курсовой. отчет Линара 2022. Байыту фабрикасы туралы негізгі мліметтер кен байыту
 Скачать 5.12 Mb. Скачать 5.12 Mb.
|

|
БАЙЫТУ ФАБРИКАСЫ ТУРАЛЫ НЕГІЗГІ МӘЛІМЕТТЕР Кен байыту — бос тау жыныстарынан пайдалы минералдарды бөліп алу мақсатында минералдық шикізаттарды алдын ала өңдеу процестерінің жиынтығы.Кен байыту нәтижесінде екі түрлі өнім түзіледі: пайдалы құраушыларының негізгі массасы топтасқан концентрат және қалдық. Жезқазған байыту фабрикаларының тарихы сонау 1947 жылы басталады. Главмеди мен Наркомат басшылығының шешімі бойынша 1947 жылы № 1 Жезқазған байыту фабрикасы салынды. Жобалауға Ленмеханобр, "Центрэлектромонтаж" тресінің Мәскеу жобалау-конструкторлық басқармасы және Промстрой қатысты. Бүкіл зауыттың бас дизайнері Гипроцветмет болды. Жоба мен сызбаларды түзету 1950 жылы аяқталды, келесі үш жылда құрылыс-монтаждау жұмыстары жүргізілді. Фабриканың өнімділігі жылына 5,2 млн тонна кен болып анықталды. Оның 4 млн — мыс сульфидті кені және 1,2 млн — мыс-қорғасын кені.  Жезқақған қаласында жалпы №1,2,3 байыту фабрикасы бар. Қазіргі танда №3 байыту фабрикасы жұмыс істемейді. Жезқазған фабрикаларында кенді байытудың қандай схемасы қолданылады? №1, 2 Жезқазған байыту фабрикалары (ЖОФ № 1 және № 2) байытудың аяқталған циклі бар және Жезқазған мыс балқыту зауытында (ЖМЗ) алынған концентраттарды бірлесіп өңдейтін екі байыту өндірісін біріктіреді. № 1, 2 ЖОФ жерасты және ашық өндірудің мыс сульфидті кендерін, ашық (карьерлік) өндірудің мыс аралас және тотыққан кендерін, ЖМЗ металлургиялық өндірісінің шлактары мен қыртыстарын өңдейді. Жезқазған кен орнының мыс кендері қорлары бойынша негізгі болып табылады. 2008 жылдан бастап № 1, 2 ЖОФ-да Жомарт кенішінің жерасты өндірісіндегі мыс кенін қайта өңдеу басталды. № 1, 2 Жезқазған байыту фабрикаларының тауарлық өнімі-Жезқазған мыс балқыту зауытында өңделетін мыс концентраты. Кеннің сипаттамасы Жезқазғандағы байыту фабрикасы № 1,2 (ЖБФ № 1,2) аяқталған байыту циклінен тұратын екі байыту фабрикасын біріктіреді және екеуінен алынған мыс концентраты бірлескен сусыздандыру процесінен өтеді. №1 БФ жерасты сульфидті мыс кендерін өңдейді. № 2 БФ жерасты және ашық карьерлердің мыс сульфидті кендерін, аралас және тотыққан кендерді, металлургия өндірісінің шлактарын өңдейді. Жезқазған кен орнындағы мыс кендері құмдақ тастар түріне жатады. Кеннің қаттылығы профессор Протодяконов шкаласы бойынша 14-16 бірлікті құрайды, кеннің меншікті салмағы 2,7 т / м3, ал үйінді тығыздығы 1,55 т / м3 құрайды. Ашық өндірілетін кен сорттарға бөлінеді: - сульфидті – құрамындағы тотық мөлшері 12,5% дейін; - аралас - құрамындағы тотық мөлшері 12,5-20,0% ; - тотыққан - құрамындағы тотық мөлшері 20,0% -дан асатын. 1-кесте - Кеннің химиялық құрамы
Фабрикада өңделетін кен құрамында концентратқа жіберілетін күміс бар. Әдетте, кеннің барлық маркаларынан күміс алу мыс алу деңгейінде. Күмістің бөлінуін арттыру үшін арнайы зерттеулер жүргізілуде. Мыс қорыту зауытының металлургиялық өндірісінің шлактары Қалдық шлактарға құрамында мыс үлесі 0,3% кем емес шлактар, шлак қыртыстарына құрамында кемінде 0,8% мыс бар шлактар жатады. Шлактар мен қыртыстардағы мыс күңгірт штейн түрінде болады. Шлактар мен қыртыстардың минералогиялық құрамы кендерге ұқсас және мыс сульфидтері - халькозин, боронит және халькопириттен тұрады. Шлактар мен қыртыстарды байытымдылығына зерттеу МҚЗ қалдықтарын кенмен қосып флотациялық байыту мүмкіндіктерін көрсетеді. Мыстың шлактар мен қыртыстар қоспасынан концентратқа максималды шығарылуы шлактар мен қыртыстардың 10% аспайтын үлесінде қамтамасыз етіледі. Қоспалар: мышьяк (1 ÷ 3 × 10-5)%; селен 1 × 10-4%; темір (3 ÷ 7 × 10-3)%; қорғасын 1 × 10-3; натрий оксиді - 5 × 10-5%; хлор - 1 × 10-4%. Жерасты сульфидті мыс кені Негізгі кен минералдары: борнит - (35-40)%, халькозин - (30-35)%, халькопирит - (10-15)%. Металл емес материалдар: кварц, дала шпаттары, карбонаттар, хлорит, серицит, сазды заттар. 0,20 мм, 0,15 мм, 0,10 мм кластарында кен минералдары негізінен жымдасқан түрде (в сростках) кездеседі. Бұл кластардағы мыс мөлшері 0,65% -дан 0,70% -ға дейін. 