Отчет по практике. отчет по производственной практике. Делительные головки
 Скачать 440.68 Kb. Скачать 440.68 Kb.
|

|
МИНИСТЕРСТВО СЕЛЬСКОГО ХОЗЯЙСТВА РЕСПУБЛИКИ КАЗАХСТАН НАО «Казахский агротехнический университет имени С.Сейфуллина» Отчет По производственной практике Факультет: Технический Специальность: Механика и металлообработка Курс: 2 Группа: ТМО 19-34 Выполнил: Абдуалиев А.М. Проверено: Косатбекова Д.Ш. Тема: Делительные головки Нур-Султан 2021 Содержание
Введение Машиностроение является одной из ведущих отраслей народного хозяйства и определяет технологический процесс. Основная цель машиностроения является создание совершенных конструкций машин и передовые технологии ее изготовления. Основное направление в развитии технологического процесса является создание принципиально новых технологических процессов и замена существующих процессов более точными и экономичными. Объем продукции должен увеличиваться за счет автоматизации и механизации производства. Главное внимание уделяется вопросам сокращения сроков подготовки производства и повышению качества продукции машиностроения, в значительной степени качество и технико-экономические показатели выпускаемой продукции зависят от подготовки производства, важной составной частью которой является проектирование технологических процессов. Внедряемые технологические процессы должны обеспечивать высокое качество, точность и низкую себестоимость выпускаемой продукции. Эти показатели обеспечиваются обоснованным применением высокопроизводительного оборудования и технологической оснастки, а также средствами механизации и автоматизации. Целью данной работы является выявление положительных и отрицательных моментов разрабатываемого технологического процесса корпуса, предложение своих технологических решений по его изменению, снижению затрат на изготовление детали, повышению точности, технологичности, снижение времени изготовления корпуса. 1 Делительные головки Делительная головка — горизонтальное станочное приспособление, является важной принадлежностью фрезерных и координатно-расточных станков.  Рисунок 1 – Универсальная делительная головка Optimum TA 125 Оборудование, используемые для обработки металла, имеет достаточно много особенностей, которые следует учитывать для быстрого получения качественных деталей. Для фрезерного станка применяется достаточно большое количество оснастки, которая необходима для получения определенных деталей. Делительная головка – оснастка, используемая при работе фрезерного станка. 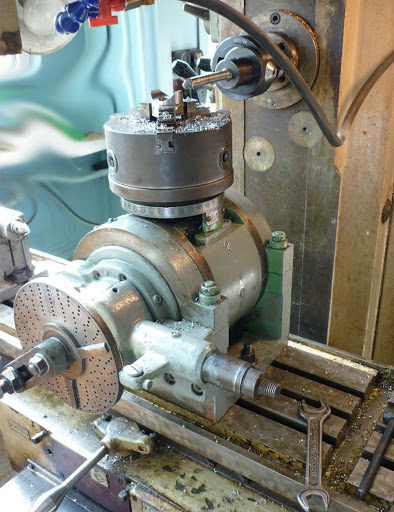 Рисунок 2 – Делительная головка 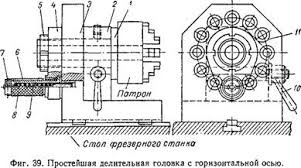 Рисунок 3 – Простейшая делительная головка с горизонтальной осью 2 Виды делительных головок и особенности конструкции Делительная головка, которая создается для фрезерного станка – станочное приспособление горизонтального типа, которое может использоваться также и на координатно-расточных станков. Предназначение этого устройства заключается в периодическом повороте заготовки. При этом можно выделить нижеприведенные моменты: поворот может выполнятся на равный или неравный угол. Этот показатель устанавливается с высокой точностью; используется делительная головка для нарезания зубьев, впадин между