|
|
РЕКОНСТРУКЦИЯ ЦЕХА ПО РАСПИЛОВКЕ И РАСФАСОВКЕ ФИЛЕ НА ПРЕДПРИЯТИИ ЗАО «АКРОС». 6_Автоматизация_процессов. 6 автоматизация процессов
6 АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
Автоматизация - наиболее прогрессивная форма организации технологического процесса, обеспечивающая максимальную безопасность труда. При автоматизации производственного процесса человек только контролирует ход технологического процесса, не соприкасаясь с оборудованием.
Для обеспечения безопасности в процессе эксплуатации автомата или автоматической линии в системе автоматического управления должно быть предусмотрено устройство, исключающее самопереключение оборудования с наладочного режима на автоматический. Управление работой должно производиться с центрального пульта. Для предупреждения о включении линии на тот или иной режим должна быть установлена сигнализация. Кроме того на автоматической линии должна быть предусмотрена сигнализация, предупреждающая обо всех неполадках, возникающих в процессе работы линии, износе деталей, поломке инструмента и т.д.
Устранять неполадки можно только после выключения автоматической линии или перевода ее с автоматического режима на наладочный.
Для обеспечения безопасности в процессе работы линии применяются автоматические устройства, немедленно останавливающие линию или автомат при попадании человека в опасную зону.
В настоящее время в пищевой промышленности автоматизированы процессы дефростации, термической обработки, стерилизации консервов, копчения и т.д.
Программное управление – это управляющая автоматическая система, работающая по определенным программам, в которых заранее предусмотрены действия машины, автоматической линии или управление всего производства. За человеком остается контроль и вмешательство в тех случаях, когда возникают непредвиденные обстоятельства. При этом система автоматизированного управления
производством превращается в систему автоматического производства без непосредственного участия людей, следовательно почти полностью исключается возможность производственного травматизма.
|
|
|
|
|
| МАПП.01ДП 09.006ПЗ |
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
Разраб.
| Шульга А.Г. |
|
|
Автоматизация процессов
|
Лит.
|
Лист.
|
Листов
|
Пров.
| Заляева Г.О.. |
|
|
| Д | |
|
|
Т. контр.
|
|
|
|
КамчатГТУ
06 МАС-ФЗО
|
Н. контр.
|
Новикова Л.С.
|
|
|
Утв.
| Лебедева А.П. |
|
|
В создании безопасных условий труда исключительно велика роль оградительных и предохранительных устройств.
Оградительные устройства изолируют опасные зоны оборудования, рабочих мест, производственных и других участков, предотвращая попадание человека в опасную зону или предохраняя его от воздействия опасных для здоровья и жизни факторов, возникающих в опасной зоне.
Ограждения выполняются из различных материалов и имеют разнообразную конструкцию, зависящую от их назначения и условий работы. Они должны быть прочными, устойчивыми, стойкими к механическим и другим воздействиям, не затруднять рабочие операции.
Блокировка оградительных устройств повышает безопасность обслуживания различного оборудования. Ограждения, которые защищают особо опасные зоны, блокируются с пусковым устройством оборудования или с его частью таким образом, что оборудование может работать только в том случае, если ограждение находиться в рабочем положении. При открывании или снятии ограждения (дверцы, крышки, решетки, кожухи и т. п.) выключается питание оборудования или приводиться в действие тормоз.
Блокировка бывает механической, электрической, электромеханической и фотоэлектронной.Предохранительные устройства предупреждают аварии и поломки оборудования и его узлов и связанные с этим несчастные случаи. Для предохранения от перегрузки механизмов и инструментов используются муфты трения, срезающиеся штифты (шпильки). Шкив или шестерня соединяются с приводным валом механизма металлическим штифтом (шпилькой), рассчитанным на определенную нагрузку, который при перегрузки срезается и вращение вала прекращается. При возникновении перегрузки две половинки муфты трения начинают проскальзывать одна по другой, сохраняя при этом постоянство вращающегося момента. Там, где тре6уется ограничить движение определенного органа механизма, чтобы предупредить возможную аварию, устанавливаются концевые выключатели.
Сигнализация безопасности. В технике безопасности сигнализация используется как средство предупреждения работающих о наступающей опасности.
|
|
|
|
|
| МАПП.01ДП 09.006ПЗ | Лист |
|
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
Применяется световая (цветная), звуковая, прибороуказательная и знаковая сигнализация. Сигнализация безопасности может применяться как самостоятельная система, так и в сочетании с предохранительными устройствами.