0,071 мм плюс класында кен минералдарының жартысы жымдасқан, қосынды түрінде, ал жартысы еркін күйде болады. Жымдасқан сульфидті түйіршіктердің мөлшері шамамен 0,01 мм құрайды. Жымдасудан басқа, кен минералдары тау жыныстарында қосылып және сіңдіріліп кездеседі. Сульфидті мыс кені Кен және металл емес минералдар жер асты өндірісінің сульфидті кендерімен бірдей, бірақ халькозин (50% -дан 60% -ға дейін), борит (20% -дан 24% -ға дейін), халькопирит (5% -дан 9% -ға дейін) басым. Сонымен қатар, куприт және ковеллин бар. Мыстың тотыққан минералдары: малахит және азурит кездеседі. Металл емес заттардың ішінде сланецтер, карбонаттар және саз заттар көп. Аралас мыс кені Аралас мыс кені сульфидті кендермен бірге алынады. Минералдануы орташа түйіршікті құмдақтармен берілген (көбінесе каолинделген) және халькозиннің майда ірілікте болуы, борниттің сирек таралуы, сонымен қатар мыс тотыққан минералдардың жағындыларымен ерекшеленеді. Сонымен қатар, тотыққан мыс минералдары құмтас цементінің сіңдірілуін құрайды. Ірі кластарда тау жыныстарындағы минералдардың жымдасуы мен қосылыстары басым болады. Малахит, хризоколла және ковеллиндер белгіленген (негізгі мыс минералдарынан басқа). Минус 0,071 мм класта сульфидтердің жартысынан көбі еркін күйде болады. Металл емес минералдардың көп бөлігінде сульфид қосындылары болады. Тотыққан мыс кені Тотыққан кендердің минералогиялық құрамы негізінен малахит, азурит және мыс сульфаттарынан, ал жеке кен орындарында хризоколаның едәуір мөлшерінен тұрады. Байыту фабрикасында қолданылатын пайдалы қазбаларды өңдеу процестері мен әдістері. Байыту өнімдері Байыту фабрикаларында пайдалы қазбаларды өңдеу жүйелі процестерден өтеді. Олар технологиялық қолданылу мәніне байланысты дайындау, негізгі байыту және көмекші процестер деп аталады. Дайындау процестері - ұсату, елеу, ұнтақтау, жіктеу. Дайындау процестерінің міндеті минералды шикізатты одан әрі байыту үшін қажетті ірілік мөлшеріне жеткізу. Байытудың негізгі процестері пайдалы қазбалар концентратқа және бос жыныстар қалдыққа бөлінетін физикалық және физика-химиялық процестері болып табылады. Көмекші процестер – байыту өнімдірін сусыздандыру, яғни олардағы ылғал мөлшерін белгілі нормаға келтіру процестері: қойылту, сүзу, кептіру. Ұсату Ұсату дегеніміз - сыртқы механикалық күштердің әсерінен кесек, минералды шикізатты жаншу, бөлшектеу, соққылау немесе олардың комбинациясы арқылы белгілі бір ірілікке дейін жеткізу. Байыту фабрикаларында кен ұсату үшін қолданылатын машиналарды ұсатқыштар деп атайды. Елеу Елеу — әртүрлі кесекті не түйіршікті материалды елеу беттері арқылы өткізіп, екі не бірнеше ірілікті кластарға бөлу процесі.Байыту фабрикаларында елеу процесі арнайы қондырғыларда – елеуіштерде (грохот) жүргізіледі. Ұнтақтау Майда ұсатылған кен әрі қарай ұнтақтау процесіне түседі. Ұнтақтау процесінде кен қажетті ірілікке дейін ұнтақталады. Ұнтақтау процесі екі не үш сатылы схемада жүргізіледі. Жіктеу Жіктеу (классификация) – минерал түйіршіктерінің суда (не ауада) шөгу жылдамдықтарына қарай әр түрлі ірілік кластарға бөлінуі. Яғни ұнтақтау процесінен кейін пульпаны екі өнімге: ағызынды және құмға бөлу үшін қолданылады. Флотациялық байыту әдісі Флотациялық процестер деп минералдардың фазааралық бетте әртүрлі бекінуі қабілетіне негізделген бөлу процесін айтады. Флотациялық байыту процесі флотациялық машиналарда жүргізіледі. Гравитациялық байыту әдісі Гравитациялық байыту әртүрлі пайдалы қазбаларды өңдеудің кең тараған әдістерінің бірі. Байытудың гравитациялық әдістері минералды дәндердің ауырлық және кедергі күштерінің әсерінен ортада қозғалу жылдамдығының әртүрлілігіне негізделген, бұл дәндердің тығыздығы мен ірілігінің әртүрлілігімен түсіндіріледі. Байытудың магниттік әдістері Магниттік байыту қара және сирек металл кендерінің бөлінетін компоненттерінің әртүрлі қасиеттеріне негізделген. Байытудың магниттік әдістері бөлінетін минералдардың магниттік қасиеттерінің әртүрлілігіне, негізінен олардың магниттік сезгіштігінің әртүрлілігіне негізделген. Байытудың электрлік әдістері Электрлік байыту минералдардың электрлік қасиеттерінің әртүрлілігіне негізделген. Мұндай қасиеттерге: электроөткізгіштік, диэлектрлік өткізгіштік, трибоөткізгіштік, потенциалды, пироэлектрлік әсер, пьезоэлектрлік әсер.Электрлік байыту электрлік сепараторларда жүргізіледі. Көмекші процестер Қойылту - ауырлық күші мен ортадан тепкіш күштердің әсерінен пульпада қатты бөлшектерді тұндыру. Қоюлау процесі қоюландырғыштарда (сгуститель) жүргізіледі. Сүзу - вакуумнан немесе артық ауа қысымынан туындаған қысым айырмашылығының әсерімен пульпаның сұйық және қатты фазаларын бөлу процесі. Сүзу – сүзүіштерде (вакуум-фильтр) жүргізіледі. Кептіру – ылғалды материалды қыздыру кезінде оның құрамындағы судың булануына негізделген құрғату процесі. Байыту процестерінің жіктелуі 1-суретте көрсетілген. 