Дәріс 1 Аддитивті технологиялар және жылдам прототиптеу. Дріс 1 Аддитивті технологиялар жне жылдам прототиптеу
 Скачать 458.86 Kb. Скачать 458.86 Kb.
|

|
Дәріс 1 Аддитивті технологиялар және жылдам прототиптеу Тез прототиптеу міндеті, яғни прототиптің өнімін қысқа мерзімде алу AM технологиясын практикалық қолданудың негізгі міндеттерінің бірі болып қала береді. Бұл жағдайда «прототиптің» тұжырымдамасы өте кең. Зерттеу жұмысын орындау сатысында мақаланың прототипін тез алу керек. Маңызды бөлшектерді бағалау Эргономика-CAL қасиеттерін геометрия әзірлеу кезеңде, жинау және дұрыс орналасу шешімдер тексеріңіз. Сондықтан, «айналма Техно техникалар» үшін бөлшектерді «жылдам» өндірістік айтарлықтай өнім даму уақытын азайтуға болады. Кез-келген тест (мысалы, гидро немесе жел) немесе алдын ала функционалды тестілеу (мысалы, іс-де тиісетін аспаптар, радио, медициналық немесе тұрмыстық техника) арналған прототипі мен үлгісін, кейде ауқымды, түсіну арқылы жүзеге асады. Конфигурациядағы әртүрлі нюанстармен, бояу түстерімен және т.б. іздеу қозғалтқыш дизайны модельдері сияқты көптеген прототиптер салынған. Әдетте SOP (Өндіріс басталуы) ұғымынан бастап жаңа өнімдерді жасау процесі итерационды сипатқа ие және даму объектісінің күрделілігіне байланысты «А», «В», «В» бірнеше серияларының прототипін жасауды қамтиды. Қорытынды кезеңде (алдын-ала) өнім үлгілері, әдетте, өнеркәсіптік өндіріс шарттарына арналған арнайы жабдықты пайдалану арқылы жасалады. Дегенмен, «А», «В» серияларын дамытудың бастапқы кезеңінде, егер өнімнің бейнесі нақты анықталмаса, қымбат жабдықты пайдалану өте қымбат. Әдетте, өнімнің конфигурациясын тестілеу және жөндеу кезінде елеулі өзгерістерге ұшырайды және прототиптерді өндіруге арналған құрал-жабдықтар партиялық өндіріс үшін жарамайды. АМ-технологияларды қолданудың ең маңызды артықшылықтарының бірі қымбат құралдарды пайдаланбай функционалдық прототиптер (прототиптер) алуға мүмкіндік береді. Мәселен, толық масштабты мотор сынақтарын өткізуге өте ыңғайлы қозғалтқыш цилиндрлер блогы ағаш немесе метал үлгілері мен пішіндерін жасамай жылдам прототибинизация арқылы жасалуы мүмкін. технологиялық дайындық дизайнер-ды және мұқият құжаттаманы түзету тест аяқталған соң izgotav-Ливан толық құю құралдар. өнеркәсіптік Pro-өндіріс жылы аддитивті технологияларды қолдану мәселесі R & D қатысты, даулы қалады, егер, олар қазірдің өзінде олардың өте жоғары тиімділігін дәлелдеді. AM-технологиялар «жылдам прототиптеу» технологиясы негізінен жобалардың бастапқы сатысында - өнімнің геометриялық кескінін ойнату үшін пайдаланылады. Бұл кезеңде материалдың құрылымы, материалдың беріктігі және басқа да қасиеттері, әдетте, визуализация мақсаттары үшін барынша қолайлы модельдік материалдардан таңдап алынады. Кейде модельдің қасиеттері прототиптің