборудована подъемником пильного узла электромеханического типа.  Рисунок 1. Ленточная пилорама Спектр 70 - устройство.  Рисунок 2. Ведущее колесо ленточной пилорамы  Рисунок 3. Главный двигатель  Рисунок 4. Крепление окорочной фрезы на раму Ленточная пилорама оснащена станиной П-образной формы с двумя подошвами и роликами горизонтального перемещения, войлочные щетки-скребки служат для очистки рельсовых направляющих от смолы и опилок. Подъем пильной рамы осуществляется механизмом, состоящим из 2-х ползунов, перемещение происходит посредством двухсторонней синхронной цепной передачи от электромотора с червячным редуктором. Рама станка представляет собой два параллельно расположенных швеллера, которые соединены между собой. Пильные шкивы закреплены на торцах рамы, ведущий шкив неподвижен, ведомый может продольно перемещаться. Таблица 1.1 - Технические характеристики
Ленточные пилорамы собираются из нижеследующих узлов и деталей 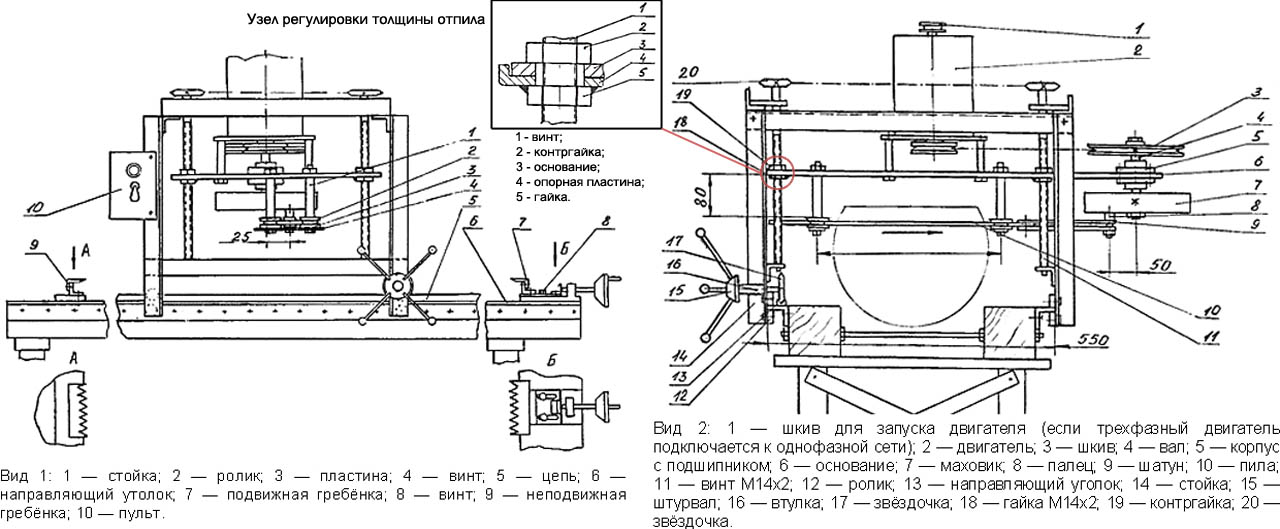 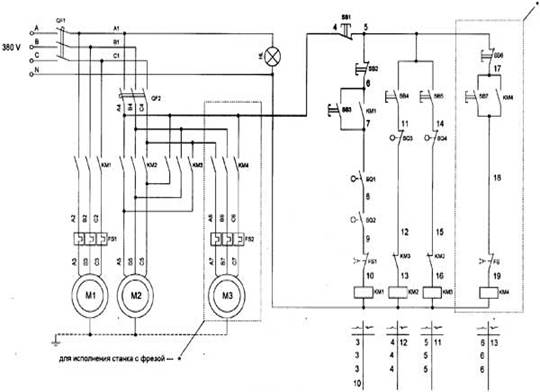 Рисунок 5. Принципиальная электрическая схема ленточной пилорамы. Пуск главного привода - осуществляется нажатием на кнопку "SB3"; Подъем и опускание пильной рамы производиться кнопками "SB4" и "SB5"; Аварийное отключение станка осуществляется кнопкой SB1 типа «Грибок»; Таблица 1.2 - Перечень элементов электрической схемы
2. Выполнение текущего обслуживания регуляторов. Техническое обслуживание состоит в наладке приборов и регуляторов на технологический процесс и проверке правильности их показаний. Кроме того, в процессе технического обслуживания заменяют диаграммную бумагу, заправляют приборы чернилами, смазывают их детали и устраняют мелкие неисправности. Правильность показаний приборов проверяют следующим образом. При подключении вместо датчика калибровочного элемента, имеющегося в приборах, указатель должен остановиться против контрольной отметки на шкале прибора (красная черта и специальный индекс). Если прибор не имеет встроенного калибровочного элемента, то на вход подается сигнал, соответствующий контрольной точке по градуировочным таблицам. Датчик при этом отключают. Измерительные приборы и схемы для контроля показаний аналогичны применяемым при поверке. Диаграммная бумага бывает дисковая и ленточная. Дисковые диаграммы 1 обычно рассчитаны на 24 ч работы. Заменяют их ежесуточно, для чего необходимо отвести стрелку 6 прибора в крайнее левое положение. Затем снимают стрелку, пружинную шайбу 2 (рис. 89) и надевают диаграмму центральным отверстием на ось. Поворачивая диаграмму, совмещают отметку времени 4 (соответствующую времени начала записи) с индексом на шкале прибора. 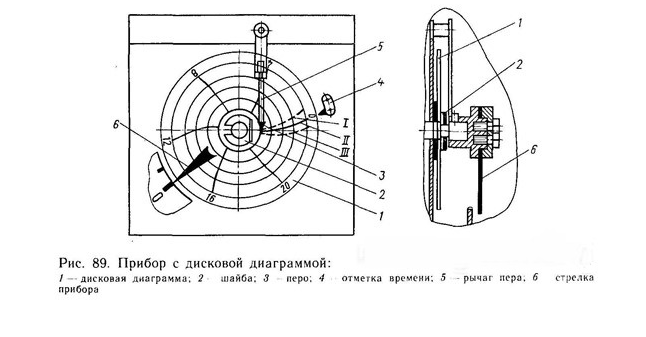 Проверяют правильность записи следующим образом. Перо 3 устанавливают в нулевое положение на толстую линию отметки времени. Затем перемещают перо по всей шкале. Если линия записи I уйдет вверх от линии времени II, то необходима, укоротить рычаг 5 пера; если линия записи III будет ниже, то рычаг пера удлиняют. Регулируя длину рычага, добиваются такого положения, чтобы несовпадение линии времени и записи расходились в крайних точках диаграммы не более чем на 0,5 мм. 3. Выполнение текущего обслуживания исполнительных механизмов. Правильная эксплуатация и регулярное обслуживание ленточных пил залог их длительной службы и условие позволяющее получать стабильное качество поверхности распила. Прежде всего ленточную пилу, до работы, необходимо развернуть и дать пилам свободно отлежаться в течение 24 часов. Это нужно для снятия неравномерных напряжений. В последующем хранить ленточные пилы лучше в развернутом состоянии. Основными операциями по обслуживанию ленточных пил являются: очистка ленточной пилы и визуальный осмотр; заточка ленточной пилы; разводка зубьев ленточного полотна; ремонт (сварка) полотна ленточной пилы. Продолжительность работы ленточной пилы на деревообрабатывающей пилораме, до проведения технического обслуживания не должна превышать 1-1,5 часов (или не более 1-1,5 м? круглого леса). Необходимость проведения технического обслуживания может быть меньше, и определяться оператором. Некоторые специалисты рекомендуют после каждых 1-1,5 часа работы на ленточной пилораме, давать пиле отдых 12-24 часа, для того, чтобы ленточная пила «сбросила» накопившиеся в процессе работы усталостные напряжения. Если поверхность распила перестает быть гладкой, появляется волна, ленточная пила смещается на шкивах и направляющих роликах назад, значит либо пила затупилась, либо уменьшилась величина разводки зубьев. Пильные шкивы ленточной пилорамы должны содержаться в чистоте. Опилки и щепки не должны скапливаться между пильным полотном и шкивами. Направляющие ролики выставлены по горизонтали и вертикали. Они также, должны содержаться в чистоте. При износе подшипников и самих роликов их необходимо вовремя заменять, так как изношенные механизмы вызывают вибрацию ленточной пилы, что сказывается на качество распила и уменьшает срок службы пилы. Производители ленточных пилорам, как правило, достаточно подробно излагают свои рекомендации по обслуживанию ленточных пилорам. Заточка ленточных пил. Ленточная пила нуждается в регулярном перетачивании. Тупые зубья приводят к излишнему напряжению в ленточном полотне. Тупые зубья значительно снижают производительность, качество получаемого пиломатериала и срок службы ленточной пилы. И ещё, увеличивается трудоемкость заточки. Внешними признаками затупления ленточной пилы являются: кончики зубьев становятся круглыми и блестящими; натяжение пилы уменьшается; ухудшение качества поверхности распила, появление волнообразного распила; Средняя продолжительность работы ленточной пилы между заточками не должна превышать 1-1,5 часа или 1-1,5 м? круглого леса. Ошибки при заточке: - Перегрев пилы; - Заточка без охлаждающей жидкости; - Царапины и задиры на поверхности зуба; - Неправильная регулировка механизмов заточного станка (поверхности зубьев шлифуются не полностью или не равномерно); - Люфт в механизмах заточного станка; - Неправильный выбор заточного круга; - Заусеницы; - Неправильный выбор скоростей подачи пилы и вращения заточного круга; - Уменьшение или увеличение рекомендуемого угла наклона (заточки) зуба. 4. Выполнение обслуживания микропроцессорной техники систем автоматического управления Микропроцессорные системы используют при управлении сложными технологическими процессами, которые характеризуются большим объемом перерабатываемой информации и не могут управляться автоматическим устройством без участия человека. В этом случае функции управления распределяются между человеком-оператором и вычислительной машиной, способной перерабатывать практически неограниченный объем информации. Структурная схема микропроцессорной системы управления на базе микроЭВМ показана на рисунке 3.8. Микро- ЭВМ — это комплектное устройство на базе микропроцессора, имеющее блоки памяти, ввода-вывода и сопряжения. При этом микропроцессор, выполненный на одной или нескольких больших интегральных схемах, предназначен для исполнения логических и арифметических операций по специальной программе, хранящейся в памяти устройства. Микропроцессор приспособлен к работе в производственных условиях и имеет средства для обмена  Рис. 3.8. Структурная схема микропроцессорной системы управления с микроЭВМ: 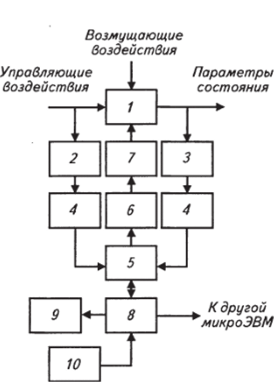 / — технологический объект управления; 2— измерительные преобразователи управляющих воздействий; 3 — измерительные преобразователи выходных параметров объекта управления; 4 — измерительные контроллеры; 5—управляющая микроЭВМ; 6—интерфейсные блоки связи с объектом; 7— исполнительные механизмы; 10— пульт оператора 5. Выполнение проверки информационных и управляющих систем Диагностика систем автоматизации является необходимой частью любого процесса. В последнее время производители средств автоматизации уделяют данной проблеме огромное значение. Для разрешения проблемы диагностики на уровне сетей в