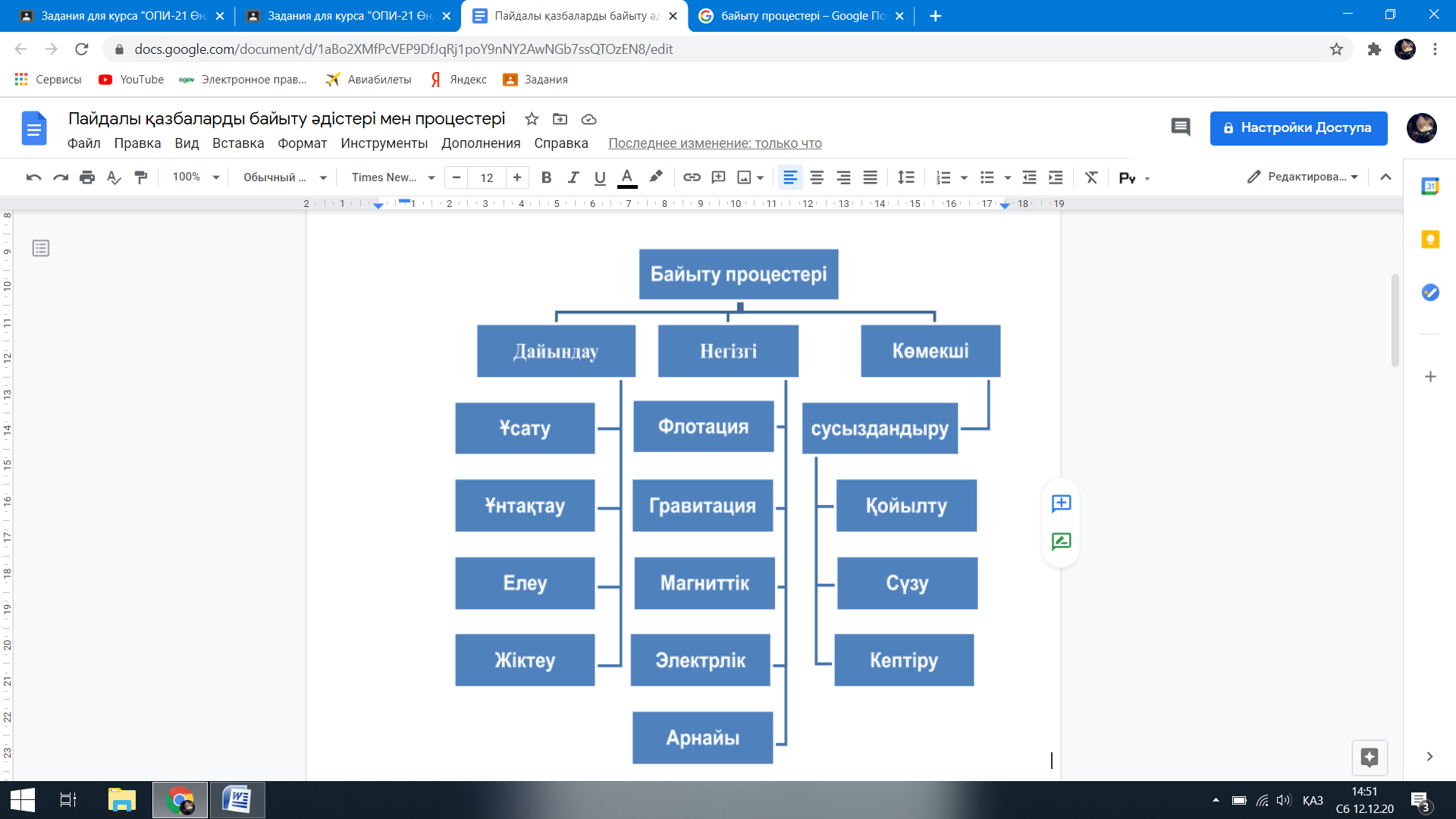 1-сурет. Байыту процестерінің жіктелуі. Байыту өнімдері • Концентрат дегеніміз - шикізатпен салыстырғанда пайдалы компоненттің мөлшері көп байыту өнімдері. • Қалдық деп негізінен бос жыныс минералдарынан тұратын және пайдалы компоненттер аз мөлшерде болатын байыту өнімі аталады, оларды байыту кейбір жағдайларда іс жүзінде және технологиялық тұрғыда мүмкін емес. • Пайдалы қоспалар дегеніміз - минералдарда аз мөлшерде болатын элементтер, олар негізгі металмен бірге өндірілетіндіктен оларды байыту экономикалық тұрғыдан мүмкін болады. • Аралық өнім - байыту өнімі, онда бағалы минералдың мөлшері концентраттан төмен, бірақ қалдыққа қарағанда жоғары. Аралық өнім одан әрі өңделеді. 1.2.1 Дайындау процестері Ұсату Ұсақтау - кенді байыту алдында онын ірі кесектерін белгілі мөлшерге дейін ұсату үшін жүргізіледі. Егер кен ұсақ сеппелі болса,тиісінше ұнтақтау алдында ұсату 8 - 10 мм-ге дейін жеткізіледі. Ірілігіне қарай ірілеп ұсату, орташа ұсату және ұсақ ұсату сатыларына бөлінеді. Ұсату арнаулы аппараттарда - ұсатқыштарда соғу, жару және жаншу жолдарымен жүргізіледі. Ұсақтау үш сатыда жүреді: ірі ұсақтау 1000-1500-ден 250мм-ге дейін; орташа ұсақтау 250-ден 50-60мм-ге дейін; майда ұсақтау 60мм-тен 5-6мм-ге дейін. Ұсатудың схемалары: 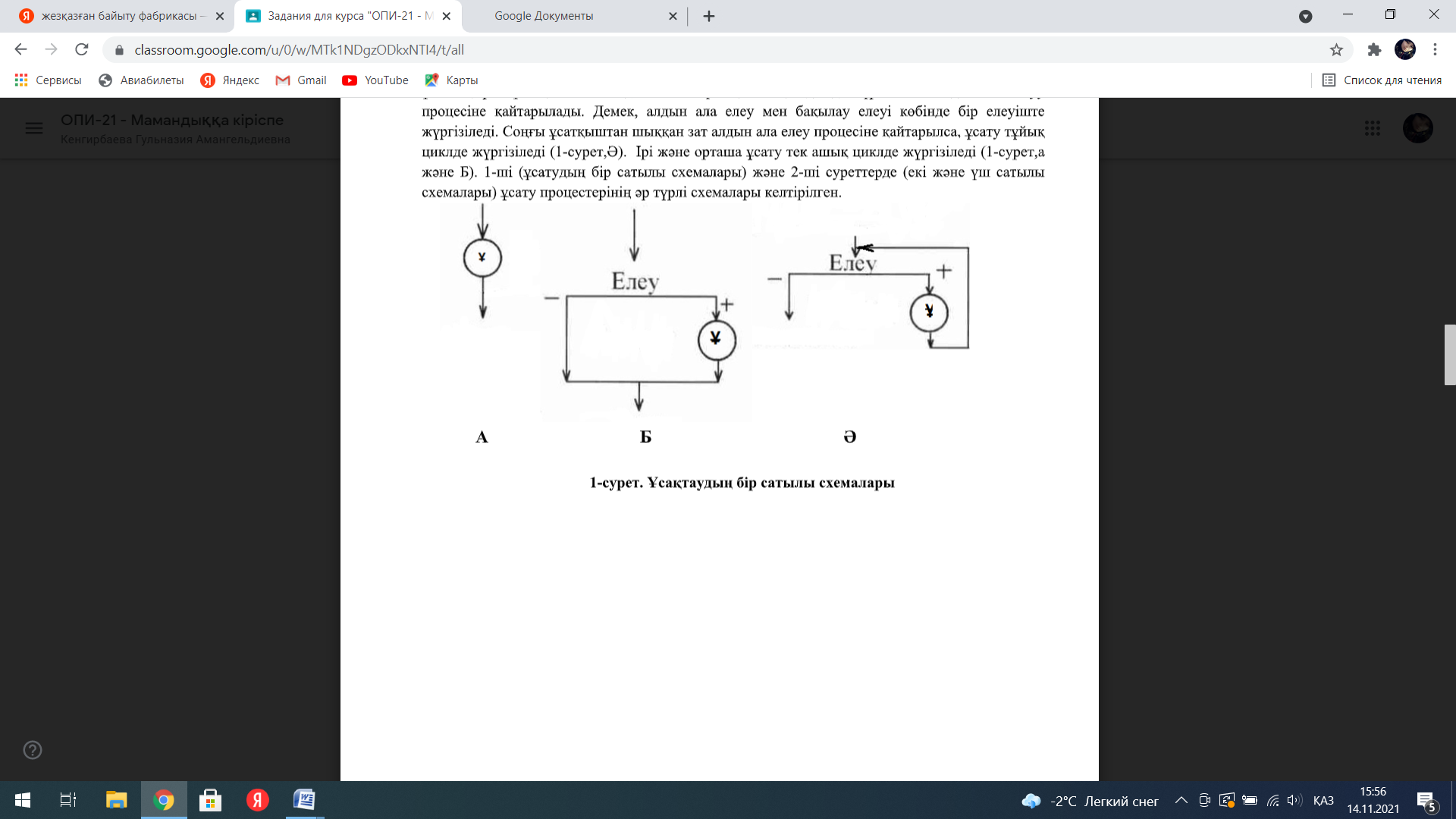 2-сурет. Ұсақтаудың бір сатылы схемасы 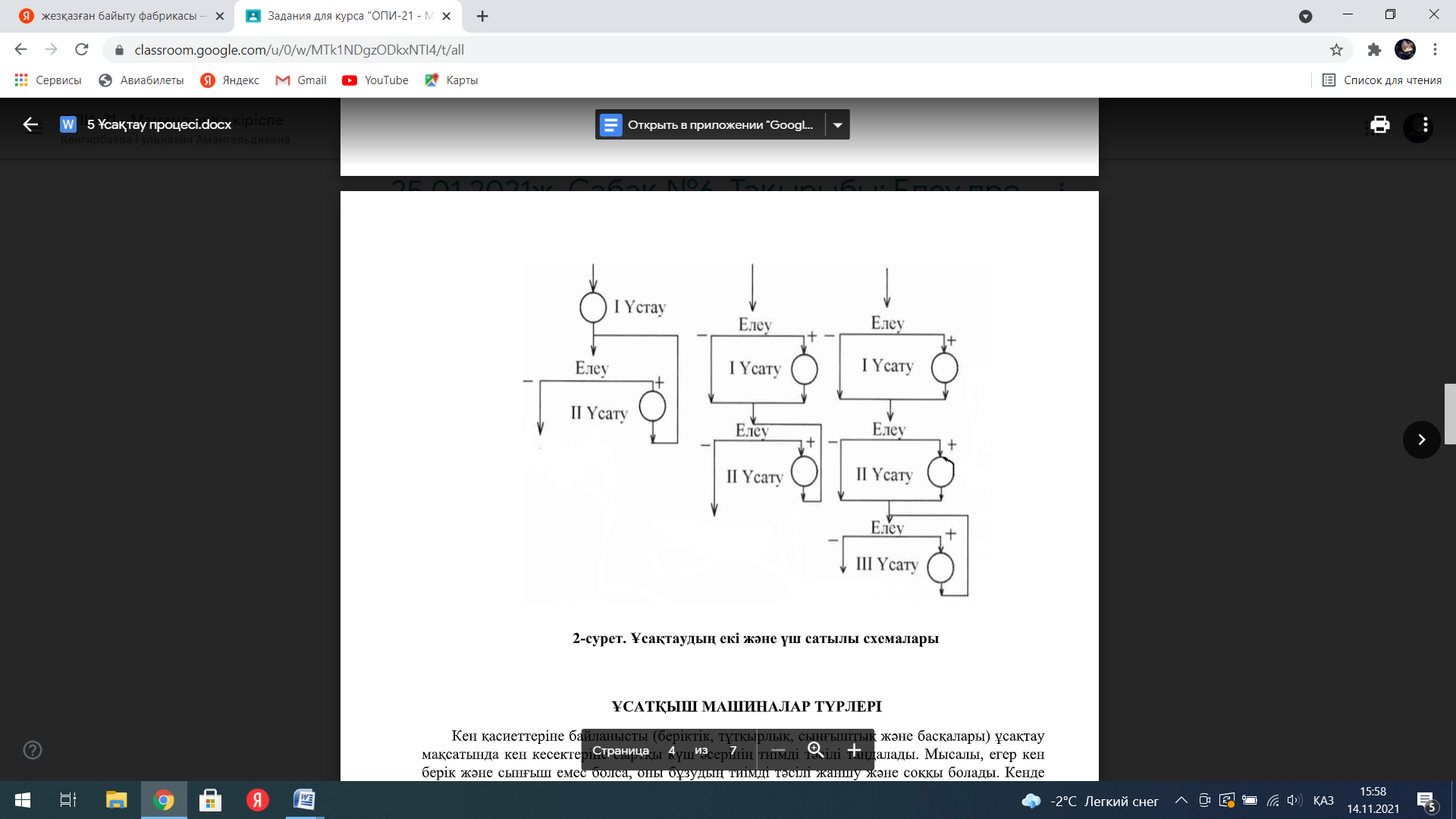 3-сурет. Ұсақтаудың екі және үш сатылы схемалары Ұсатқыш машиналар түрлері Конусты ұсақтағыштар, мұнда кеннің ұсақталуы қозғалатын және қозғалмайтын конустардың арасында жаншу және үйкеу арқылы жүреді. Жақты ұсақтағыштар, мұнда кесектердің бұзылуы периодты жақындайтын екі жақтын арасында жаншылу және жарылу жолымен жүргізіледі. Білікті ұсақтағыштар, мұнда кеннің ұсақталуы бір- біріне қарсы айналатын екі біліктің арасында жаншылу арқылы жүреді. Соққылы әсерлі ұсатқыштар. Жақты ұсақтағыштар ірі және орта ұсақтау үшін, конусты - ірі, орта және майда ұсақтауға, білікті - сынғыш кендерді майда ұсақтауға қолданылады. 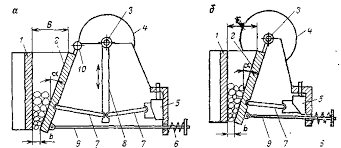 4-сурет.Жақты ұсатқыштар схемасы 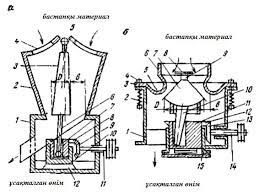 5-сурет. Конусты ұсатқыштар схемасы 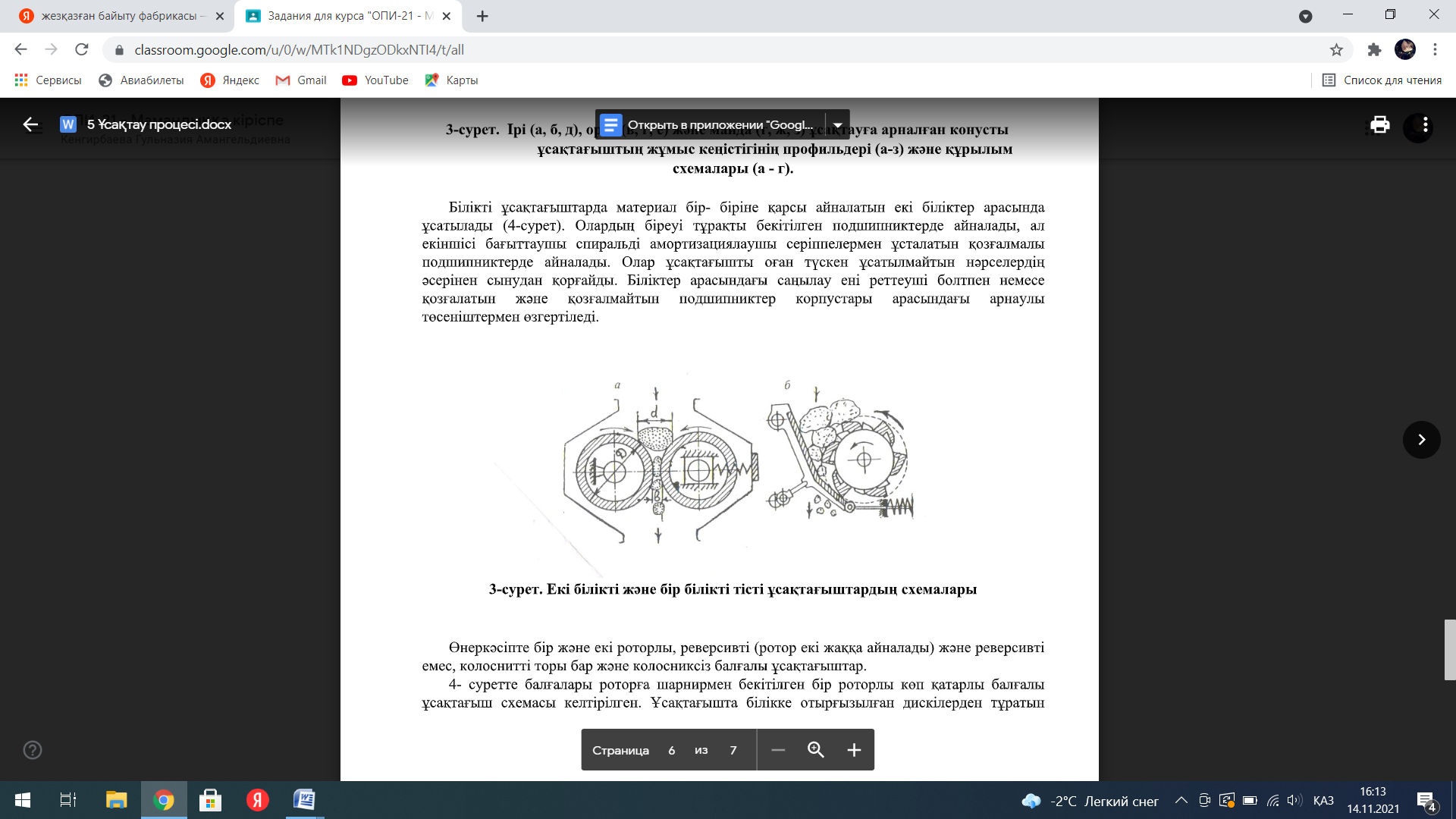 6-сурет. Екі білікті және бір білікті тісті ұсақтағыштардың схемасы Елеу Қатты материалдарды електен өткізу арқылы ірілігі бойынша технологиялық бөлу процесі елеу деп аталады. Елеу нәтижесінде класстар деп аталатын әртүрлі ірілікті бір немесе бірнеше өнімдер алынады. Елекке түсетін бастапқы материал екі өнімге бөлінеді: електе қалатын тор үстіндегі өнім «Жоғарғы» өнім, елек саңылауларынан өткен тор астындағы өнім «Төменгі» өнім деп аталады. Тор астында алынған өнім массасының бастапқы материалдағы төменгі класс массасына қатынасы елеудің тиімділігі деп аталады. Төменгі класс деп ірілігі елеу жүргізілген електеу тесіктерінің өлшемінен кіші материалды айтады. Електер Материалдарда елеуге арналған машиналар мен құрылғылар електер деп аталады. Барлық електер негізінен үш бөліктен тұрады: елегіш бет, корпус, қимылға келтіру механизмі. Кен байыту фабрикаларында кеңінен тараған түрі дірілдеуік (вибрационные) електер.Олардың өнімділігі және тиімділігі басқаларымен салыстырғанда жоғары болып келеді. Колосникті електер әдетте ірі ұсату сатысында, орташа және майда ұсату сатысында дірілдеуік електер қолданылады. Колосникті елеуіштер көлбеу қатар-қатар орналасқан бір-бірімен көлденен біліктерімен бекітілген колосниктерден тұрады. 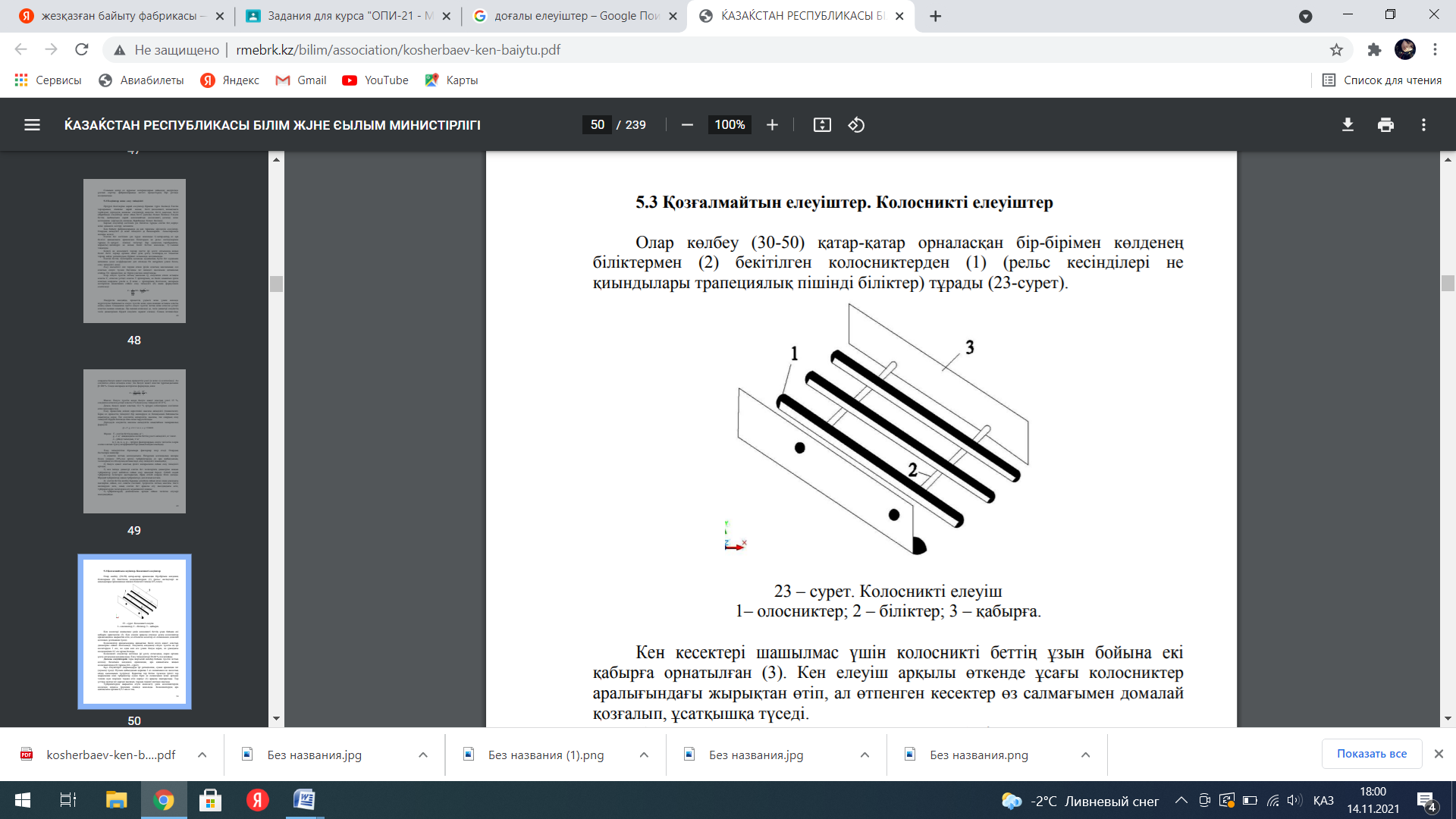 7-сурет.Колосникті елеуіш 1-олосниктер; 2-біліктер; 3-қабырға Колосникті елеуіштер негізінде ірі ұсату сатысында, сирек орташа ұсату сатысында қолданылады. Елеу тиімділіктері 50-60 %-тен аспайды. 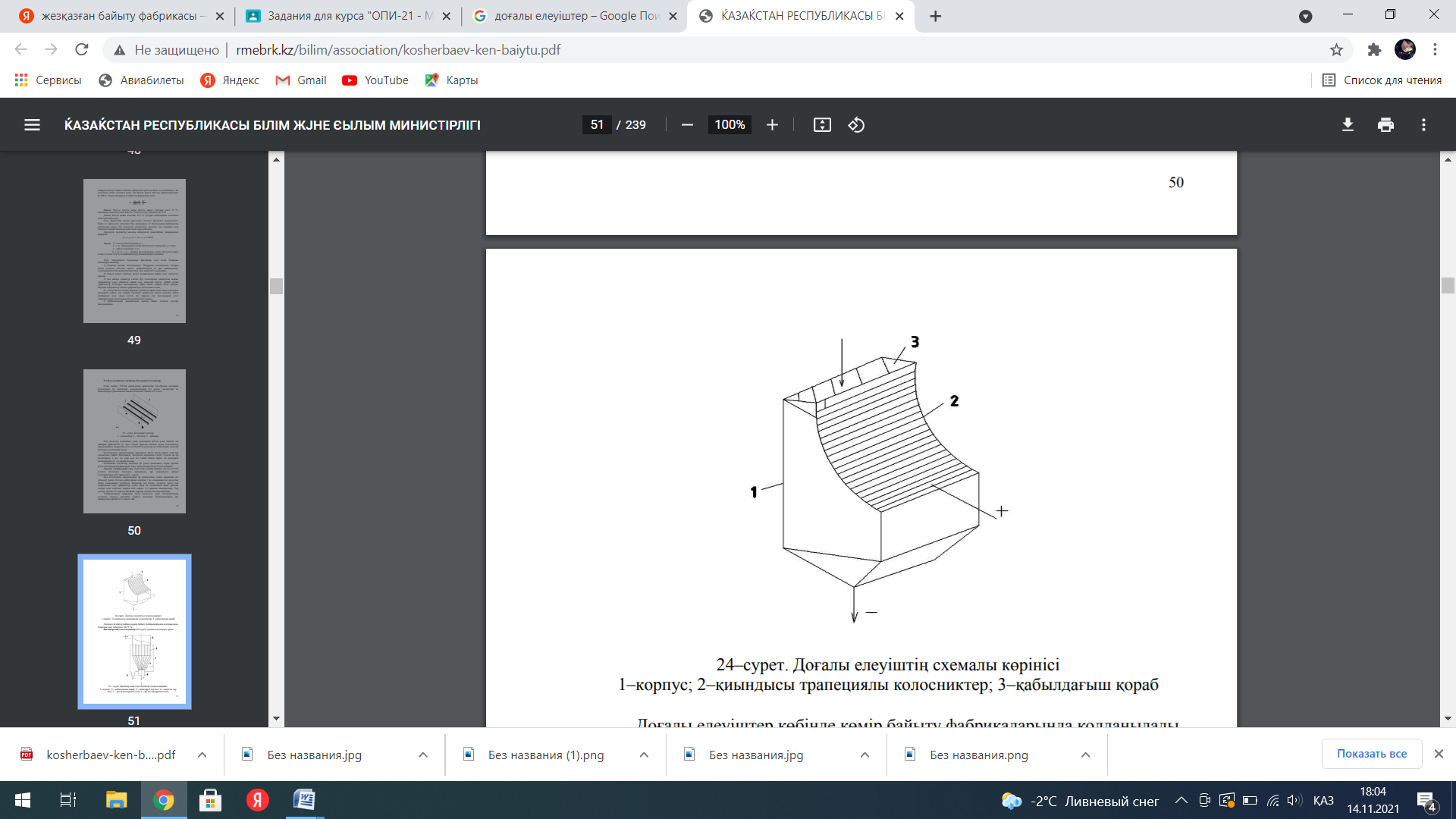 8–сурет. Доғалы елеуіштің схемалы көрінісі 1–корпус; 2–қиындысы трапециялы колосниктер; 3–қабылдағыш қораб Доғалы елеуіштер көбінде көмір байыту фабрикаларында қолданылады. Олардың елеу тиімділігі 30-75 %. 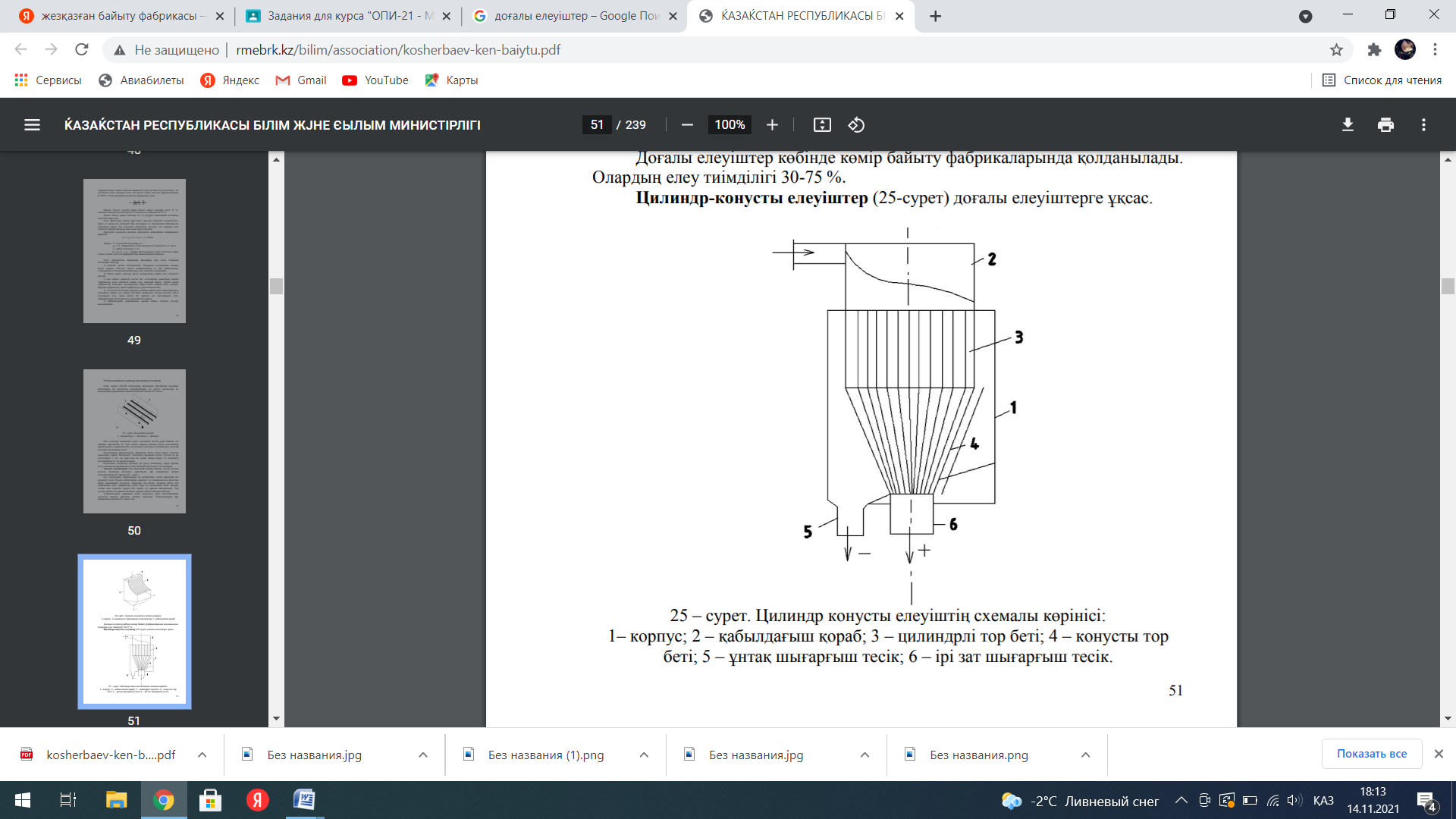 9 – сурет. Цилиндр конусты елеуіштің схемалы көрінісі: 1– корпус; 2 – қабылдағыш қораб; 3 – цилиндрлі тор беті; 4 – конусты тор беті; 5 – ұнтақ шығарғыш тесік; 6 – ірі зат шығарғыш тесік. Қозғалмалы елеуіштер. Барабанды елеуіштердің (12-сурет) елегіш беті цилиндр не конус пішінді келеді. Барабанды елеуіштер көбінде балшықты, топырақты қазба түрлерін байытқанда қолданылады. Мұндағы негізгі мақсат − байыту процесіне түсіру алдында қазбадан балшықты, шаңды заттарды жуып-шайып бөліп шығару. Осы мақсатпен пайдаланғанда тордан өткен сулы ұсақ класс қалдық ретінде шығарылады. Байытуға тек ірі класс қана түседі. Барабанды елеуіштер осы үшін қолданылса скрубберлер депте аталады. 