функционалдық сынақтарын жүргізуге мүмкіндік береді. Модельдік материалдардың ассортименті кеңейе түскен кезде, функционалдық модельдеу секторы да жоғары (22 суретті қараңыз): 2004 жылы оның көлемі 16,4%, 2013 жылы 28,1% құрады. Прототиптеу мақсатында арзан 3D принтерлер жиі қолданылады. Технологиялардың әртүрлілігі «баға сапасы» теңгерімінің тұрғысынан ең тиімді шешімді таңдауға мүмкіндік береді, бұл орта деңгейдегі принтерлерге және шығын материалдарына бағалардың айтарлықтай төмендеуіне, машиналардың сенімділігін және «өсірілген» өнімдердің сапасын жақсартуға ықпал етті. Прототиптеу үшін ең танымал принтерлер өндірушілерінің қатарында келесі компаниялар туралы айтуға болады: Stratasys - FDM технологиясы қолданылатын Mojo 3D, Print SE, Series өлшемді принтерлер, сондай-ақ Poly-Jet немесе MJM технологиясы бойынша жұмыс істейтін принтерлер - Objet24, Objet30, Objet Eden, Objet Connex, Objet260; 3D Systems - ProJet® 360, ProJet® 4500, ProJet® 460Plus, ProJet® 660Pro, ProJet® 860Pro принтерлер, Binder Jetting технологиясын ұнтақ үлгісінің материалына құю құралын қолдану арқылы пайдаланады; Envisiontec, Ultra сериялы принтерлер және т.б. 20-дан 100 мың Евроға дейін тұратын бұл орташа өлшемді принтерлер білім беру, сәулет бюросы және стоматологиялық медицинада, көптеген ғылыми-зерттеу және тәжірибелік-конструкторлық жұмыстарды орындауда және тұтастай пилоттық өндірісте қолданылады. Беттердің сапасына және күшіне жоғары сұранысқа ие ірі модельдер мен модельдерді жасау үшін, қымбат AM-технологиялар (SLA, SLS) және 150-900 мың Евродан асатын кәсіби машиналар қолданылады. FDM, SLA, SLS немесе Poly-Jet технологиясының бір деңгейлі қабатты құру принципін қарастыратын кез-келген AM технологиясы сияқты, модельдің бет сапасының белгілі бір деңгейін қамтамасыз етеді, негізгі критерий әдетте беткі тазалық болып табылады. Машина модельді қабатты құрылыс басталғанға дейін жасалған «көлденең қималар» бойынша сызықпен құрастырады. Құрылыс аяқталғаннан кейін, модельде сатылы бет бар, ал қадам биіктігі құрылыс сатысына сәйкес келеді. Мысалы, доп моделін құру кезінде полюсте тегіс аймақ болады, полюске жақын жердегі кедір-бұдыр максимал болады, бірақ экваторға жақынырақ болса, бетінің сапасы жақсы болады (1 сурет). Прототиптің бетінің сапасы көбінесе құрылыста модельдің жұмыс алаңына бағытталуына байланысты. Тегіс бөлігін салу кезінде, оны көлденең орналастыру кезінде көлденең беттің төмен кедір-бұдырын алуға болады; Бүйір бетінде сапалы сапалы болу үшін, модель платформаның жазықтықына бұрышқа бағытталуы керек. 