зубьями, фрезерования многогранников, канавок и других элементов; использовать этот элемент можно для того, чтобы существенно увеличить возможности фрезерного станка. Без специального инструмента нельзя провести деление с высокой точностью; крепление заготовок проводится в патроне. Если длина заготовки достаточно большая, то крепление проводится при использовании задней бабки. Следует учитывать необходимость правильного позиционирования заготовки с малой вероятностью отклонения от начальной базы. Виды делительных головок Различают следующие виды делительных головок: для непосредственного деления, многошпиндельные, универсальные, оптические. 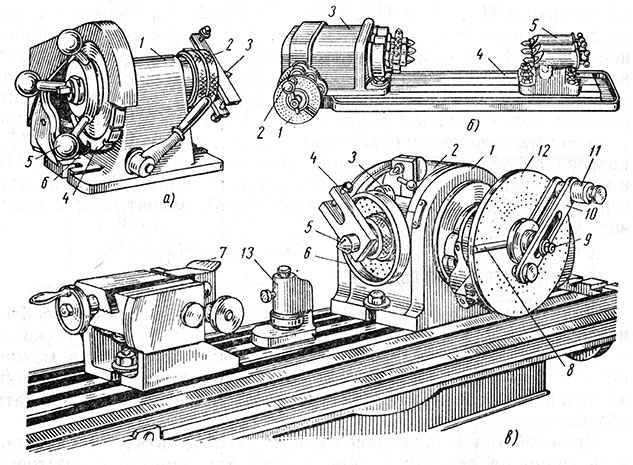 а - для непосредственного деления; б - многошпиндельная; в – универсальная Рисунок 4 – Делительные головки 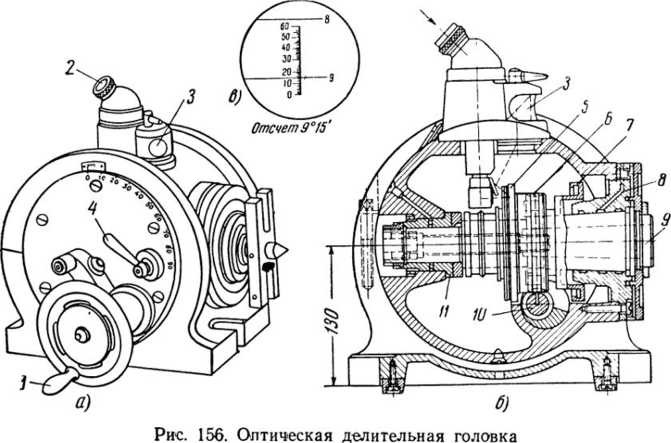 Рисунок 5 – Оптическая делительная головка Установка заготовок на УДГ Заготовки, обрабатываемые на фрезерных станках с применением делительных головок, могут быть установлены и закреплены одним из следующих способов: в трехкулачковом патроне; в патроне и в центре задней бабки; в центрах делительной головки и задней бабки, на оправках. Способ установки заготовки определяется общим правилом единства баз. Согласно этому, фрезеровщик при работах с делительными головками должен пользоваться технологическими базами заготовок, подготовленными при токарной обработке. Например, если заготовка имеет центровые отверстия, то ее следует устанавливать в центрах; если на ней имеются обработанные отверстия — ее устанавливают на оправке. В патроне устанавливают и закрепляют заготовки преимущественно круглой формы и небольшой длины. В случае, если заготовка займет неправильное положение и перекосится, следует проверить радиальное биение наружного цилиндра с помощью индикатора, установленного на столе станка. Измерительным штифтом индикатора с небольшим натягом касаются поверхности заготовки со стороны незакрепленной части. Поворотом рукоятки делительной головки вверх вручную отсоединяют червяк от червячного колеса и поворачивают шпиндель с заготовкой не менее чем на один оборот. Величину радиального биения определяют по крайним отклонениям стрелки индикатора относительно шкалы деления. Если оно превышает допустимое, необходимо несколько ослабить закрепление заготовки в патроне легкими ударами молотка из мягкого металла по ее наиболее выступающей части, несколько осадить заготовку и снова проверить радиальное биение. После заключительной выверки заготовку закрепляют окончательно. Кинематическая схема универсальной делительной головки УДГ 135 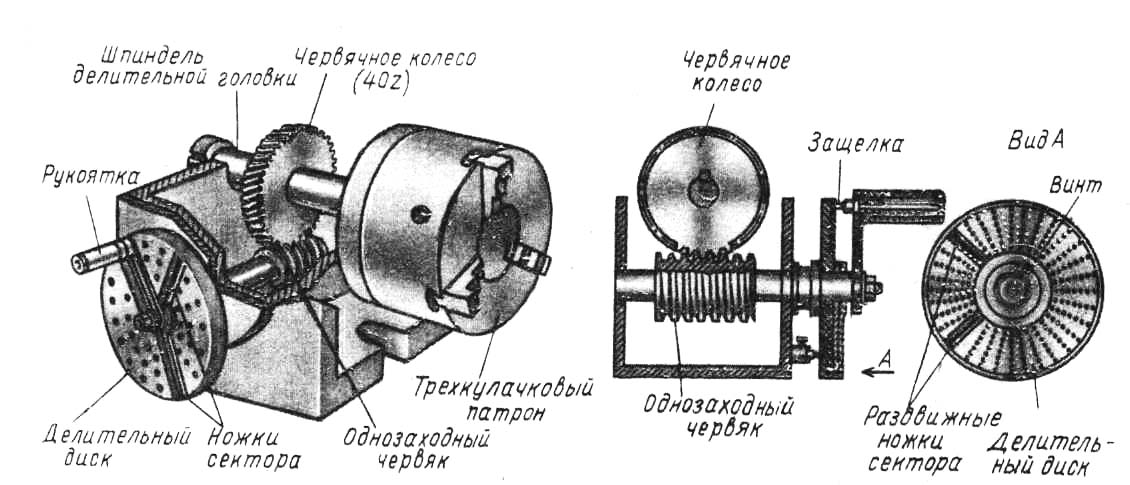 Риснок 6 – Универсальной делительной головки УДГ 135 Классификация оснастки, используемой для установки угла Классификация оснастки, используемой для установки угла Деление может происходить при использовании нижеприведенных типов конструкции: универсальные варианты исполнения; упрощенные конструкции; оптический тип, который используется для выполнения особо точных работ. Вышеприведенную классификацию следует учитывать при рассмотрении конструкций, которые расширяют возможности фрезерного станка. Зачастую деление проходит именно этим устройством, универсальные варианты исполнения