Адгезионной взаимодействие при склеивании пластмасс. Горюнов Адгезионное взаимодействие при склеивании пластмасс. Адгезионное взаимодействие при склеивании пластмасс
 Скачать 134.6 Kb. Скачать 134.6 Kb.
|

|
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «Ивановский государственный политехнический университет»  Институт информационных технологий, естественных и гуманитарных наук Кафедра естественных наук и техносферной безопасности КУРСОВАЯ РАБОТА ПО ДИСЦИПЛИНЕ «Процессы на поверхности раздела фаз» На тему: «Адгезионное взаимодействие при склеивании пластмасс» Выполнил студент Горюнов А.Ю. Подпись_____________ Специальность 28.03.02 «Наноинженерия» Номер зачетной книжки 185033 Группа «НИ-31» Руководитель работы к.т.н., доцент Баранов А.В. Подпись_____________ Курсовая работа защищена «» 20г. Оценка___________________ Иваново 2021 Содержание Введение...................................................................................................................3 1. Факторы, снижающие адгезию…………………………………………….... 4 1.1.Методы повышения адгезии... ... ... ... ... ... ... ................................................4 1.6. Адгезионное взаимодействие при склеивании пластмасс................ ...........5 Заключение………………………………………………………………….........10 Список литературы…………………………………………………………........11 Введение Адгезия является одним из ключевых свойств материалов в следующих областях: Металлургия – антикоррозионные покрытия. Механика – слой смазки на поверхности элементов машин и механизмов. Медицина – стоматология. Строительство. В данной отрасли адгезия является одним из главных показателей качества выполнения работ и надёжности конструкций. Практически на всех этапах строительства контролируются показатели адгезии для следующих соединений: лакокрасочные материалы; штукатурные смеси, стяжки и заливки; клеящие составы, кладочные растворы, герметики и т.п. Существует три основных принципа адгезионного соединения материалов. В строительстве и технологии они проявляются следующим образом: Механический — сцепление происходит путем прилипания наносимого материала к основанию. Механизм такого соединения заключается в проникновении наносимого вещества в поры внешнего слоя или соединении с шероховатой поверхностью. Примером, является окраска поверхности бетона или металла. Химический — связь между материалами, в том числе различной плотности, происходит на атомном уровне. Для образования такой связи необходимо присутствие катализатора. Примером адгезии такого типа является пайка или сварка. Физический — на сопрягаемых поверхностях возникает электромагнитная межмолекулярная связь. Может образоваться в результате возникновения статического заряда или под воздействием постоянного магнитного или электромагнитного поля. Пример использования в технологии — окрашивание различных поверхностей в электромагнитном поле. В данной работе будет описываться адгезионное взаимодействие при склеивании пластмасс.Факторы, снижающие адгезию материалов На снижение адгезии оказывают влияние различные физические и химические факторы. К физическим относится температура и влажность окружающей среды в момент нанесения декоративно-отделочных или защитных материалов. Также снижают адгезионные взаимодействия различные загрязнения, в частности, пыль покрывающая поверхность основания. В процессе эксплуатации влияние на прочность соединения лакокрасочных материалов может оказывать ультрафиолетовое излучение. Химические факторы, снижающие адгезию, представлены различными материалами загрязняющими поверхность: бензин и масла, жиры, кислотные и щелочные растворы и т.п. Также адгезию отделочных материалов могут снижать различные процессы, возникающие в строительных конструкциях: усадка; растягивающие и сжимающие напряжения. ВЕЩЕСТВО, НАНОСИМОЕ НА ПОВЕРХНОСТЬ ДЛЯ УВЕЛИЧЕНИЯ СИЛЫ СЦЕПЛЕНИЯ МЕЖДУ ОСНОВАНИЕМ И ОТДЕЛОЧНЫМ МАТЕРИАЛОМ, НАЗЫВАЕТСЯ АДГЕЗИВОМ. ОСНОВАНИЕ, НА КОТОРОЕ НАНОСИТСЯ АДГЕЗИВ, НАЗЫВАЕТСЯ СУБСТРАТОМ. Методы повышения адгезии В строительстве существует несколько универсальных способов повышения адгезии декоративных отделочных материалов с поверхностью основания: Механический – поверхности основания придают шероховатость, чтобы увеличить площадь соприкосновения. Для этого её обрабатывают различными абразивными материалами, наносят насечки и т.