Световые сигнальные устройства следует располагать в местах хорошо заметных обслуживающему персоналу с любого места; они должны быть яркими.
Звуковые сигнальные устройства должны воспроизводить звук, резко отличимый от шума данного производства.
К прибороуказательным сигнализирующим устройствам относятся указатели уровня жидкости (водомерные стекла, поплавковые уровнемеры и др.), давление пара, газа или жидкости (манометры, вакуумметры и др.), температуры (термометры, термопары и др.) и многие другие контрольно-измерительные приборы.
Средства автоматической блокировки ленточной пилы КТ-400
Ленточные пилы снабжены микровыключателем, который препятствует пуску полотна пилы в случае недостаточно плотно закрытой предохранительной крышки. В целях безопасности двигатель снабжен тормозным устройством, что позволяет полностью остановить полотно в течение 4х секунд после отключения станка.
Ленточные пилы моделей КТ – 325 и КТ – 400 снабжены ручкой ПУСК/СТОП.
Ручка пуска совмещена с защитой от падения напряжения, исключающей самопроизвольной включение оборудования после восстановления напряжения, при перебоях в сети питания пилы.
На случай разрыва ленты пилы предусмотрен механизм ловителя который не позволяет полотну выпасть из машины в случае обрыва, также предусмотрен датчик автоматического выключения двигателя в случае обрыва ленты пилы.
Средства автоматизации вакуум – термоформовочной машины THERA 250.
• компьютерный контроль за состоянием машины с выводом рекомендаций на ЖК дисплей;
• сенсорное управление;
• цифровой датчик измерения вакуума;
• температурный контроль;
• система безопасности соответствует международным стандартам
|
|
|
|
|
| МАПП.01ДП 09.006ПЗ | Лист |
|
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
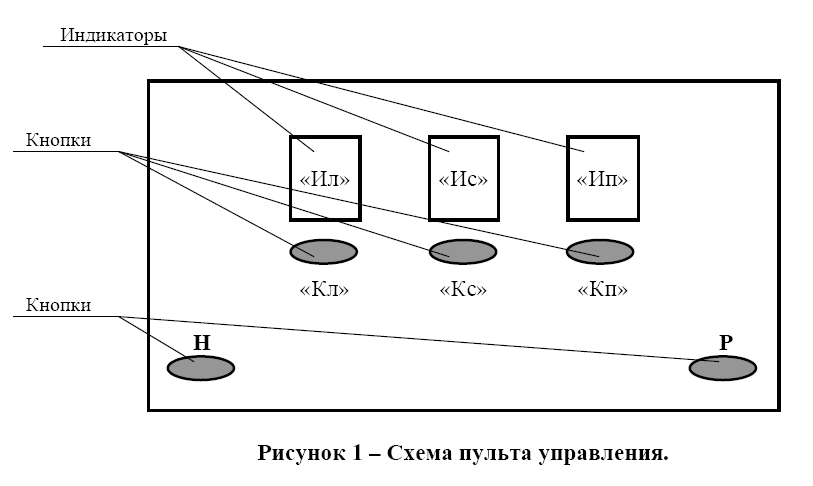
Рисунок 1.6 Пульт управления
Пульт управления предназначен для управления упаковочной машиной в наладочном и рабочем режимах: выбора необходимой программы работы и настройки параметров в зависимости от толщины пленок, вида продукции, глубины вакуума и прочих конкретных условий, запись новых параметров в память, визуального наблюдения протекающего рабочего процесса и численных значений основных технологических параметров и прочих функций изложенных ниже. В данной упаковочной машине имеется возможность создания десяти программ.
Назначение индикаторов и кнопок на пульте управления. Индикаторы показывают режим работы упаковочной машины, номера выбранных программ, численные значения технологических параметров машины и некоторые дополнительные функции, описанные ниже.
Кнопки предназначены для выбора режима работы, выбора номера программы, установки и записи в память численных значений основных параметров.
Конкретное назначение и порядок работы индикаторов и кнопок изложены в последующих пунктах данного руководства по эксплуатации.
Дополнительные функции индикаторов на пульте управления.
Индикатор «Ил» показывает номер выбранной программы. Нужно отметить, что при каждом новом включении упаковочной машины «Ил» высвечивает номер программы на которой производилась работа перед последним выключением.
|
|
|
|
|
| МАПП.01ДП 09.006ПЗ | Лист |
|
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
Дополнительной функцией индикатора «Пп» является фиксация состояния готовности упаковочной машины к запуску, а именно: если горит средний горизонтальный сегмент индикатора «Ип» значит на нагревательной плите или на головке вакуумирования и запечатывания нет заданной температуры. Когда сегмент гаснет - значит температура на вышеназванных узлах достигла заданной, если горит верхний сегмент индикатора «Ип» - значит не закрыта блокировочная крышка на входе упаковки в узел. Если горит нижний сегмент индикатора «Ип» - это значит, что механизмы упаковочной машины не находятся в исходном положении.