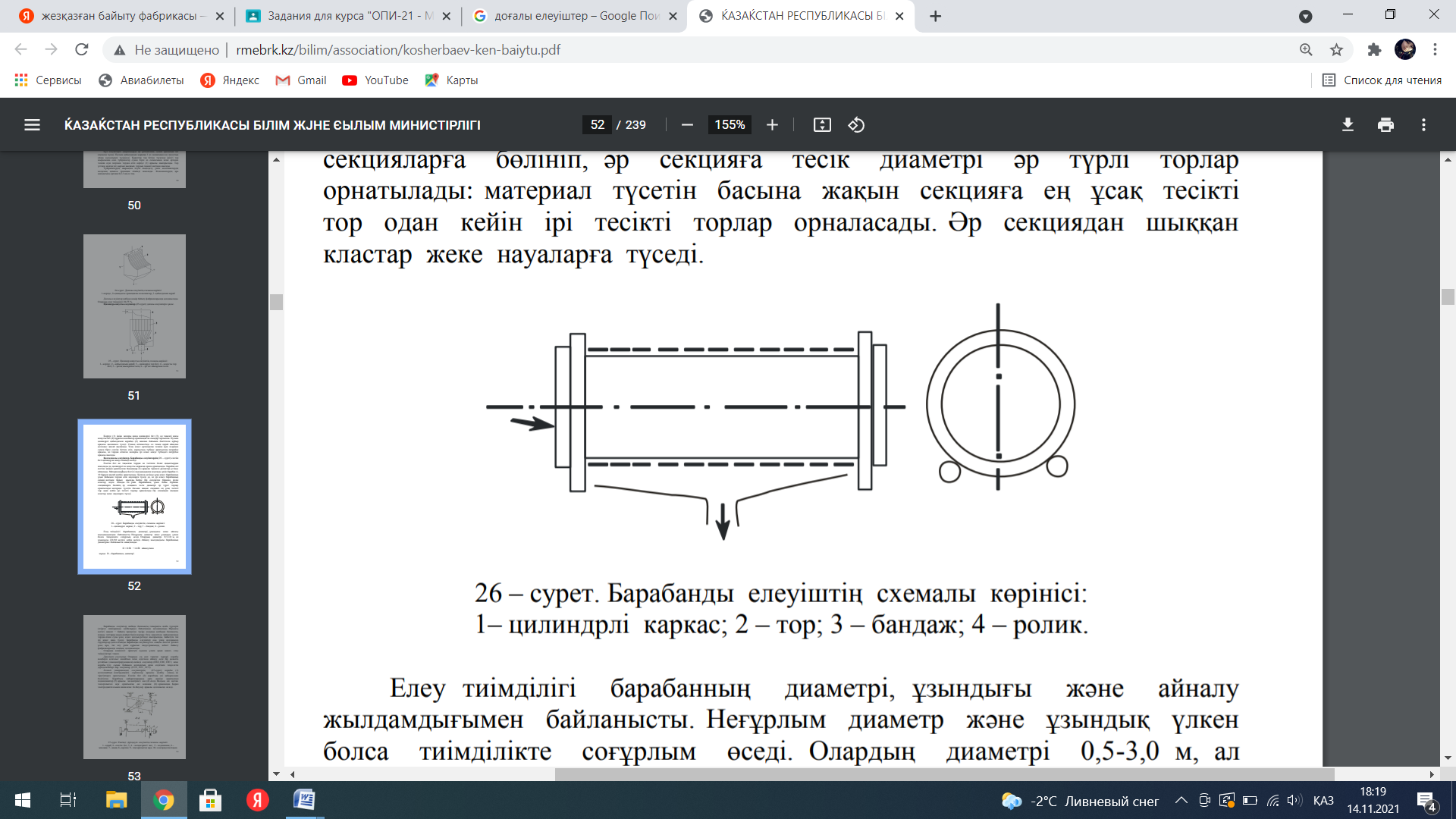 10 – сурет. Барабанды елеуіштің схемалы көрінісі: 1– цилиндрлі каркас; 2 – тор; 3 – бандаж; 4 – ролик. Ұнтақтау Ұсақ және майда сеппелі кендер байытылғанда ұсату процестерінен кейін ұнтақтау процестері жүргізіледі. Байыту процестерінің тиімділігі ұнтақтау процесінің нәтижесімен тығыз байланысты. Әсіресе кеннің бір мөлшерден тыс майдаланып ұнтақталуы өте зиянды.Сондықтан ұнтақтау процесі көбінде екі, не үш сатылы жүргізіледі. Ұнтақтау дәрежесі, әдетте, ұнтақталған зат ішіндегі диаметрі 0,074 мм-ден кіші класстың проценттік үлесімен анықталады. Шартты түрде, ол класстың үлесі 40-60 %-тен аспаса ірі ұнтақтау, 60-80 %- мөлшерінде болса ұсақ ұнтақтау, ал 80 %-тен жоғары 38 болса өте майда ұнтақтау болып саналады. Кенді қажетсіз өте майдаламас үшін ұнтақтау процесі кезінде одан ұнтақтығы жеткен бөлігін үздіксіз бөліп алу қажет. Осыған байланысты ұнтақтау аппаратынан шыққан зат көбінде классификациялау процесіне түседі. Соның нәтижесінде кеннің ұнтақтылығы жеткен бөлігі бөлініп, ал жетіспеген бөлігі ұнтақтау процесіне қайта қайтарылады. Ұнтақтау процесі, соған сәйкес классификациялауда негізінде су ішінде жүргізіледі. Классификациялау процесінде екі өнім алынады: ұнтақтығы жеткен бөлік түрінде шыққан өнім ағызынды деп, ал ұнтақтығы жетіспеген бөлік құм деп аталады. Құм қайтадан диірменге қайтарылса ұнтақтау тұйық циклде, ал сол диірменге қайтарылмаса ашық циклде жүргізіледі. 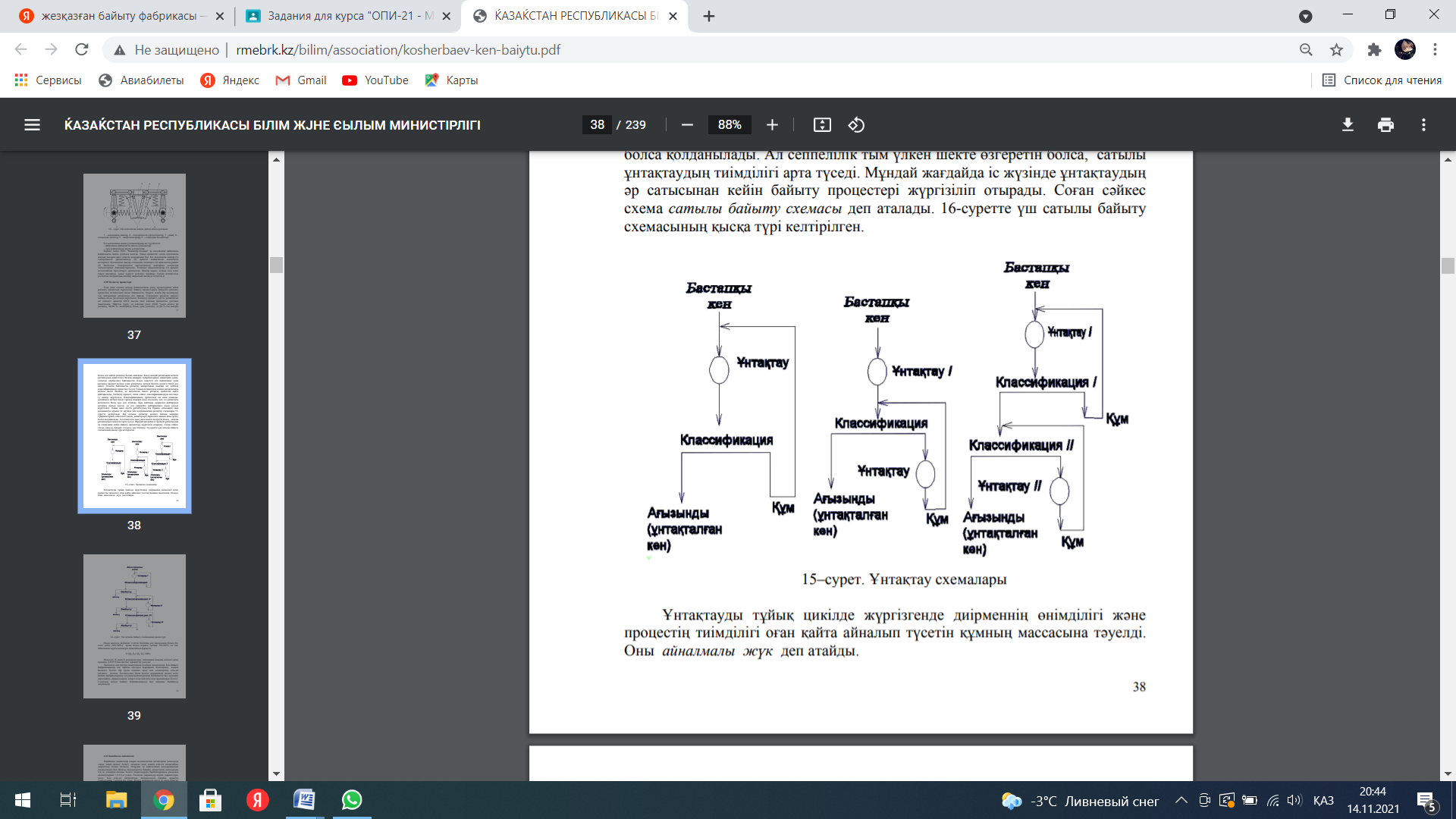 11–сурет. Ұнтақтау процесінің 1; 2; 3; сатылы схемалары Ұнтақтау процесі диірмендерде жүргізіледі. Байыту фабрикаларында ең көп тараған диірмен түрі барабанды диірмендер. Барабанды диірмендер оларда қолданылатын ұнтақтаушы денелердің түріне қарай: шарлы, білікті, галькалы және кеннің өзін-өзі ұнтақтайтын диірмендер болып бөлінеді. Шарлы диірмендер-барлық ұнтақтауда әсіресе орташа және майда ұнтақтауда жүргізіледі. Білікті диірмендер- ірі және біркелкі ұнтақтауға қолданылады. Галкалы диірмендер-бұрын ұнтақталған, бірақ ұнтақтығы жетпеген кейбір өнімдердің ұнтақтылығын белгілі бір мөлшерге жеткізу үшін қолданылады. Өзін-өзі ұнтақтау диірмені- білікті диірменнен шыққан бірақ керекті мөлшері жетпеген диірменде ұнтақтайды. Жіктеу-классификация Классификация – минерал түйіршіктерінің суда (не ауада) шөгу жылдамдықтарына қарай әр түрлі ірілік кластарға бөлінуі. Яғни ұнтақтау процесінен кейін пульпаны екі өнімге: ағызынды және құмға бөлу үшін Шөгу кезінде түйіршіктерге негізінде үш күш әсер етеді: ауырлық күші, архимед күші және ортаның кедергі күші. Байыту фабрикаларында классификация процесі кеңінен тараған.Ол негізінде мынадай мақсаттармен қолданылады: 1) Ұнтақтау схемаларында көмекші процесс ретінде диірменнен шыққан заттан ұнтақтығы жеткен бөлігін құмды бөлектен бөліп алуға; 2) бірдей шөгу принципіне байланысты классификациялау дайындау процесі ретінде кенді жинағыш столдарда байыту алдында жүргізіледі; 3) Пульпадан судың негізгі бөлігін, не керісінше, қатты заттың негізгі бөлігін бөліп алу үшін, демек сусыздандыру процесі ретінде жүргізіледі. 1.2.2.Негізгі байыту процесі Негізгі байыту процесі пайдалы қазбалар концентратқа және бос жыныстар қалдыққа бөлінетін физикалық және физика-химиялық процестері болып табылады. Байыту процессіне мынандай топтарға бөлінеді: гравитациялық, флотациялық, магниттік, электірлік және арнайы әдістемелер. Гравитациялық байыту әдісі минералдың тығыздығының арасындағы айырмашылыққа негізделген. Мысалы, тығыздықтары әртүрлі, бірақ көлемдері бірдей екі минерал түйіршіктерінің суда бату не ауада құлау жылдамдықтары тең болмауы нәтижесінде олардың қозғалыс траекториялары өзгереді де, әртүрлі бағытта жылжып бөлінеді. Гравитациялық әдіс ірі сеппелі кендерді байытуда жиі қолданылады. Флотация әдісі минерал түйіршіктері беттерінің сулануының әртүрлілігіне негізделген. Егер беті нашар суланатын минерал түйіршігі су ішінде ауа көпіршігімен соқтығысса, ол оған жабысады да, су бетіне қалқьп шығады, ал жақсы суланатын түйіршіктер ауа көпіршігіне жабыспайды да, су ішінде қалып қояды. Магнитті байыту әдісі құрамында магнитті қасиеті бар кендерді байытуға қолданылады. Мұндай кендерге темір, марганец және тағы басқа кейбір кен түрлері жатады. Минерал түйіршіктері (не кесектері) арнаулы аспапта магнит өрісінен өтеді. Электрлік байыту әдісі минералдардың ток өткізу қасиеттеріне негізделген. Электр өрісінде ток өткізгіштігіне және бет зарядына қарай минералдар әртүрлі бағытта қозғалып бөлінеді. Флотация процесі Пайдалы қазбаларды байытуда флотация ең көп тараған байыту әдісіне жатады. Қазіргі кезде ол пайдалы қазбалардың барлық түрін байытуға қолданылады. Флотация процесінде минералдардың бөлінуі олардың су ішінде ауа