микропроцессорной технике разработана следующая методика. Прежде, чем подать запрос на получение информационного сигнала центральное устройство (ЦУ) “запускает” в сеть контрольный бит информации по всей системе. Таким образом проверяется работоспособность всей системы. Данный метод наиболее удобен при использовании связи по Ethernet и ей подобных сетях. Для обнаружения неполадок в коммуникационных линиях и определения неисправных линий замеряются характеристики всех линий (сопротивление, емкость между проводами, напряжение, сила тока в линии), эти характеристики заносятся в устройство слежения (которым может быть промышленный компьютер или контроллер), которое будет сравнивать их с текущими параметрами линии, определяя таким образом неполадки. При необходимости диагностики трубопроводов в современной промышленности так же используется электрический сигнал. В трубопроводе укладываются провода, и замеряется емкость между ними. При возникновении разрывов или образовании различных наростов в трубопроводе эта емкость изменяется. Ее изменение регистрируется и определяется неисправная линия. При этом необходимо учитывать возможное изменение вышеизложенных величин при регулировании, поэтому в следящие устройства обязательно нужно подавать информацию о появлении и величине управляющего воздействия. Имеющиеся на сегодняшний день достаточно мощные вычислительные машины в состоянии обеспечивать такие функции, а соответственно и выполнять диагностику системы автоматизации на необходимом уровне. Диагностика - это тестирование, выполняемое периодически для обнаружения скрытых дефектов, которые могут помешать системе защиты в осуществлении предписанных действий Выполнение проверки мехатронных устройств и систем Методы диагностирования МС классифицируют но следующим признакам: -степени информативности; -видам диагностической информации; -степени использования технических средств; -стадиям эксплуатации; -глубине диагностирования. Мехатронные устройства - это появившаяся в недавнем времени группа машин, базирующихся на исполнении в них достижений точной механики, современного электропривода, электроники и компьютерного управления. На производстве в данный момент используют новые усовершенствованные мехатронные устройства По степени информативности выделяют следующие методы: -Метод временных интервалов, применяемый для анализа простоев, определения показателей надежности, контроля работы системы управления, получения циклограмм; -Метод эталонных модулей, основанный на сравнении экспериментальных данных или рассчитанных значений и показателей качества; -Метод эталонных зависимостей, основанный на сравнении измеренных диагностических параметров с эталонными диагностическими параметрами; -Спектральный метод, основанный на измерении составляющих сложных вибрационных или акустических сигналов; -Корреляционный метод, применяемый для обнаружения отклонений в характере зависимости между диагностическими параметрами (взаимная корреляция) или изменении диагностических параметров во времени (автокорреляция). Заключение Производственная практика ПП.03 «Автоматизация технологических процессов и производств(по отраслям)» проходила с 28 мая 2021 года - по 10 июня 2021 года. на предприятии ИП «Филистович.О.Л». Основной вид деятельности предприятия: Обработка лесозаготовок. Выполняют заказы одновременно на 30 и более объектах по всей территории России и Дагестана. Поставленные задачи были выполнены. Цель производственной практики - закрепление полученных теоретических знаний, и приобретение практического навыка на практике – была достигнута. За время прохождения практики принимал активное участие в работе по починке устройств по переработки древесины, изучал основы работы измерительных и контролирующих устройств. Применял на практике полученные за время обучения в колледже знания и навыки работы в области автоматизации технологического процесса, контроля и метрологического обеспечения средств и систем автоматизации. |