курсач 1. А. С. Бильгенов 2022 г
 Скачать 216.54 Kb. Скачать 216.54 Kb.
|

|
Федеральное агентство по образованию Российской Федерации Государственное образовательное учреждение высшего профессионального образования Южно-Уральский государственный университет Факультет «Материаловедение и металлургические технологии» Кафедра «Пирометаллургические процессы» ПОЯСНИТЕЛЬНАЯ ЗАПИСКА К КУРСОВОЙ РАБОТЕ (ПРОЕКТУ) по дисциплине: «Металлургическая теплотехника» Руководитель, преподаватель _________ / А.С. Бильгенов / _________ 2022 г. Автор проекта студент группы П-238 _________ /А.М. Гайнанов / _________ 2022 г. Проект защищен с оценкой _______________ _________ 2022 г. АННОТАЦИЯ Гайнанов А.А.Производство стали в дуговых сталеплавильных печах. Челябинск: ЮУрГУ, П-238, с., Библиографический список – 6 наименований. В данной курсовой работе был рассмотрен технологический процесс дуговой сталеплавильной печи, а также рассмотрены процессы материального и энергетического балансов. Оглавление 1.ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА 5 4.ТЕПЛОВОЙ БАЛАНС ПЛАВКИ СТАЛИ В ДУГОВЫХ СТАЛЕПЛАВИЛЬНЫХ ПЕЧАХ 16 4.1 Тепло, вносимое электрической энергией Q1 18 4.2 Тепло, вносимое газокислородными горелками Q2 18 4.3 Тепло, вносимое в печь шихтовыми материалами Q3 19 4.4 Тепло, вносимое при протекании экзотермических реакций Q4 20 4.5 Тепло, идущее на нагрев, плавление и перегрев до заданной температуры металла, шлака и легирующих добавок Q5 21 4.6 Тепло, идущее на протекание эндотермических реакций Q6 22 4.7 Потери тепла через футеровку Q7 23 4.8 Потери тепла через водоохлаждаемые панели Q8 25 4.9 Потери тепла излучением через открытые окна и отверстия Q9 26 4.10 Потери тепла с отходящими газами Q10 27 ВВЕДЕНИЕ Развитие народного хозяйства требует увеличения производства металла, улучшения его качества, увеличения ассортимента изделий. При больших масштабах производства металлов совершенно небезразлично, с какими затратами энергии, материалов будет получена каждая тонна чугуна, стали и различных других цветных металлов. Эта задача не может быть решена без постоянного совершенствования принципов работы и конструкции металлургических печей. Высокие скорости процессов требуют ликвидации ручного труда по обслуживанию печей и управлению тепловым режимом. В последние годы широко внедряется механизация и автоматизация многих операций по загрузке, выгрузке, транспортированию горячего металла. Оптимизация параметров металлургического процесса – температуры, расхода сырья, состава печной атмосферы (среды), давления и многих других, осуществляется с помощью современных средств контроля технологических и теплотехнических процессов. При огромном разнообразии промышленных печей общими для всех них являются процессы превращения какого-либо вида энергии в тепловую и передачи тепла нагреваемому материалу. При этом процессу теплообмена должны быть подчинены горение топлива – превращение химической энергии в тепловую, а в электрических печах – превращение электрической энергии в тепло, движение газов в рабочем пространстве печей и т.д. Конструкция печи в целом и её отдельные элементы должны обеспечивать оптимальные условия протекания теплообменных процессов для получения наибольшего теплового потока к обрабатываемому материалу. Электросталеплавильные печи имеют преимущества по сравнению с другими плавильными агрегатами. В электропечах можно быстро нагревать, плавить и точно регулировать температуру металла, создавать окислительную, восстановительную, нейтральную атмосферу или вакуум. В этих печах можно выплавлять сталь и сплавы любого состава, более полно раскислять металл с образованием минимального количества неметаллических включений – продуктов раскисления. Поэтому электропечи используют для выплавки конструкционных сталей ответственного назначения, высоколегированных, инструментальных, коррозионностойких (нержавеющих) и других специальных сталей и сплавов. Инструментальная