п. Химический – в состав наносимых защитно-отделочных материалов добавляют различные вещества. Это, как правило, полимеры, образующие более прочные связи и придающие материалу дополнительную эластичность. Физико-химический – поверхность основания обрабатывают грунтовкой, изменяющей основные химические параметры материала и оказывающей влияние на определённые физические свойства. К примеру, снижение влагопоглощения у пористых материалов, закрепление рыхлого внешнего слоя и т.п. Адгезионное взаимодействие при склеивании пластмасс Адгезионное взаимодействие – это один из важнейших факторов, влияющих на прочность клеевых соединений. Из всех теорий адгезии, описанных в литературе, в которых сделана попытка объяснить причину сцепления, наиболее признанной является адсорбционная, или, как она называется в отечественной литературе, молекулярная теория адгезии, согласно которой, сцепление между разнородными телами обусловлено действием межатомных (химических) и (или) межмолекулярных (физических) сил, имеющих электрическую природу. В соответствии с этой теорией, для обеспечения высокой адгезионной прочности необходимо присутствие в клее и на склеиваемых поверхностях химически активных, полярных или способных поляризоваться групп. В этом случае между соединяемыми поверхностями возникают соответственно химические, ориентационные или индукционные связи. Однако необходимо учитывать, что природа атомных групп в полимерной основе клея влияет не только на его адгезионное взаимодействие со склеиваемой поверхностью, о чем преимущественно пишут исследователи, но и на когезионную прочность клеевой прослойки. В связи с этим нельзя считать, что прочность клеевого соединения обусловлена только адгезионным взаимодействием. Положительное влияние полярности на прочность склеивания подтверждается тем, что хорошими клеящими свойствами по отношению к полярным полимерам и пластмассам на их основе обладают полимеры, макромолекулы которых содержат уретановые, изоцианатные, гидроксильные, эпоксидные, карбоксильные и другие полярные группы (полиуретаны, фенопласты, полиэпоксиды, полиакрилаты, карбоксилсодержащие каучуки и др.). Вместе с тем известны случаи, когда неполярный полимер, например полиизобутилен, может быть хорошим клеем, а полярный полимер, например полиамид, с трудом склеивается . Это свидетельствует о том, что такие характеристики полярности материала, как дипольный момент μ атомных групп или молекул, отношение μ2/ԑ, где ԑ — диэлектрическая проницаемость, или плотность энергии когезии атомных групп, не могут являться мерой оценки клеящих свойств. Повышение полярности клея приводит к росту его адгезии к полярной подложке, но повышение полярности клея при неполярном или слабололярном склеиваемом материале приводит к снижению прочности соединения . Основной путь повышения адгезии к таким неполярным полимерам, как полиэтилен, полиизобутиден, политетрафторэтилен, — применение клеев менее полярных, чем склеиваемые материалы. Высокая прочность сцепления клея со склеиваемым материалом, различающихся полярностью, достигается, если поверхностная энергия клея равна или меньше поверхностной энергии материала. При соединении материалов различной полярности высокая прочность достигается при использовании клея на основе полимера, макромолекулы которого содержат различные по полярности и реакционной способности группы. Зависимость прочности клеевых соединений от содержания полярных групп в полимере клея имеет экстремальный характер. При изменении содержания полярных групп в полимере одновременно с прочностью сцепления изменяются (в результате роста жесткости макромолекул снижается вероятность контакта функциональных групп клея и склеиваемого материала) механические свойства клеевой прослойки. Одной из причин снижения прочности после достижения максимального значения можно считать повышение хрупкости клеевой прослойки. Таким образом, усиление внутри- и межмолекуляного взаимодействия в пределах одной фазы препятствует взаимодействию па границе раздела фаз. Следовательно, применение клея, в состав которого входят соединения с оптимальным содержанием активных групп, — один из эффективных способов регулирования прочности клеевых соединений. Клеевые