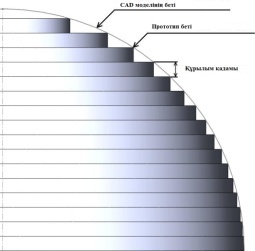 Сурет 1 - Модельді құрылымның қабатты принципі 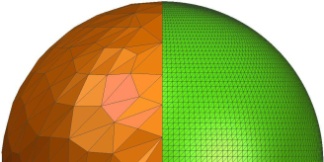 Сурет 2 - Шар моделі: сол жақта - төменгі сапада, оң жақта – жоғары сапалы Беттің сапасын айқындайтын маңызды параметр - түпнұсқа 3D CAD моделінің сапасы. Виртуалды модель үшбұрыштың тұйық торы түрінде 3D бетті құрайды. Бетінің кедір-бұдыры желінің сапасына тікелей байланысты (2 сурет). Осылайша, төмен сапалы 3D моделі арқылы файлға кірістірілген макро-кедір-бұдыр физикалық модельдің құрылысында көрінеді және принтердің сапасы туралы немесе таңдалған технологияның тиімділігі туралы жалған әсер қалдырады (3 сурет). 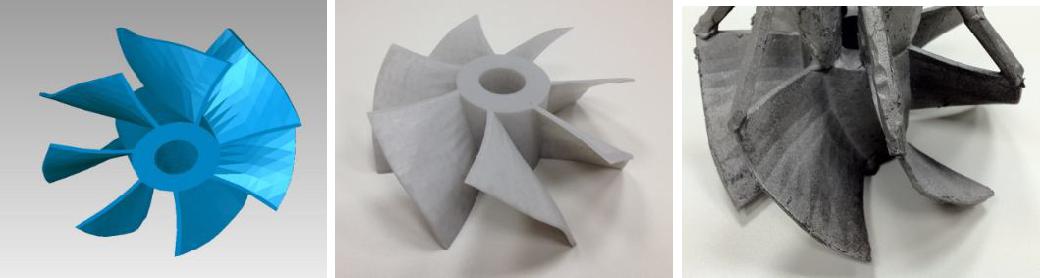 Сурет 3 - CAD-моделінің төмен сапасы құйма бетінің төмен сапасына әкеледі AM-машиналарды шығаратын компаниялардың веб-сайттарында нақты жобалардың көптеген мысалдарын табуға болады. Әдетте бұл жерде ең табысты және тартымды мысалдар бар..  а) Пульт прототипі б) Құрастыру қондырғысының моделі Сурет 4 - Eden 250 және ProJet® 660 принтерлерінде жасалған прототиптер Бірақ егер сіз осы иллюзияларға мұқият қарасаңыз, модельдің бетінде өзіндік құрылымды көруге болады, ол арқылы модельдің бетінің күтілетін тазалығын түсінуге болады, (4,5 суреттер). Көптеген жағдайларда тұтынушы үшін үлкен немесе аз кедір-бұдыр негізгі боып табылмайды. Қажет болған жағдайда, қолмен өңдеу (тегістеу, жылтырату, бояу, лакпен) арқылы модельдің бетін жақсартуға болады Бірақ, кейбір жағдайларда, бұл техникалық қиын немесе дәлдік жоғалту (геометрия) модельге-STI отырғызуға болады. Әдетте, модельдің кедір-бұдырлығы неғұрлым аз болса, АМ машинасының бағасы да жоғары болады. . Моделі материал ретінде сұйық фото-полимер пайдаланып технологиясы SLS, DLP, Поли-Jet, т.б. деп аталатын қолдау құрылымын қатысуын болжайды - онда құрылыс моделін (6 сурет) денесін бекітілген қолдайды. Бұл тіректер арнайы бағдарламада автоматты түрде орнатылады және жұқа жолақтарды білдіреді. олар (Поли-Jet технологиясы компания Objet үшін) суда жақсы еритін SPE-нақты материалдардан немесе моделін негізгі материал (- SLA классикалық лазерлік stereolithography) салынған технологияға байланысты. Қолдауды жасағаннан кейін олар механикалық түрде жойылады немесе суды (Poly-Jet технологиясы) жуады, сондықтан модель беттерінің біреуі басқаларға қарағанда қаттырақ. салынған моделін сапасы, сондай-ақ парсы-Nala шеберлік байланысты: модель бастапқы 3D-файл жасалды қаншалықты жақсы гендік-радио қолдау құрылымдардың режимін таңдаған қалай шынайы, ғимаратының алдында жұмыс платформасында бағытталған болатын қаншалықты жақсы. 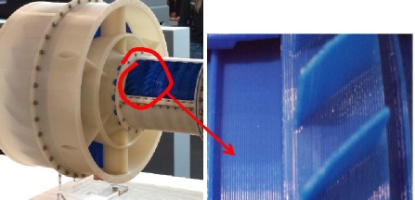 Сурет 5 - Газ турбиналық қозғалтқыш моделінің фрагменті (FDM технологиясы) 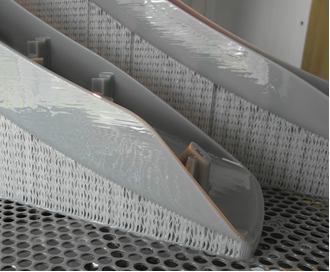 Сурет 6 - Қолдау құрылымдары бар SLA моделі Мысал ретінде, 1-кесте түрлі машиналарда салынған, бір және сол бөлігінің салыстырмалы өлшеулік бетінің нәтижелерін көрсетеді. Үлкен сенімділік үшін өлшемдер көлденең (А түрі) және тік (B типті) беттерде орындалды. бетінің