сталь – сталь, идущая на изготовление режущего, измерительного, штампового и другого инструмента. Легированная сталь – сталь, которая помимо обычных примесей (С, Mn, S, P), содержит и другие (легирующие) элементы (хром, никель, молибден, вольфрам, ванадий, титан и др.), либо кремний или марганец в повышенном против обычного количестве. При суммарном содержании легирующих элементов до 2% сталь считается низколегированной, от 2,5 – 10% – среднелегированной, более 10% – высоколегированной. Электросталеплавильному способу принадлежит ведущая роль в производстве качественной и высоколегированной стали. Благодаря ряду принципиальных особенностей этот способ приспособлен для получения разнообразного по составу высококачественного металла с низким содержанием серы, фосфора, кислорода и других вредных и нежелательных примесей и высоким содержанием легирующих элементов, придающих стали особые свойства – хрома, никеля, марганца, кремния, молибдена, вольфрама, ванадия, титана, циркония и других элементов. Дуговая печь – промышленная печь, в которой теплота электрической дуги используется для плавки металлов и других материалов. По способу нагрева дуговые печи делят на печи прямого действия (дуга горит между электродом и нагреваемым телом), печи косвенного действия (дуга горит между электродами) и печи с закрытой дугой (дуга горит под слоем твёрдой шихты). Наибольшее применение в промышленности (главным образом для выплавки стали) находят дуговые печи первого типа[1]. В этих печах в качестве источника теплоты используют электрическую дугу, возникающую между электродами и металлической шихтой. Дуговая электросталеплавильная печь (рисунок 1) питается трёхфазным переменным током и имеет 3 цилиндрических электрода 9, изготовленных из графитовой массы. Электрический ток от трансформатора гибкими кабелями 7 и медными шинами подводится к электрододержателям 8, а через них к электродам 9. Между электродами и металлической шихтой 3 возникает электрическая дуга, электроэнергия превращается в теплоту, которая передаётся металлу и шлаку излучением. Рабочее напряжение 180 – 600 В, сила тока 1–10 кА. Во время работы печи длина дуги регулируется автоматически путём вертикального перемещения электродов. Печь имеет стальной сварной кожух 4. Кожух печи изнутри футерован теплоизоляционным и огнеупорным материалом 1, который может быть основным (магнезитовый, магнезитохромовый) или кислым (динасовый). Подина 12 печи набивается огнеупорной массой. Плавильное пространство ограничено стенками 5, подиной 12 и сводом 6, изготовляемым также из огнеупорного кирпича и имеющим отверстия для хода электродов. В стенках печи имеется рабочее окно 10, предназначенное для управления ходом плавки и летка для выпуска готовой стали по желобу 2 в ковш. Печь загружают при снятом своде. Механизмом 11 печь может наклоняться в сторону загрузочного окна и летки. Емкость дуговых электропечей 0,5-400 тонн. В нашем случае ёмкость печи составляет 25 тонн. Дуговые печи могут иметь основную или кислую футеровку. В металлургических цехах обычно используются дуговые электропечи с основной футеровкой, а в литейных цехах – с кислой. 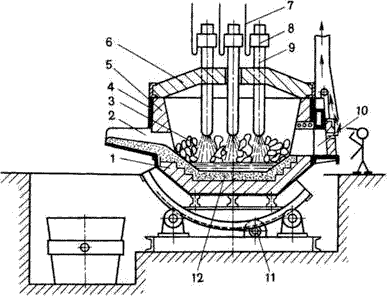 Рисунок 1 – Схема дуговой электрической плавильной печи. Электрические печи с кислой футеровкой обычно используются в литейных цехах при выплавке стали для фасонного литья. Основным недостатком кислых печей является то, что во время плавки из металла не удаляются сера и фосфор. Поэтому, в нашем случае используется печь с основной футеровкой, так как ПФ ТОО “Кастинг” не выплавляет сталь для фасонного литья, а выплавляет сталь для прокатного стана. Планируется ввести в эксплуатацию прокатный стан для производства строительной арматуры и мелкосортовой продукции. В дальнейшем планируется освоить производство проволоки и труб большого диаметра для нефтегазовой отрасли. Рассматриваемая нами печь является основной дуговой печью. Плавку в ней проводят на углеродистой шихте (с окислением примесей). Такую технологию чаще всего применяют для производства конструкционных углеродистых сталей. Конструкционная сталь – сталь, предназначенная для изготовления деталей машин и механизмов. Плавку проводят за 2 периода: окислительный и восстановительный. Данная технология также носит название технология плавки на свежей шихте с окислением и применяется на печах малой и средней ёмкости при выплавке качественных легированных сталей. 