көпіршіктеріне таңдамалы жабысуына негізделген. Көбікке суланбайтын минерал жиналады да, су ішінде суланатын минерал қалады. Флотацияның осы ең көп тараған түрі көбікті флотация деп аталады. Флотацияның басқа байыту әдістерінен ерекшелігі сол, кеннің ұнтақтығы 0,15-0,2 мм артпауы қажет. Демек, сеппелігіне (вкрапленность) байланысты өте майда ұнтақтауды қажет ететін кендерді байытуда тек флотация ғана қолданылады. Минералдарды флотация әдісімен бөлуде олардың сулануындағы табиғи айырмашылық жеткіліксіз. Сондықтан олардың сулану айырмашылығын жасанды түрде арттыру қажет. Ол үшін көптеген түрлі химиялық заттар қолданылады. Оларды флотациялық реагенттер деп атайды. Флотациялық реагенттер үш топқа бөлінеді: жинағыштар, көбіктендіргіштер,реттегіштер немесе модификаторлар. Модификатордың өзі үш реттегіштен тұрады олар: активтендіргіш реттегіш, басқыш реттегіштер, ортаны реттегіштер. 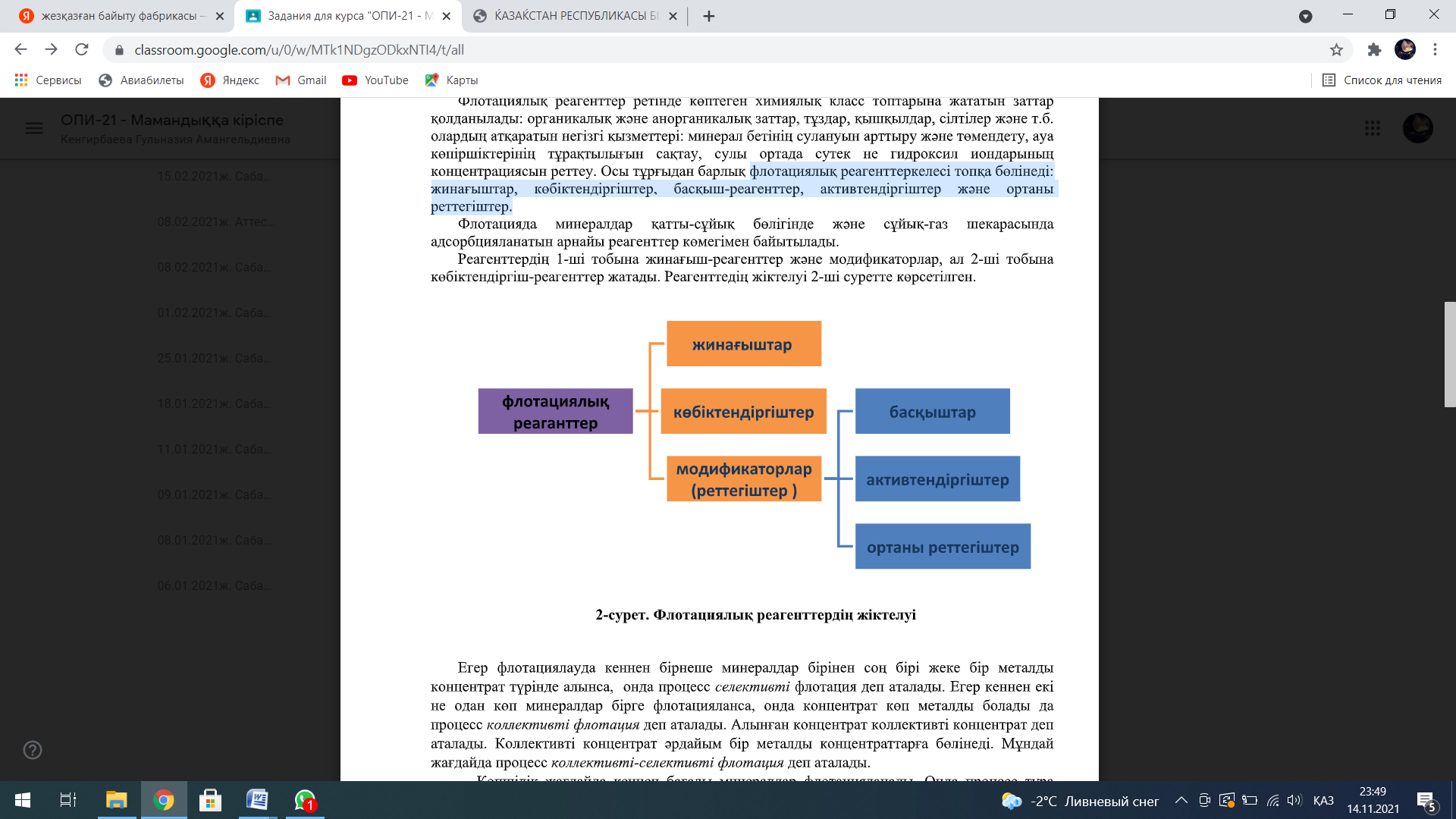 12-сурет. Флотациялық реагенттердің жіктелуі Егер флотациялауда кеннен бірнеше минералдар бірінен соң бірі жеке бір металды концентрат түрінде алынса, онда процесс селективті флотация деп аталады. Егер кеннен екі не одан көп минералдар бірге флотацияланса, онда концентрат көп металды болады да процесс коллективті флотация деп аталады. Алынған концентрат коллективті концентрат деп аталады. Коллективті концентрат әрдайым бір металды концентраттарға бөлінеді. Мұндай жағдайда процесс коллективті-селективті флотация деп аталады. Флотациялық байытудың технологиялық схемалары. Флотациялық байыту схемаларының көп түрлігі негізінде екі фактормен анықталады: кендегі бағалы минералдардың сеппелік дәрежесі және жеке концентрат түрінде шығарылуға тиісті бағалы заттардың саны. Кен бір компонентті және бағалы минералдың сеппелік дәрежесі біркелкіге жуық болса ол қарапайым схемамен байытылуы мүмкін. Бастапқы кен түсетін операция негізгі флотация деп аталады. Одан алынатын өнім бір не бірнеше тазалау флотацияларынан өтеді. Негізгі флотацияның камералық өнімінде әртүрлі себеппен бағалы заттың біразы қалып қояды. Оны қосымша бөліп алу үшін камералық өнім бақылау флотациясына түседі. Бақылау операциясының камералық өнімі қалдық ретінде алынады. Флотациялық байыту схемасы 3 операциядан тұрады. Олар:негізгі флотация, бақылау флотациясы және тазалау операцияларынан 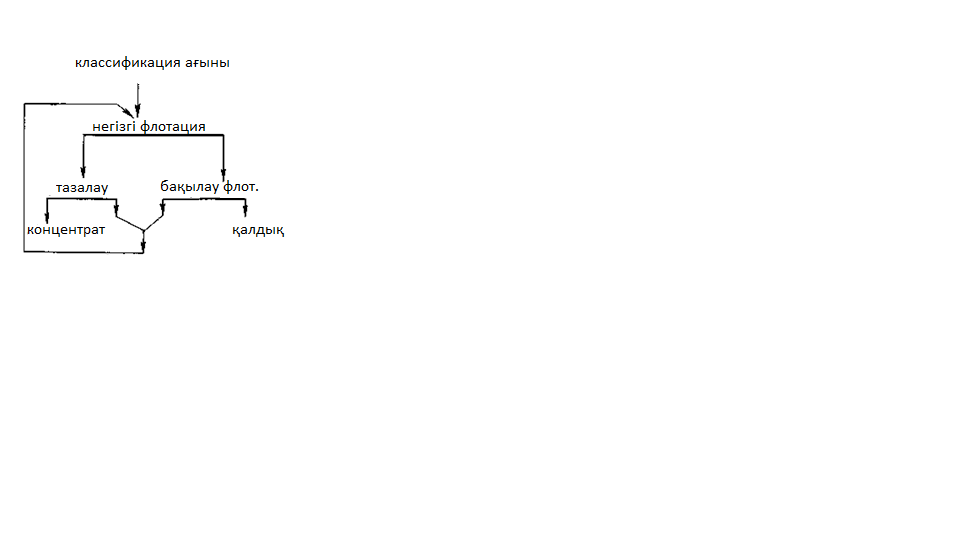 13-сурет. Флотация схемасы Флотациялық байыту процесі флотациялық машиналарда немесе оны флотомашиналарда жүргізіледі. Өндірісте флотациялау машиналарының көптеген конструкциялық түрлері қолданылады. Оларды әртүрлі ерекшеліктеріне сай топтастыруға болады. Ең басты ерекшелікке оларда ауа көпіршіктерін жасау (ауа беру тәсіліне) әдісі жатады. Осыған байланысты олар механикалық, пневамтикалық және пневмомеханикалық флотациялау машиналарына бөлінеді. Механикалық машиналар. Олардың басқалардан ерекшелігі пульпа ішінде ауа көпіршіктері жылдам айналатын импеллер әрекетімен пульпаға сорылатын ауаның уақталуымен пайда болады және минерал түйіршіктері оның қозғалысы әсерімен қалқымалы жағдайда болады. 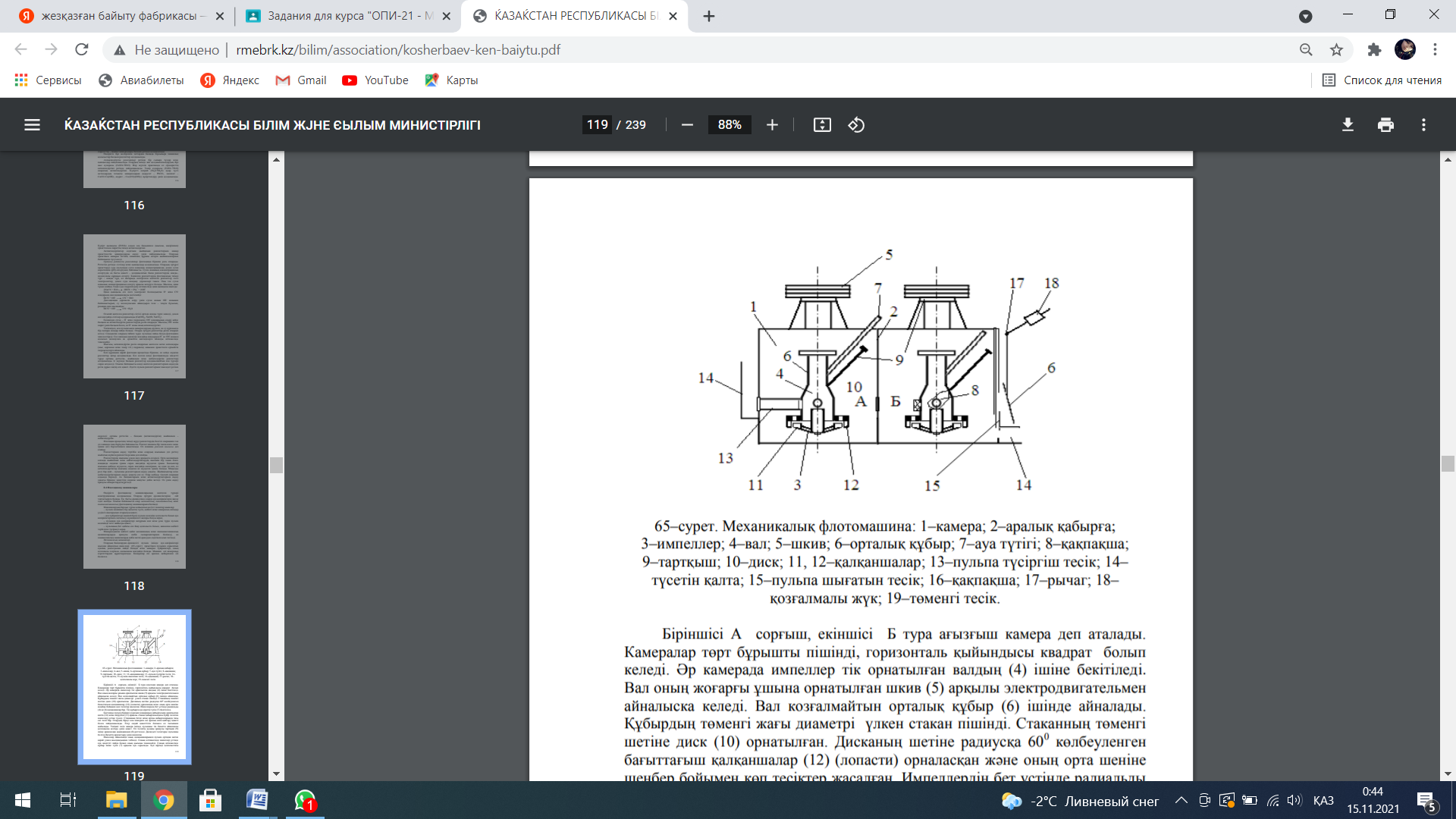 14-сурет. Механобр механикалық флотомашинасының қиынды көрінісі 1–камера; 2–аралық қабырға; 3–импеллер; 4–вал; 5–шкив; 6–орталық құбыр; 7–ауа түтігі; 8–қақпақша; 9–тартқыш; 10–диск; 11, 12–қалқаншалар; 13–пульпа түсіргіш тесік; 14– түсетін қалта; 15–пульпа шығатын тесік; 16–қақпақша; 17–рычаг; 18– қозғалмалы жүк; 19–төменгі тесік. Пневматикалық флотациялау машиналары. Бұл машиналарда пульпаны көпіршіктендіру ауаны ауа айдағыштарымен қысымымен түсіру арқылы жүргізіледі. Оларда қозғалмалы бөлшектер жоқ және конструкциялары қарапайым келеді. Кен байытуда пневматикалық машиналардың қазір негізінде үш түрі қолданылады: аэролифті патрубалық машиналар, колонналы машиналар және көбікте бөлу машиналары. 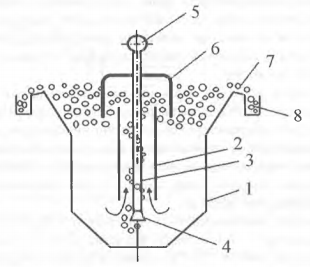 15 - сурет. Терең аэролифті флотомашина 1-ванна (науа); 2-қалқан; 3-ауа түтігі; 4-ұштық; 5-орталық ауа құбыры; 6-қалпақ; 7-ернеу; 8-науа. 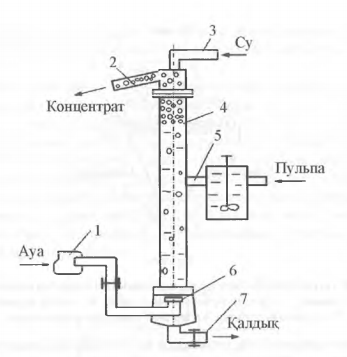 16 - сурет. Колонналы пневматикалық флотомашина рессивер; 2 - патрубок; 3,5,7 - түтіктер; 4 - колонна; 6 - резеңкелі ұштық. Көбікте бөлу машиналары. Көбікте бөлу машиналарының корпусы ұзын пирамидальді ваннадан тұрады. Бастапқы пульпадағы мииерал түйіршіктері тікелей көбік қабатына түсіріледі. Соның нәтижесінде сулануы төмендетілген түйіршіктер, әсіресе ірі түйіршіктер бірден көпіршіктерге жабысып, көбік қабатында қалып қояды. Суланғыш минерал туйіршіктері пульпамен бірге төмен жылжып камералық өнімге (қалдық) шығады. Машинаның конструкциялық ерекшелігі – онд а ірілігі 2-3 мм-ге жететін түйіршіктерді флотаңиялауға мүмкіншілік береді. 