соединения в большинстве случаев эксплуатируются в условиях действия высоких температур, агрессивных сред, атмосферных факторов, а межмолекулярные связи в этих условиях оказываются недостаточно устойчивыми. Наиболее высокую прочность соединения достигают с помощью такого клея, который обеспечивает образование межатомных связей между ним и склеиваемым материалом. Для полного использования в процессе склеивания межатомных и межмолекулярных сил требуется, сближение молекул клея и подложки на расстояния 0,1—0,5 нм (1—5 А), то есть необходимо полное смачивание клеем склеиваемой поверхности. Полнота смачивания клеем зависит (в соответствии с уравнением Юнга): от соотношений поверхностных натяжений на трех межфазных границах: клей — воздух (γк); подложка — воздух (γп); и клей — подложка (γкп); начальной вязкости клея; состояния поверхности; прилагаемого давления; продолжительности смачивания клеем поверхности.  Мера смачиваемости поверхности клеем – краевой угол смачивания Ɵ (рисунок 1), который уменьшается с увеличением γп и уменьшением γк. С помощью Ɵ можно охарактеризовать клеящую способность полимера, но этого иногда бывает недостаточно, чтобы судить о возможной прочности соединения. Истинная смачиваемость поверхности полимерного материала клеем может быть искажена наличием на ней различных загрязнений, низкомолекулярных веществ, выполняющих функцию вспомогательных веществ при переработке или мигрирующих из объема на поверхность, продуктов химического взаимодействия полимера с окружающей средой, которые имеют более низкое или, наоборот, более высокое поверхностное натяжение, чем чистый полимерный материал. Полное смачивание соответствует условию γк≤γп–γкп, приикотором Ɵ= 0 рад. Значения γп и γкп не поддаются непосредственному экспериментальному определению, поэтому для оценки смачиваемости часто пользуются эмпирической характеристикой — критическим поверхностным натяжением смачивания γс. Клей полностью смачивает полимерный материал при γк<γс. Если γк>γc (а это возможно при склеивании пластмасс), смачивание неполное, но увеличивается пропорционально адгезии клея к поверхности по мере уменьшения разности γк–γс. Из условия смачивания следует также, что, например, расплавленный полиэтилен с критическим поверхностным натяжением 31×10-3 Н/м должен иметь отличное сцепление с отвержденными эпоксидной, меламино– или карбамидоформальдегидной смолой и другими полимерными материалами, имеющими более высокое значение критического поверхностного натяжения. Сополимер тетрафторэтилена с гексафторпропиленом, критическое поверхностное натяжение которого равно 16,2×10-3 Н/м, должен бы быть хорошим клеем для всех материалов. При полном смачивании значительные различия между γк и γс нежелательны, так как клеевая прослойка на основе полимера с низкой поверхностной энергией имеет низкую когезионную прочность. Именно этим можно объяснить снижение прочности клеевого соединения после достижения максимума по мере уменьшения поверхностного натяжения клея. Склеиваемая поверхность может быть частично или полностью покрыта пленкой другого материала, которая хорошо смачивается клеем, но сама имеет слабую адгезию к поверхности. В этом случае хорошая смачиваемость не обеспечит надежного склеивания. Поверхиостное натяжение клея можно изменить химической модификацией. Так, фторирование эпоксидной смолы и полидиметилсилоксана снижает поверхностное натяжение соответственно с 44×10-3 до 20×10-3 Н/м и с 24×10-3 до 10×10-з Н/м. Такими клеями могут быть склеены практически любые полимерные материалы. Смачиваемость можно регулировать также, добавляя в клей: поверхностно-активные вещества, разбавители, пластификаторы, наполнители и др. Чтобы обеспечить хорошее смачивание и адгезионное сцепление поверхности с клеем, последний применяют в виде подвижных жидкостей или вязко-текучих композиций. На полноту смачивания поверхности клеем влияют: форма и размер углублений и выступов на ней, вязкость клея, продолжительность и давление склеивания. Любая поверхность имеет определенную шероховатость, зависящую от способа обработки. Наиболее часто встречается и наиболее благоприятна для полного смачивания призматическая форма углублений (выступов). 