2.ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ ДСП-100  Рисунок 2 – ДСП –100 1 — устройство для ввода кислорода в электропечь; 2 — графитированный электрод; 3 —патрубок газоотсоса; 4 — свод; 5 — кожух; 6 — окно рабочее; 7 — механизм вращения ванны; 8, 9 — приводы наклона; 10 — люлька с механизмами; 11 — механизм поворота свода, 12 — механизм подъема свода; 13 — механизм перемещения электрода; 14 —- портал; 15 —установка вентилятора; 16 — экономайзер; 17 — токоподвод. 2.1 Характеристика печи. Таблица основных параметров печи.
Печь загружается сверху грейферной корзиной, при этом свод поднимается и вместе с электродами отводится в сторону слива металла. Возможна непрерывная подача металлизированных окатышей через загрузочное устройство в своде печи. Наличие ступеней постоянной мощности расширяет возможности разработки рациональных энергетических режимов плавки в дуговой печи. Для интенсификации расплавления шихты печь снабжена двумя сводовыми топливно-кислородными горелками. Применение водоохлаждаемых элементов сокращает расход огнеупоров и уменьшает простои на холодные ремонты футеровки. Однако простои печи с водоохлаждаемой футеровкой по ходу плавки вызывают потери энергии, которые необходимо восполнять после включения печи. Остановки печи в период раскисления, например, из-за несвоевременно проведенной подвалки шихты, могут привести к "замораживанию" расплава, так как водоохлаждаемая футеровка не аккумулирует тепло. Приведенные конструктивные особенности ДСП - 100 влияют и на технологию выплавки стали и, главным образом, определяют необходимость предельного сокращения продолжительности жидких периодов в печи и проведение доводки металла во внешних рафинировочных агрегатах. В состав оборудования ДСП-100 входят: электрогидравлический регулятор электрического режима АРФГ - 400/6, 3-Н с гидравлическим приводом перемещения электродов; печной трансформатор; механизм наклона ванны печи; механизм подъема и поворота свода; система охлаждения элементов стен, свода и токопровода; фурма для продувки металла кислородом; устройство замера температуры металла в печи; система отвода газов из печи; датчики технологических параметров (температура, давление, вес, расход) смежных с ДСП —100 систем; насосно-аккумуляторная станция. Сведения о технологическом процессе, регламенте и режиме. Технологический процесс выплавки стали, является непрерывно-дискретным с наличием значительного количества неконтролируемых возмущений и помех. Кроме того, он характеризуется отсутствием возможности непрерывного контроля основных переменных электротермического процесса (температура металла, концентрация компонентов и т.д.) и сложностью математических моделей взаимосвязи основных переменных процесса и нерешенностью задач их параметрической идентификации. Электропечь ДСП -100 эксплуатируется в технологической линии с установкой внепечной обработки стали на МНЛЗ, и используется, в основном, в качестве высокопроизводительного плавильного агрегата. Длительность плавки при производительности технологической линии 400 - 500 тыс. т. стали в год не должна превышать 100 мин. При этом продолжительность периодов плавки должна соответствовать следующим ориентировочным показателям: · предплавочные операции (заправка, завалка, подвалка, замена и перепуск электродов) - не более 20 мин; · расплавление (под током) - не более 55 мин; · доводка и выпуск - не более 25 мин. Технология производства стали в ДСП - 100 высокой производительности, характеризуется следующими основными положениями: 1. Марочный сортамент включает углеродистые, низколегированные, легированные стали. 