бір ғана түрінің Өлшеулер мысалы, машина сұйық фотополимер жұмыс істейді, өйткені, машинаның мүмкіндіктерін дұрыс алдын-ала өкілдіктерінің әкелуі мүмкін өте тегіс дерлік айна-көлденең жазықтық құруға болады, бірақ тік қабырғаға елеулі кедір-болуы мүмкін. Берілген деректерден белгілі бір технология шеңберінде үлгілік материалдың түріне байланысты кедір-бұдырды бағалауда елеулі нюанстар болуы мүмкін. Сұйық фотополимерлерді (SLA, DLP, Poly-Jet) қолдануға негізделген технологиялар SLS немесе FDM-технологияларымен салыстырғанда тегіс беттерге қол жеткізуге мүмкіндік береді. Бұл дәлдікке де қатысты: конструкцияның дәлдігі неғұрлым жоғары болса, 3D принтері қымбатырақ болады. Осы параметр бойынша AM-машиналар елеулі айырмашылықтарға ие. Принтерлердің техникалық сипаттамаларын қарастырған кезде, әрине, қабат қалыңдығы деп аталатын параметрге назар аударыңыз - құрылыстың қабатының қалыңдығы немесе құрылыс сатысы. Кесте 1 - Әр түрлі AM-технологиялармен алынған үлгілердің кедір-бұдырын салыстыру
Дәлдікке бірнеше параметрлерге әсер етеді және құрылыстың қадамы жалғыз емес. Талап етілген құрылыс сатысы, мысалы, SLS-машинасының 3D Systems үшін 0,08 мм өлшеу осінен ± 0,08 мм ауытқулармен салынады. Мүмкін, ауытқулар миллиметрдің оннан бір бөлігін құрайды (± 0,3 ... 0,8 мм). жабысатын режимдері дұрыс таңдалған ма, модельдерді бағдар: моделін конфигурациясы, сондай-ақ мамандардың біліктілігі - соңғы нәтижесі қатты материалдың түріне, тіпті одан да көп (полиамидті, поли-стирол) және әсер болады құрылыс көлемі - бір-біріне және т.б. Ол камерада алаптың температурасы салынып жатқан моделі айтарлықтай жылу ұшырайды деп, 150 ° С Natural жетеді, жылу айтарлықтай сомасы жұмыс камерасына берілетін, оның барысында, SLS жылу процесс екенін есте сақтау қажет жүктеледі және деформациялануы мүмкін. Бұл әсер құрылыстың тапсырмасын дайындау кезеңінде, сондай-ақ машинаны пайдалану және камерадан модельдер алу барысында қызметкерлердің әрекеттері арқылы күшейтілуі немесе әлсіреуі мүмкін. Қате әрекеттер модельдің шешілуіне әкелуі мүмкін, ал қабаттардың қалыңдығы тұжырымдамасымен көрсетілген формалды дәлдік маңызды емес: бастапқы геометриядан ауытқулар миллиметр болуы мүмкін. Басқа технологиялардың да өз ерекшеліктері бар, мысалы, осьтер бойындағы құрылыстың нақты нақты дәлдігі: X-Y жазықтықта, Z-басқа бағытта бір мән. Сондықтан, технология мен 3D принтерді таңдағанда, әртүрлі AM-машиналарда сынақ модельдерін құрастыру, нәтижелерді тұтынушының күтуіне және белгілі бір тапсырмаларға арналған модель талаптарына сәйкестігін бағалау және бағалау қажет емес. Дегенмен, SLA-машиналарда ең жақсы құрылыстық дәлдікке қол жеткізілгені жалпы қабылданған. Екінші бір себеп SLA-технологиясы құрылыс процесінде жылу кернеулерді болмаған бөлме температурасында орын алады, бұл. Үлгілік материалдардың сапасы да маңызды. Қазіргі заманғы SLA-материалдар біріншіден malousadochnye және, екіншіден, белгілі бір тұтқырлығы-феодалдық иелік 0,025 мм-ге жұқа қабаттарының құрылысы салымдары кезінде тұрақты мән алуға мүмкіндік беретін болады. SLA-дәлдігі машиналардың нақты құрылыс сызықтық дюйм өлшемі бір 0,025 ... 