43е23еа. ПР4. Бланк выполнения задания 4
 Скачать 215.23 Kb. Скачать 215.23 Kb.
|

|
Титульник Бланк выполнения задания 4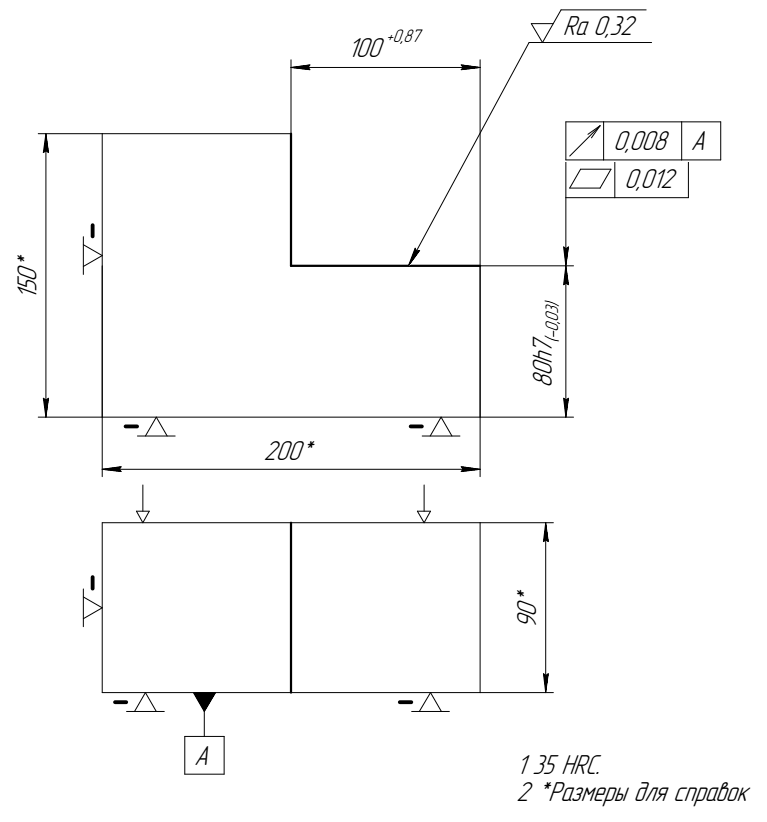 Таблица 4.1 Расчет операционных размеров для поверхности
Материал детали – сталь 45 (HRC 35), метод получения заготовки – штамповка; тип производства – серийное, обработка детали производится при установке в тисках. Технологический маршрут обработки поверхности: фрезерование черновое; фрезерование чистовое; шлифование черновое; шлифование чистовое; шлифование тонкое. Определяем операционные допуски и вносим в графу 2 таблицы 4.1. Определяем допуск размера исходной заготовки. При изготовлении штамповки на кривошипном горячештамповочном прессе методом открытой штамповки принимаем класс точности Т5 (табл. В.1). Группа стали М2, степень сложности С1. Исходный индекс, определяемый для массы поковки от 10 до 20 кг по формуле (В.1), равен 14. Значение допуска толщины заготовки, его предельные отклонения определяем по табл. В.6 и вносим в графу 2. По табл. Б.3 находим величины минимальных операционных припусков  по всем переходам механической обработки и вносим в графу 3 таблицы. по всем переходам механической обработки и вносим в графу 3 таблицы.Находим минимальные значения величин толщин  по технологическим переходам, округляя значения до нужного знака. Вносим данные в графу 5. по технологическим переходам, округляя значения до нужного знака. Вносим данные в графу 5.Шлифование тонкое: 79,97 мм. Шлифование чистовое: 79,97+0,02=79,99 мм. Шлифование черновое: 79,99+0,05=80,04 мм. Фрезерование чистовое: 80,04+0,1=80,14 мм. Фрезерование черновое: 80,14+0,3=80,44 мм. Заготовки: 80,44 + 0,8 = 81,24 мм. Размеры округляем до нужного знака. Определяем максимальные значения операционных размеров  и вносим их в графу 6. и вносим их в графу 6.Находим максимальные значения припусков  и заносим данные в графу 4. и заносим данные в графу 4.Шлифование тонкое: 0,02-0,03+0,046=0,036 мм. Шлифование чистовое: 0,05-0,046+0,12=0,28 мм. Шлифование черновое: 0,1-0,12+0,3=0,74 мм. Фрезерование чистовое: 0,3-0,3+0,74=0,74 мм. Фрезерование черновое: 0,8-0,74+3,2=3,26 мм. Схема расположения припусков и операционных размеров для обрабатываемой поверхности. 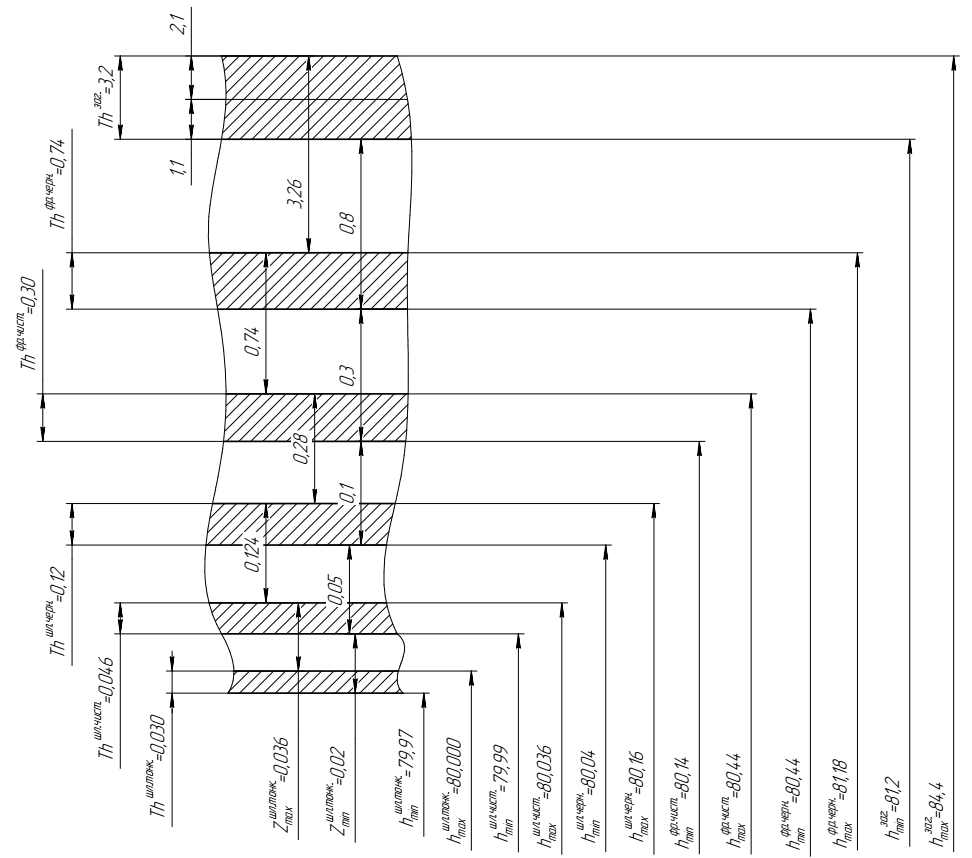 | |||||||||||||||||||||||||||||||||||||||||||||||||||||