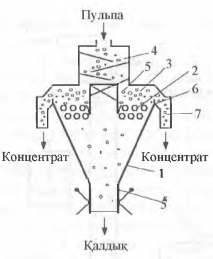 17- сурет. Көбікте бөлу флотомашинасының схемалық көрінісі 1- ванна; 2 - ауа түтіктері; 3 - көбікті қабат; 4 - көлбеу науалар; 5 - су сепкіш түтіктер; 6 - ернеу; 7 - науа; 8 - шығару тесігі Пневмомеханикалық флотациялау машиналары. Пневмомеханикалық флотация машинасында пульпаны көпіршіктендіру ауаны ауа айдағыштарымен қысыммен де қысымсызда бере алады.Бұл жерде механикалық және пневматикалық машиналардың артықшылықтары жинақталған. 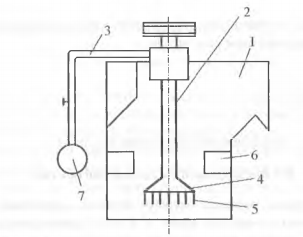 18 - сурет. Пневмомеханикалық флотомашинаның схемалық көрінісі 1–камера; 2 – вал; 3 – ауа түтігі; 4 – импеллер; 5 – қалқаншалар; 6 – қалқан; 7 – рессивер Минералданған көбікті қабат механикалық және пневмомеханикалық машиналарда арнаулы көбік түсіргіштерімен түсіріледі, ал пневматикалық машиналарда көбік шеткі ернеуден өздігінен асып төгіледі. 1.2.3. Көмекші процесс Көмекші процестер – байыту өнімдірін сусыздандыру, яғни олардағы ылғал мөлшерін белгілі нормаға келтіру процестері. Оған мына әдістер кіреді: қойылту, сүзу, кептіру. Пайдалы казбалардың көбі сулы ортада байытылады. Олардың қасиеттерімен байланысты қолданылатын байыту процестерінің түріне қарай байыту фабрикаларында кеннің әр тоннасына 3-15 м 3 су шығындалады. Заттың ірілігіне қарай қолданылатын сусыздандыру процестерінің түрлері: дренаж, центрифугалау, қойылдыру, сүзу және құрғату түрлері бар. Көпшілік жағдайда сусыздандыру бірнеше процестерді қолданумен ғана жүзеге асырылады. Мысалы, түйіршікті не кесекті заттарға дренеж ғана қолданылса, флотациялық концентраттарға кезектесе қоюландыру, сүзу және кептіру (құрғату) процестері қолданылады. Дренаждау әдісінде су қатты зат түйіршіктерінің арасымен өз салмағымен ағып бөлінеді. Процесс сусыздандыру бункерлерінде, елеуіштерде, шөмішті элеваторларда, спиральді классификаторларда және центрафугаларда жүргізіледі. Центрифугалауда су ортадан тепкіш күш әсерімен бөлінеді.Бұл аппараттар негізінде ұсақ класты көмір концентраттарын сусыздандыруға қолданылады. Олар сүзуші және шөктіруші центрифугаларға белінеді.  19–сурет. Сүзгіш ценрифугагың схемалық көрінісі: 1–диск; 2–корпус; 3–ротор. Қоюландыру Ірілігі 0,5 мм-ден артпайтын ұнтақты зат судан қоюландыру процесімен бөлінеді. Бұл процесс суда қатты зат түйіршіктері өз салмағымен шөгуіне негізделген. Қолданылатын аппараттар қойылдырғыштар деп аталады. Сүзу Сүзу деп қатты заттан суды ұсақ саңлаулы (кеуікті) қалқадан өткізу арқылы бөлуді атайды. Бөлініп альнған су фильтрат деп, қалқа бетіне жабысып қалған зат кек деп аталады. Судың қалқадан өтуін жылдамдату үшін қалқаның екі жағында қысым айырмашылығы тудырылады. Бірінші әдіс: қалқаның бір жағында ауа қысымы төмендетіледі (вакуум), екінші жағында атмосфералық қысым сақталады. Екінші әдіс: қалқаның бір жағында атмосфералық қысымнан артық қысым тудырылады. Сүзуге қолданылатын аппараттарды сүзгіштер деп атайды. Байыту фабрикаларында барабанды, дискалы және сирек ленталывакуум-сүзгіштер колданылады.. Артық қысыммен істейтін сүзгіштер пресс-сүзгіштер деп аталады. Құрғату Құрғату процесінде сусыздандыру жылу энергиясымен суды буға айналдыру арқылы жүргізіледі. Қойылдыру және сүзу процестерімен салыстырғанда құрғату процесі жетпегенде ғана қолданылады. Құрғатуға тек концентраттар ғана түседі. Жылу энергиясының көзі ретінде табиғи газ, мазут не көмір шаңы қолданылады. Жалпы құрғатқыш түрлері көп. Байытудың технологиялық схемалары. Байытудың технологиялық көрсеткіштері Технологиялық операциялар - пайдалы қазбаларды механикалық өңдеу, оның сапасын өзгерту немесе әртүрлі сападағы өнімдерге бөлу үшін жасалатын операциялар. Байытудың технологиялық схемесы - байыту процестерінің графикалық бейнесі. Схемада келтірілген ақпараттың сипатына байланысты оның келесі түрлері бар: Сапалық – сандық схема (качественно-количественная схема) Сулық - шламдық схема (водно-шламовая схема) Аппараттар тізбегі схемасы (схема цепи аппаратов). Сапалық схема дегеніміз - минералды өңдеу процесінде оның сапалық өзгерістері (мысалы, мөлшердің өзгеруі) және жеке технологиялық операциялар режимі туралы ақпараттан тұратын схема. Сандық (сапалық-сандық) схема - минералдың және оның жеке компоненттерінің жеке технологиялық операцияларға бөлінуі туралы сандық мәліметтерді масса бірлігінде (т/тәу., т/сағ) және мөлшері 100%-ға тең болатын, бастапқы кеннен қанша пайыздық мөлшерде бөлінгенін көрсететін схема. Сулық - шламдық схема дегеніміз - әр операциядағы және байыту өнімдеріндегі судың мөлшері (м3/тәу., м3/сағ.) мен қатты зат мөлшері (т/тәу, т/сағ) жөніндегі мәліметтерді қамтитын сызба. Аппараттар тізбегі схемасы – кенді фабрикаға қабылдаудан бастап, тауарлық концентраттар мен қалдықтарды шығарумен аяқталатын процестердің, яғни бастапқы кен мен байыту өнімдерінің қозғалысы жолын аппараттар арқылы бейнелейтін схема.  