2. Основным принципом технологического процесса является ориентация плавки в печи на расплавление шихты, окислительное рафинирование (дефосфорация, обезуглероживание) и нагрев металла до температуры выпуска (1600 - 1700°С) с последующей десульфурацией, легированием, корректировкой состава и температуры в ковше при внепечной обработке, в том числе и с дуговым подогревом стали. При отсутствии подогрева в ковше операция легирования может частично осуществляться в печи. 3. Основными составляющими шихты являются подготовленный стальной лом и внутризаводские отходы, а также чушковый чугун. При наличии особых требований к качеству стали в состав шихты включаются металлизированные окатыши. Металлозавалка готовится в скрапном отделении цеха, где подготовленный лом с помощью кранов загружается в завалочные корзины. Корзины в процессе заполнения шихтой взвешиваются. Металлозавалка должна составляться таким образом, чтобы обеспечить загрузку печи не более чем в два приема: завалка - 70 - 75 т., подвалка - 35 - 40 т. Общий вес загружаемой шихты - не более 115 т. 4. Добавочные материалы (шлакообразующие, ферросплавы, кокс, окатыши) догружаются в печь через отверстие в своде. В отдельных случаях легирующие вводятся через рабочее окно мульдозавалочной машиной. Предусматривается также подача материалов в ковш. Шлакообразующие материалы и ферросплавы, используемые для выплавки и внепечной обработки металла, соответствуют стандартам и техническим условиям. 5. Для интенсификации расплавления шихты используются газокислородные горелки ориентировочной мощностью по 7 МПа. При общей длительности расплавления под током 50-55 мин. длительность работы горелок составляет 15-20 мин. Максимальный расход газа на горелку составляет 700 нм3/час, максимальный расход кислорода 1400 нм3/час. 6. Кислород для окислительного рафинирования подается через фурму, вводимую в печь. Расход кислорода составляет 50 м3/мин при давлении 1,2 - 1,5 Мпа. Длительность продувки – 15 - 40 мин. 7. Для обеспечения необходимой стойкости футеровки и снижения потерь энергии во время доплавления шихты и нагрева жидкого металла формируют пенистый шлак, экранирующий дуги, присадками по ходу плавки известняка или извести, кокса, окислительных окатышей или вводя кислород через погруженную в металл фурму. 8. Для контроля химического состава металла в процессе плавки отбираются 3 - 4 пробы металла из печи и 1 - 2 - из ковша при внепечной обработке. Время от момента отбора проб да получения результатов анализа составляет 8-10 мин. 9. Выпуск стали из печи, производиться без печного окисленного шлака, оставляемого в электропечи с некоторым количеством металла (до 10 т.). Масса металла, сливаемого в ковш, измеряется взвешивающим устройством на сталевозе. Периодически, через 5-7 плавок, металл и шлак выпускаются полностью, после чего производится заправка футеровки печи. 3.ХАРАКТЕРИСТИКА СТАЛИ 95Х18. Сплав 95Х18 появился как качественный противовес импортным маркам стали 440С и 440В, которые использовались для изготовления ножей и строительных конструкций. Сегодня пользуется популярностью профессиональных мастеров и любителей работы по металлу, производителей ножей. Популярность 95Х18 обусловлена уникальными свойствами стали. Сплав разумно подобранных компонентов определяет лучшие свойства 95 Х 18. Основу составляет железо (78%). Количество углерода не превышает одного процента, поэтому в маркировке – 95 -указан его средний объем (0,95%). Главной легирующей добавкой здесь является хром, которого в сплаве 18%. Он образует защитную пленку, которая повышает прочность металла. Именно эти параметры положены в маркировку стали 95Х18. Химический состав, % (ГОСТ 5632-2014)