0,05 мм. Бұл 250 мм тән мөлшерімен моделі 0,25 ... 0,5 мм ± алдын-ала мәселелер ауытқу болады дегенді білдіреді. Алайда, бұл ауытқуы айтарлықтай салу үшін бос жұмыс, астананың дайындық тиісті түзету коэффициенттерін енгізу арқылы азайтылуы мүмкін және мынадай модель әлдеқайда дәл салынған болуы мүмкін, алайда, бұл жағдайда сынақ ретінде алғаш модель болар еді. 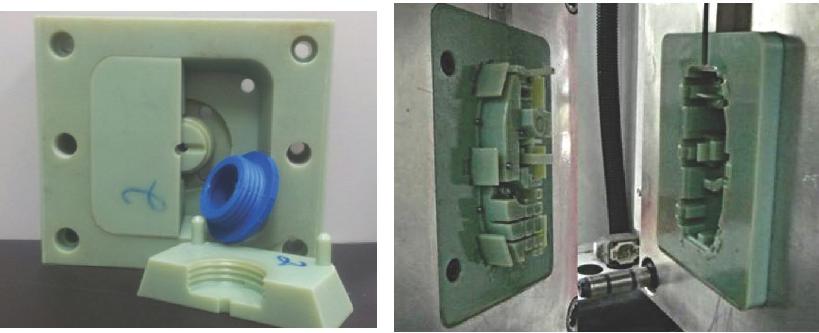 Сурет 7- Термопластическом автоматты машинада (Objet500 Connex принтерімен өндірілген) полиамидтен жасалған құймаларды өндіруге арналған аксессуарлар (кірістірулер) «Шапшаң прототиптеудің» тағы бір бағыты - «жылдам құрастыру» - «rapid tooling». Кейбір жағдайларда, жобаның алдын ала өндіру сатысында үлгілік емес материалдарды емес, өнеркәсіптік пластмасса бөлшектерін өндіру үшін «жылдам кескіндеу» қолданылады. Немесе кішкене лот өндірісі үшін - 10-100 дана. Осындай құралдың мысалы 7 суретте келтірілген. 3D пішіміндегі пішінді (матрица және бұрылыс) «өсірді», пішіннің беті қолмен тазаланып, термоөңдеу машинасына орнатылып, түпкі өнім алынады. AM-технологиялар өнімнің кейбір функционалдық сипаттамаларын - оптикалық, күшті, гидро- және аэродинамикалық прототипін жасау үшін қолданылады. Мысалы, стереолитографиялық модельдер әуе кемелерінің үлгілерін немесе толық өлшемді модельдерді және олардың жеке элементтерін тазалау үшін кеңінен қолданылады (8 сурет).  Сурет 8 - Жел туннелінде ұшақ элементтерін сынау LUXeXceL (Нидерланды) оптикалық өнімдерді (линзалар, призмалар және т.б.) модельдеуге арналған технология мен жабдықты әзірледі. Printoptical деп аталатын технологияның мәні мынадай (сурет 9): (1) сия басын пайдаланып жылтыр поликарбонат субстрат арқылы УК шам (4) арқылы қаттыланады. Фотополимер қабаттары (2) қолданбалы (3) болып табылады. Фотополимердің «сиясының тамшыларының мөлшері үлгінің дизайнын қарай өзгереді. Басып шығару рұқсаты әдеттегі 2D-Сиялы басып шығарғыштардағы сияқты бірдей. Технологияның негізгі элементі - бұл 1440 нүкте / дюйм және жоғары рұқсатты қамтамасыз ететін пьезоэлектрлік басқаруымен басып шығару механизмі. Материал кішкене сфералық тамшылардың түрінде қолданылады, бірақ УК-шамымен біршама әсерлері бар, ылғалдануына байланысты тамшылар ериді, бұл тегіс беткі қабатқа әкеліп, құйып болған соң пайда болмайды. 