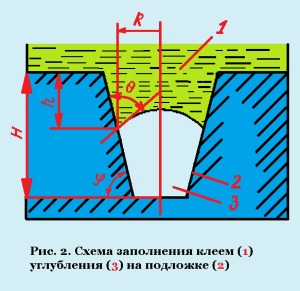 Мелкие углубления на поверхности заполняются клеем под влиянием капиллярного давления и давления, прилагаемого при нанесении клея и запрессовке. При этом находящийся в капиллярных углублениях (порах) воздух сжимается и препятствует их заполнению, клеем. Критерием смачивания служит сумма угла наклона углубления и краевого угла Ɵ смачивания (рисунок 2). Капиллярное давление превосходит давление воздуха, и смачивание происходит, если φ +Ɵ<π рад. Чем больше угол, тем меньше глубина h проникновения клея в углубление поверхности. Зависимость глубины h заполнения клеем неровностей конической формы от прилагаемого давления р, начального давления рв воздуха в углублениях и поверхностного натяжения клея γк выражается формулой: 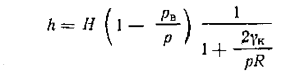 где Н — средняя глубина поры; R — средний радиус поры. При формировании клеевой прослойки на шероховатой поверхности необходимо считаться с тем, что время достижения равновесного смачивания увеличивается с повышением вязкости клея, которое может происходить в результате его отверждения: 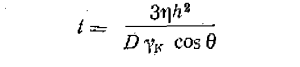 где h — глубина затекания клея в пору со средним диаметром D за время t; γк — поверхностное натяжение клея;Ɵ— краевой угол смачивания; ŋ— вязкость клея. Если скорость растекания клея оказывается ниже, чем скорость его отверждения, то на склеиваемых поверхностях остаются незаполненные клеем полости. При склеивании, например, отвержденных реактопластов желательно, чтобы поверхность была по возможности более гладкой. Однако по мере повышения температуры склеивания скорость растекания клея по шероховатой поверхности становится больше скорости отверждения клея. Для обеспечения полного смачивания необходимо, чтобы исходная вязкость клея сохранялась в течение длительного времени. В термодинамически совместимых системах при достаточно большом периоде индукции полимеризации основы клея последний успевает не только смочить поверхность, но и диффундирует внутрь, что обеспечивает большую прочность и долговечность клеевого шва. Невозможностью заполнения клеем неровностей поверхности в случае его скоростного (например, высокочастотного) отверждения можно объяснить факт снижения прочности соединения по зашкуренным поверхностям, обнаруженный в работе. Адгезия, которая была достигнута на стадии формирования клеевого шва, может измениться в процессе отверждения и/или затвердевания клеевой прослойки. Усадка полимера в этом случае может привести к увеличению расстояния между взаимодействующими молекулами или атомными группами и снижению в результате этого адгезионной прочности или к возникновению остаточных напряжений. В процессе эксплуатации соединения адгезионная прочность может изменяться под влиянием окружающей среды (агрессивные среды, температура, постоянно действующие нагрузки и др.), а также в результате различия деформационных, теплофизических и других характеристик клеевой прослойки и соединяемых материалов или химических и физических процессов, протекающих внутри клеевого шва и на поверхности его контакта с соединяемыми материалами. Заключение Адгезия является одной из важнейших характеристик многих процессов современного строительства, поэтому для её увеличения разрабатываются всё новые методы. Их применение обеспечит большую долговечность строительным конструкциям и отделочным материалам, что в конечном итоге даст существенную экономию. Список литературы Encyclopedia of Polymer Science and Technology. V. 1. N. Y.,1964, p. 445—532, Eilers J. H. «Kautschuk u. Gummi, Kunststoffe», 1966, Bd. 19, № 7, S. 436—442. Cheney А.J., Ebditig W.E. Prod. Eng., 1958, v. 29, № 37, p. 226—228. Кардашов Д. А. Синтетические клеи. Изд. 3-е, перераб. и доп. М., «Химия», 1976. 504 с. Тростянская Е. В., Комаров Г. В., Шишкин В. А. Сварка пластмасс. М., «Машиностроение», 1967. 252 с. Ullmanns Encyklopiidie der technischen Chemie, Dritte, vollig neugestaltete Aufl. Bd. 11. Miinchen — Berlin, Urban Schwarenberg, 1960. S. 52. Воюцкий С. С. Аутогезия и адгезия высокополимеров. М.,Ростехиэдат, 1960. 244 с. Берлин А. А., Басин В. Е. Основы адгезии полимеров. М., «Химия», 1974. 392 с. Шишкин В. А., Тростянская Е. Б., Гончаренко В. АЛап¬?шин И. Ф. Пласт, массы, 1974, № 2, с. 37—39. Комаров Г.В., Способы соединения деталей из пластических масс, 1979 год. |