пользуются довольно часто. Методы деления Деление при помощи фрезерного станка может проводится несколькими методами, среди которых отметим: Простое деление применяется довольно часто, при котором используется неподвижный диск. Этот метод нарезания осуществляется при использовании УДГ, что делает область применения обширной. Непосредственное деление проводится без применения промежуточного механизма. Для этого используется устройство с простым оптическим делением. Комбинированное деление проводится также при использовании делительной головки. Дифференциальный метод также проводится на универсальных делительных головках, которые имеют дополнительный комплект сменных зубчатых колес. Непрерывный метод реализуется оптическими и универсальными головками, которые имеют связь кинематического характера между шпиндельной головкой и винтом продольной подачи фрезеровального станка. Простое деление Метод деления, при котором отсчет производится по неподвижному диску, а деление производится рукояткой, связанной с шпинделем делительной головки через червячную передачу. Непосредственное деление Непосредственное деление производится поворотом заготовкиделительным диском без промежуточного механизма. Непосредственное деление осуществляется на упрощенных и оптических делительных головках, а также лобовым делительным диском на универсальных делительных головках. Комбинированное деление При комбинированном делении поворот головки складывается из поворота рукоятки головки относительно неподвижного делительного диска и поворота самого диска вместе с рукояткой относительно штифта заднего фиксатора на универсальной делительной головке. Дифференциальное деление Метод деления, при котором требуемый поворот шпинделя делительной головки получается как совокупность двух поворотов — поворота рукоятки относительно делительного диска и поворота самого диска, принудительно от шпинделя через систему зубчатых колес. Делительные головки снабжаются комплектом зубчатых колес. Непрерывное деление Непрерывное деление используется при фрезеровании винтовых и спиральных канавок. Осуществляется на универсальных или оптических делительных головках с кинематической связью шпинделя головки и винта продольной подачи фрезерного стола. Формула для наладки делительной головки n=N/Z Z- Количество частей на которое мы делим N- Характеристика делительной головки Заключение Список использованных литератур Пашкевич, Ф. (2002), Технологическая оснастка: Учебник для вузов: Адукацьɪя i вьɪхавание, Минск. Горошкин, А. К. (1971), Приспособления для металлорежущих станков. Справочник: Машиностроение, Москва. Корсаков, В.С. (1983), Основы конструирования приспособлений: Учебник для вузов. – 2-е изд., перераб. и доп.: Машиностроение, Москва. Дальского, А.М. (2001), Технология машиностроения: В 2 т. Т.1. Основы технологии машиностроения: Изд-во МГТУ им. Н.Э.Баумана, Москва. Мельников, Г.Н. (2001), Технология машиностроения: В 2 т. Т.2. Производство машин: Изд-во МГТУ им. Н.Э.Баумана, Москва. Филонов, И. П. и др. (2003), Проектирование технологических процессов в машиностроении: УП «Технопринт», Минск. Мурашкина, С.Л. (2003), Технология машиностроения: В 2 кн. Кн.1. Основы технологии машиностроения: Высшая школа, Москва. |