20-сурет. Жезқазған байыту фабрикасының үш сатылы ұсату схемасы (КД-1) 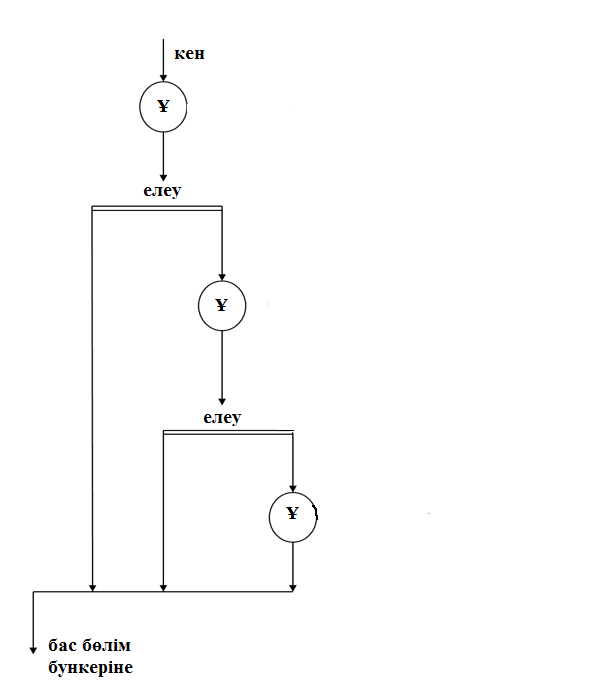 21-сурет.Жезқазған байыту фабрикасының үш сатылы ұсату схемасы (КД-2) 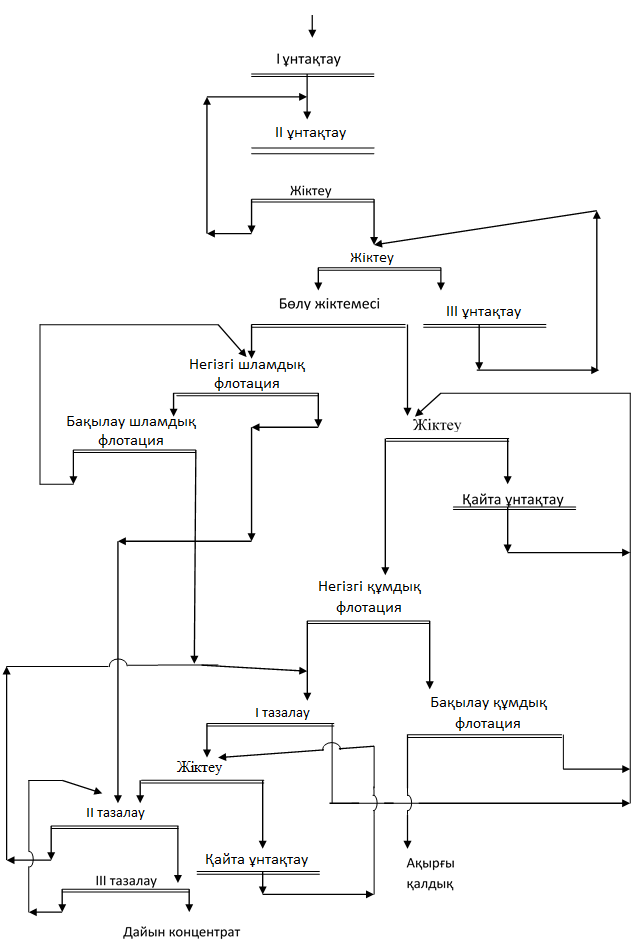 22-сурет. Жезқазған байыту фабрикасында сульфидті мыс кенін байытудың технологиялық схемасы ( БҒ-2 1– 6 секция) 2.БАЙЫТУ ФАБРИКАЛАРЫНДАҒЫ ЕҢБЕКТІ ҚОРҒАУ ЖӘНЕ ҚАУІПСІЗДІК ТЕХНИКАСЫ Ұсақтағыштардың жұмыс кеңістігінде кеннің ірі бөлшектері кептеліп қалғанда оларды ұсатқыштардан алуды көтергіш құралдармен немесе жара отырып жүзеге асыру қажет. Кеннің ұсақтағышта кептеліп қалған бөлшектерін қолмен алуға жол берілмейді. Ұсақтағыштың жұмыс кеңістігінде кептеліп тұрған кеннің ірі бөлшектерін балғамен немесе ауыр балғамен бұзуға болмайды. Ұсақтағыштың жұмыс кеңістігіне адамдарды түсіру кезінде жұмыстарды ұйымдастыру жобасына сәйкес кездейсоқ құлап кететін бөгде заттардан адамдарды қорғайтын ұсақтағыштың тиегіш үстіндегі саңылауында орналасқан сақтандыру белбеулері мен уақытша тіректердің міндетті түрде қолданылуы қарастырылады, жұмыстар жүктелім-рұқсатнама бойынша жүргізіледі. Дірілді електер орналасатын тіреулер мен алаңдар дірілді және тез жүрісті електердің жұмысы кезінде туындайтын дірілдерді қабылдай және сіңіре алатындай етіп орындалады. Електерді тиеу және түсіру түтіктерінің барлық енін бойлай қызмет көрсететін қызметкерлер құрамын кен бөлшектерінің кездейсоқ түсіп кетуінен сақтайтын қорғаныс тетіктері қарастырылады. Електерді жұмысқа қосу алдында барлық бекітулер, әсіресе тең баланста тұрмаған бекітулерді мұқият қарау қажет. Ұсақтағыштан кен бөлшектері шығуының алдын алу мақсатында тиеу саңылауларында мыналар орнатылады: конус тәрізді ұсақтағыштар үшін – «опырылым» астында жұмыс істейтін І кезеңді ірі ұсақтау ұсақтағышынан басқа саңылаусыз алмалы-салмалы қоршаулар; жақты ұсақтағыштар үшін – кен бөлшектерінің ұсақтағыштың жұмыс кеңістігінен үй-жайға шығарылуынаа кедергі келтіретін биіктігі 1 м кем емес маңдайшасы бар саңылаусыз бүйірлі қоршаулар. Жұмыс істеп тұрған қоректендіргіштер мен електер кезінде тиеу және түсіру воронкаларында кенді елекке беретін қоректендіргіштердің шығару тесіктерін көсеуге арнайы көсеу тесіктерінің бар болуы кезінде ғана жол беріледі. Електің түсіру түтіктерін қолмен тазалау және адамдарды түсіру түтігіне босату осы қағидаларды сақтай отырып жүзеге асырылады. Електердің электрқозғалтқыштары бирка жүйесіне сәйкес сөндіріледі, іске қосу құрылғыларында «Қосуға болмайды!», «Адамдар жұмыс істеп жатыр!» атты ескерту плакаттары ілінеді. Электрдірілді қоректендіргішінің науашаларын жұмыс істеп тұрған уақытында тазалауға, қорек бортына тұруға, жақындауға дірілді жетектердің саңылауларына тазалау жүргізуге жол берілмейді. Жұдырықты, көлденең және тік балғалы ұсақтағыштар корпусының қақпағы ашық тұрған кезде ұсақтағыштарды іске қосу мүмкіндігіне жол бермейтін бұғаттау салынуы қажет. Салмағы 50 кг артық қақпағы бар жұдырықты, көлденең және тік балға тәрізді ұсақтағыш корпусының ашылуы және жабылуы механикаландырылған тәсілмен жүзеге асыру қажет. Ұнтақтау кезінде жарылысқауіпті шаңды қалыптастыратын кенді ұсақтауды шаңның жарылуына жол бермейтін іс-шараларды орындай отырып, жүргізу қажет. Жергілікті басқару кезінде диірмендер мен жіктегіштердің іске қосу құрылғылары жабдықты қосатын адам олардың жұмысын бақылай алатындай етіп орналасады. Диірмен ішіндегі жұмысты жүктелім–рұқсатнама бойынша бақылаушы адамның қадағалауымен жүргізу қажет. Диірменнің люкпен төмен жағдайында люк қақпағының тегірін бұрауға немесе босатуға, диірменнің жұмысы барысында ұлулы қоректендірігіш қаптамасының бұрандамаларын бекітуге жол берілмейді. Контейнерлерге шарларды түсіру кезінде жүктеме орнын қоршап және «Қауіпті!» сөзі жазылған плакатты ілу керек. Контейнерлерді көтеру кезінде адамдар одан қауіпсіз арақашықтықта болады. Контейнерлер борттан 100 м төмен деңгейге дейін шарлармен тиеледі. Шарлы қоректендіргіштерді, өзектерді тиеу бойынша тетіктерді пайдалануды технологиялық регламентке сәйкес жүзеге асыру қажет. Жіктегіштерге қызмет көрсету үшін жұмыс алаңын жіктегіш астауының бортынан кемінде 600 мм төмен деңгейде орналастыру қажет. Жіктегіш астауына қарама-қарсы жақтағы жұмыс алаңдары биіктігі 1000 мм металл қанаттарымен