3.1 Лучшие свойства стали и ее недостатки. Как и любые материалы, сталь 95х18 для ножей имеет свои плюсы и неизбежные минусы. Состав сплава придает готовым изделиям уникальные свойства; клинки, изготовленные из стали 95Х18, обладают: высоким уровнем износостойкости; повышенной прочностью; твердостью; нейтральной реакцией к агрессивным средам, что повышает устойчивость к коррозийным процессам. Ножом, изготовленным из 95Х18, можно смело нарезать и обрабатывать любые продукты: сталь не вступает в реакцию с кислыми средами, не ржавеет от воздействия воды или соли, не деформируется, не теряет своего привлекательного вида. Значительным плюсом стали 95Х18 для изготовления ножей высокого качества является небольшая стоимость готовых изделий. Специалисты отмечают еще и простоту заточки ножей, выполненных из стали этой марки. Любители охоты, рыбалки и дальних пеших путешествий тоже довольны этим свойством. Тем более что нож из этой стали можно заточить, даже используя простой булыжник. На природе, это великая удача. В домашних условиях для заточки и правки лучше использовать брусок с алмазным напылением с уровнем зернистости 100/80 и 50/40. Прочность и высокая износостойкость продляют срок службы изделия, позволяют долго пользоваться ножом, который продолжительное время остается острым. Повышению твердости металла, на которую в быту нечасто обращают внимание, способствует использование новых технологий и качественное проведение термообработки. Стоит обратить внимание на недостатки, которых, к счастью, совсем немного – всего два. Причем один из них связан с технологией обработки сплава и его химического состава. Повышенное содержание хрома делает металл очень чувствительным к показателям температуры, поэтому требует строгого ее соблюдения при обработке. При значительном превышении температурной нормы сплав приобретет повышенную хрупкость, что исключит возможность его дальнейшей обработки. В быту хрупкие ножи из стали 95Х18 попадаются очень редко, но именно здесь может проявиться второй недостаток металла. Даже высококачественный стальной нож не стоит часто использовать для больших поперечных нагрузок на излом, если толщина обуха меньше 4 мм – он может переломиться. 3.2 Повышение прочности Для улучшения показателя твердости применяют особую технологию термообработки. Она проводится в несколько этапов. Сначала проводят заготовку отливок и их обжиг при температуре от 890 до 920 градусов. Процесс длится около двух часов. Готовые отливки отправляют на ковку, где превращают в полосы необходимых размеров. Их толщина устанавливается с учетом механической обработки металла при заточке. Следующим этапом является закалка: сначала - при высоких температурах в печи, а затем в емкостях с машинным маслом. Прошедшие закалку плиты повторно нагревают и выдерживают при 140-280 градусах в течение часа. Это процедура позволяет устранить излишнюю хрупкость, за счет заполнения пустот в молекулярной сетке металла. Сам материал приобретает твердость необходимого уровня. Этот показатель рассчитываются по шкале Роквелла и составляет 57–59 Hrc. Впрочем, эти данные понятны только специалистам, а обычные пользователи режущего инструмента просто отметят его высокое качество. На последнем этапе производится обработка режущей кромки. Сначала металлической ленте придают нужную форму, предварительно выделив кромочную границу, а затем затачивают, придавая нужную степень остроты. Стоит заметить, что закаленная сталь становится достаточно твердой, поэтому первоначальная заточка – достаточно трудоемкий процесс. 3.3 Области применения стали Сплав широко используется в авиа- и машиностроении, а также при производстве ножей. Промышленность давно подтвердила замечательные свойства сплава. Что касается ножей, то режущий инструмент из стали 95Х18 используется сравнительно недавно. Тем не менее, у него есть большое число почитателей. О нем с восторгом отзываются охотники, рыболовы, туристы. Их покоряет прочность, долговечность и надежность изделий.. |