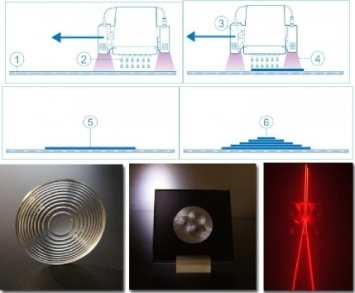 жылтыр поликарбонат субстраты; 2-фотополимер; 3 - ұшақтың басы; 4 - УК-шам; 5, 6 - қатты қабаттар Сурет 9 – Printoptical технологиясы Кейбір жағдайларда прототип үлгі нұсқаларын жүргізу үшін толығымен жұмыс істей алады (10, 11 суреттер). Мысалы, іштен жану қозғалтқышы үшін алюминий құбырының прототипін жасау үлкен қаржылық және уақытты қажет ететін шығынды талап етеді (құю өндірісі, өңдеу). АМ технологиясы полиамидті прототипін пайдаланып уақытты қысқартуға және қозғалтқыш сынақтарын өткізуге мүмкіндік берді (11 суретті қараңыз). Жаңа жоғары, ыстыққа төзімді үлгілік материалдардың пайда болуы функционалды прототиптердің мүмкіндіктерін кеңейтеді. 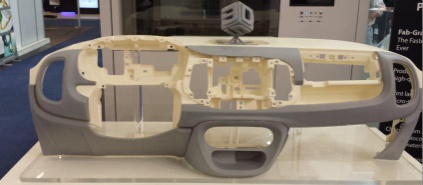 Сурет 10 - Автокөлік құралдар тақтасының толық өлшемді макеті 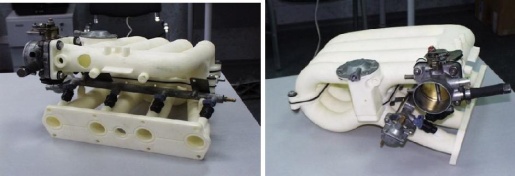 Сурет 11 - Отын беру жүйесі элементтерімен жабдықталған және стендтік тестілеуге дайындалған ICE кіріс құбырының прототипі. Сәулеттік модельдеу (прототиптер) жылдам прототиптер жасау, сурет салу үшін танымал бағыт болып қалады (12 сурет ) және жобалау кезеңінде жекелеген тұтынушылармен жұмыс жасауда және қала құрылысы жобаларын үйлестіру үшін ірі компанияларда қолданылады. 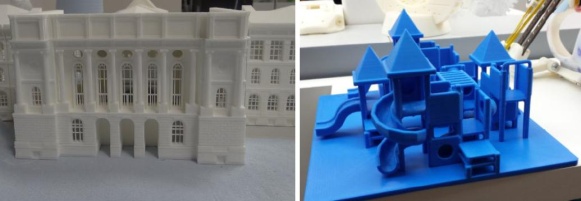 университет үлгісі б) балалар ойын алаңының моделі Сурет 12 - Сәулеттік модельдеу Машиналар мен механизмдерді ауқымды модельдеу қазіргі заманғы өнеркәсіптік көрмелер экспозицияларының ажырамас бөлігі болды. «Түрлі-түсті басып шығарумен» 3D принтерлері жоғары дәрежедегі күрделі нысандардың көшірмелерін жасауға мүмкіндік береді (13 сурет). 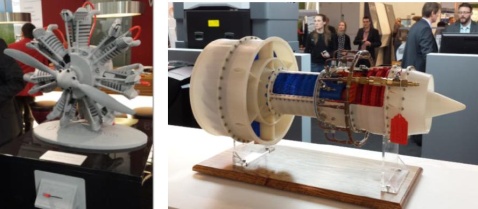 а) б) а - авиациялық жұлдызшалы қозғалтқыштың операциялық моделі; б - авиациялық газ турбиналық қозғалтқышының моделі. Сурет 13 - Қозғалтқыштар көшірмесі АМ технологиясын дамытудың маңызды кезеңі AKF-ARBURG Kunststoff-Freeformen технологиясының (ARBURG) пайда болуы (14 сурет). Тез прототипті технологиялардың негізгі кемшіліктері 3D принтерлерінің жұмыс процесінің айрықша ерекшелігіне байланысты, функционалдық талаптарға сәйкес келмейтін үлгілік материалдардан жасалған өнімдерді жасауы болып табылады. Ұнтақ, ұнтақ немесе жеңіл тазартатын полимерлер бөліктің геометриясын өте дәл ойнатуға мүмкіндік береді, бірақ олардың беріктігі қасиеттері: жылуға төзімділігі, ылғалға төзімділігі, агрессивті медиа, ультракүлгін сәуле және т.б. өнім - механизм немесе бөлшектер талаптарына сай келмейді. Машинаны бір немесе бірнеше экструзионды бастармен жабдықтауға болады, бұл бөлшектердің құрылысының жылдамдығын арттыруға немесе түрлі материалдарды (түс немесе қасиеттер тұрғысынан) пайдалануға мүмкіндік береді. 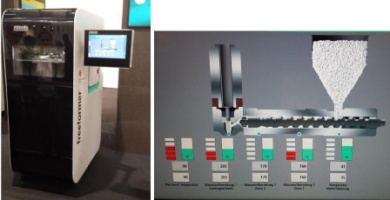 а) б)  в) г) а - машинаның сыртқы келбеті; б, в, г - жұмыс процесінің схемасы; 230x130x250мм құрылыс алаңының өлшемдері; ең аз құрылыс қадамы - 0,15 мм Сурет 14 - Freeformer (ARBURG) АМ-машинасы | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||