жабдықталады. Жіктегіште серіппелер мен білте тақтайшаларды көтеру және айналдыру механизмдеріне қауіпсіз қызмет көрсету үшін қанаттары бар көпіршелерді (алаңдарды) жабдықтау қажет, жетек элементтері қоршалады. Металдың орта және ұсақ ұсақтау ұсақтағыштарына түсуінің алдын алу үшін оларды кенмен қоректендіретін таспалы конвейерлер металіздегіштермен, алғыштармен, магнитті шайбалармен және арнайы құрылғылармен жабдықталады. Жұмыс аймағынан шығарылмаған конвейер таспасынан және магнитті алғыштан металды алу конвейер тоқтатылғаннан және магнитті жүйе өшірілгеннен кейін ғана жүргізіледі. Машиналар мен тетіктердің барлық қозғалмалы және айналмалы бөліктері, жетек пен жеткізу элементтері оларға жұмыс істеу уақытында қолжетімділікті шектейтін мықты бекітілген қоршаулардан тұруы қажет. Жер деңгейінен 2,5 м дейін (қоса алғанда) биіктікте орналасқан жабдықтардың барлық ашық қалған қозғалғыш бөліктері немесе жұмыс алаңында кездейсоқ беттесіп кетуден қол жетімділікті оның функционалдық мақсатта қолданылатын қоршауларынан басқа бөліктері қоршалуы қажет. Қоршаулар тұтас және өлшемі 20х20 мм болатын тор тәрізді ұяшықтан тұрады. Егер машинаның орындаушы органдары адамдарға қауіп төндіріп, қоршалмаған жағдайда болса, машинаның жұмысқа қосылғаны туралы ескертетін белгі беру және де энергия көздерінен тоқтату және сөндіру үшін құралдар көзделеді. Көрсетілген құралдар технологиялық талаптарға сай болуы және қажет жағдайда машиналарды, тетіктерді және агрегаттарды авариялық сөндіруді қамтамасыз ету үшін, персонал және өзге адамдар үшін қолайлы орындарда орналасуы тиіс. Тісті, белдікті және шынжырлы жеткізулер олардың орналасу биіктігі мен айналу жылдамдығына қарамастан тұтас қоршаулардан болуы тиіс. Қоршаулар алмалы-салмалы, тот басу мен механикалық әрекеттесулерге төтеп беретіндей мықты және орнықты болуы керек. Қол жеткізуге қолайсыз жерлерде орналасқан агрегаттардың қозғалғыш бөліктерін бекітетін құрылғылары бар жалпы қоршаулармен қоршауға болады. Қоршаулар олардың қызмет көрсетуін қиындатпауы тиіс. Жабдықтарды пайдалануға қабылдауды ұйым басшысы тағайындаған комиссия жүргізеді. Монтаждау немесе жөндеуден кейін жабдықты іске қосуды қауіпті аймақта адамдардың болмауын тексергеннен кейін жауапты адам жүзеге асырады. Жұмыста жабдықты іске қосу алдында ескертетін жарықты немесе дыбыстық белгі берілу қажет. Көрінетін аймақтан тыс жатқан жабдықты жұмыста іске қосу алдында ұзақтығы 10 с кем емес, айналасында қосылуға тиісті тетіктерден есту арқылы ажыратылатын ескертуші дыбыстық белгі берілу қажет. Бірінші белгіден кейін кемінде 30 секунд уақыт ұстамын көздеу қажет, бұдан кейін жабдықты іске қосу алдында ұзақтығы 30 секунд екінші белгі беріледі. Тетіктер мен жабдықтарды іске қосу жоғарыда көрсетілген іске қосу алдындағы белгіні қамтамасыз ететін құрылғымен бекітілген. Жабдықтарды іске қосу іске қосылатын жабдықтардың атауы мен технологиялық нөмірленуін көрсетумен дауыс зорайтқыш байланыспен хабарланады. Шу деңгейі жоғары орындарда қайталаушы жарықты белгі беру көзделеді. Белгі беру тәртібі қызмет көрсетумен айналысатын және іске қосылатын жабдықтарды пайдаланатын барлық қызметкерлердің назарына алдын ала жеткізіледі. Берілетін шарттық белгілері жұмыс орындарында ілініп тұруы қажет. Жабдықтарды пайдалану технологиялық регламентті сақтаумен жүргізілуі қажет. Техникалық құрылғылардың дұрыс жұмыс істейтінін және жасақталуын ауысым сайын – машинист (оператор), апта сайын – учаске механигімен, энергетикпен және ай сайын – нысандағы бас механик, бас энергетик немесе тағайындалған адаммен тексерілуі қажет. Тексеру нәтижесі ауысымды қабылдау-тапсыру журналында тіркелуі тиіс. Бұзылған техникалық құрылғыларды пайдалануға рұқсат берілмейді. Қозғалғыш бөліктер мен қоршауларға жөндеу жұмыстарын жүргізуге және қызмет көрсетуге, қолданыстағы машиналар мен тетіктерді қолмен жинақтау және қолмен тазалау жұмыстарын жүргізуге болмайды. Техникалық құрылғыларды пайдалану, қызмет көрсету, сондай-ақ оларды монтаждау, бөлшектеу, дайындаушы зауыттардың пайдалану нұсқаулығын, техникалық паспорттары, нормативтік құжаттарын басшылыққа ала отырып жүргізілуі қажет. Дайындаушы зауыттар нормалайтын техникалық сипаттамаларды жабдықтарды пайдаланудың барлық кезеңі ішінде сақтау қажет. 3.ҚОЛДАНЫЛҒАН ӘДЕБИЕТТЕР Қаныш И.С., Үлкен Жезқазған және академик Қ.И.Сәтбаев, Жезқазған қаласының 50жылдығына арналған ғылыми-тәжрибелік конференция материалдары. Алматы «Ғылым» ғылыми баспа орталығы., 2004 Қ.Т.Көшербаев., Кен байыту негіздері. Оқулық. Алматы: ЖШС РПБК «Дәуір», 2011 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||