Когда машина готова к запуску индикатор «Ип» не горит. Нажимая кнопку «Кл», можно выбрать нужную программу, которую высвечивает индикатор «Ил».
Электрооборудование упаковочной машины оснащено аппаратурой, исключающей, независимо от положения органов управления, самопроизвольное включение оборудования при восстановлении исчезнувшего напряжения.
Система управления, предохранительные, защитные и блокирующие устройства упаковочной машины обеспечивают:
работу упаковочной машины только в одном из установленных режимов и исключают возможность самопроизвольного переключения с одного режима на другой;
после внезапного отключения напряжения упаковочная машина останавливается в произвольном положении. Для включения после возобновления напряжения необходимо включить кнопку включения на боковой панели шкафа электрооборудования, открыть шкаф и с помощью элементов электропитания и пневмоаппаратуры вывести механизмы в исходное положение. При этом горит только индикатор «Ил». Затем нажать кнопку наладочного пли рабочего режима работы.
Схема автоматизации компрессора К-11
Компрессор оборудован реле давления MDR 2/11 которое обеспечивает автоматическое включение и выключение компрессора при достижении соответственно минимального и максимального давления.
Электродвигатель оборудован тепловой защитой, которая выключает электродвигатель в случае его перегрева.
|
|
|
|
|
| МАПП.01ДП 09.006ПЗ | Лист |
|
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
Настройка реле давления MDR 2/11 (U=250В) (фирма Condor, Германия).
Принцип работы реле давления зарубежной фирмы основан на сравнении сил,
возникающих от давления сжатого воздуха, передаваемого мембраной и сил упругой деформации пружины. Для ручного управления двигателем установки на реле имеется переключатель.
Настройка реле на необходимое давление осуществляется при снятом защитном кожухе путем вращения болта (возможно 2-х гаек) регулировки диапазона рабочих давлений, сжимая или отпуская пружину большего диаметра. Рядом имеется ещё один болт, регулирующий сжатие пружины меньшего диаметра. Путём вращения этого болта (гайки) регулируется величина перепада между давлением отключения (Роткл.) и давлением включения (Р вкл.) установки.
В какую сторону производить вращение болта (гаек) указывают рядом расположенные стрелки. Знак + (плюс) около стрелки указывает на увеличение величины рабочего давления, знак - (минус) около стрелки указывает на уменьшение величины рабочего давления.
Настройка перепада давлений осуществляется по тому же принципу.
Число оборотов, на которое необходимо повернуть болт при настройке реле, определяется непосредственно на установке опытным путем, при этом изменение величины давления определяют по манометру на ресивере.

Рисунок 1.6 Схема реулировки.
|
|
|
|
|
| МАПП.01ДП 09.006ПЗ | Лист |
|
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
Автоматическая обвязочная машина XT 9026
Позволяет производить автоматическую обвязку разнообразных грузов, товаров.
Машина может производить обвязку, как в автоматическом режиме, так и в режиме полуавтомата для этого машина оборудована кнопкой пуск на раме, педалью для ножного управления машиной, концевой выключатель для автоматической обвязки. Предмет для упаковки устанавливается на стол полуавтомата, оператор управляет подачей упаковываемых грузов (товаров), срабатывает конечный выключатель, полуавтомат натягивает стреппинг ленту, сваривает и обрезает.
После этого, автомат выбрасывает стреппинг ленту в раму, и автомат готов к следующему циклу, обвязки.
Весы торговые электронныеCAS LP-06
С помощью данных весов производится взвешивание и печать этикетки по предварительно заданной программе.
Скорость обмена с компьютером выбирается пользователем.
Итоговый чек для проверки калькуляции и итогов дня на фасовке
Печать этикетки без цены и стоимости, только масса крупным шрифтом
Вариант штрих-кода, где все цифры задаёт пользователь
Надежный износоустойчивый принтер со сроком службы более 12 лет
Мгновенное перепрограммирование этикетки с клавиатуры весов.
|
|
|
|
|
| МАПП.01ДП 09.006ПЗ | Лист |
|
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
| |
|
|
 Скачать 190 Kb.
Скачать 190 Kb.