Электрооборудование ленточного транспортера производственного участка
 Скачать 1.81 Mb. Скачать 1.81 Mb.
|

|
МИНОБРНАУКИ РОССИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «Ухтинский государственный технический университет» (УГТУ) Индустриальный институт (СПО) КУРСОВОЙ ПРОЕКТ Электрооборудование ленточного транспортера производственного участка
Ухта 2022 МИНОБРНАУКИ РОССИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «Ухтинский государственный технический университет» (УГТУ) Индустриальный институт (СПО) ПОЯСНИТЕЛЬНАЯ ЗАПИСКА к курсовому проекту на тему: «Электрооборудование ленточного транспортера производственного участка» Выполнил ______________________________________________ группа _______________ (Подпись, инициалы, фамилия) Специальность.13.02.11 Техническая эксплуатация и обслуживание электрического и электромеханического оборудования (по отраслям). Руководитель работы (проекта) ___________ ______________________________________ (Подпись, дата) (Должность, инициалы, фамилия) СОДЕРЖАНИЕ Введение 4 1. Характеристика объекта 6 2. Расчетно-технический раздел 11 2.1. Выбор величины питающего напряжения 11 2.2. Расчет мощности токарного станка 11 2.3. Расчёт электрических нагрузок потребителей 15 2.4. Расчет и выбор трансформатора и компенсирующего 21 устройства 2.5. Выбор аппаратов защиты 25 2.6. Выбор марки и сечения кабельных линий 28 2.7. Расчет и выбор внешних питающих линий 30 2.8. Расчет заземляющего устройства 31 2.9. Организационные и технические мероприятии 33 безопасности проведения работ с электроустановками до 1 кВ 2.10 Охрана труда при работе за токарным станком 35 2.11 Охрана окружающей среды 38 Заключение 40 Список используемых ресурсов 41 ВВЕДЕНИЕ Электроэнергетика является базовой отраслью экономики, полностью обеспечивающей электроэнергией как внутренние потребности народного хозяйства и населения, так и экспорт в страны СНГ и дальнее зарубежье, а также 45% суммарной потребности промышленности и населения в тепловой энергии. Системой электроснабжения называют совокупность устройств для производства, передачи и распределения электроэнергии. Системы электроснабжения промышленных предпри ятий создаются для обеспечения питания электроэнергией промышленных приёмников, к которым относятся электродвигатели различных машин и механизмов, электрические печи, электролизные установки, аппараты и машины для электрической сварки, осветительные установки и др. В настоящее время большинство потребителей получает электроэнергию от энергосистем. По мере развития электропотребления усложняются системы электроснабжения промышленных предприятий. В них включаются сети высоких напряжений, распределительные сети, а в ряде случаев и сети промышленных ТЭЦ. На пути от источника питания до электроприёмников на современных промышленных предприятиях электрическая энергия, как правило, трансформируется один или несколько раз. В зависимости от места расположения в схеме электроснабжения трансформаторные подстанции называют главными понизительными подстанциями или цеховыми трансформаторными подстанциями. Цеховые сети распределения электроэнергии должны: - обеспечивать необходимую надёжность электроснабжения приёмников электроэнергии в зависимости от их категории; - быть удобными и безопасными в эксплуатации; - иметь оптимальные технико-экономические показатели (минимум приведённых затрат); - иметь конструктивное исполнение, обеспечивающее применение индустриальных и скоростных методов монтажа Для приёма и распределения электроэнергии к группам потребителей трёхфазного переменного тока промышленной частоты напряжением 380 В применяют силовые распределительные шкафы и пункты. Главной проблемой в ближайшем будущем является создание рациональных систем электроснабжения промышленных предприятий, которое связано со следующим: - выбором и применением рационального числа трансформаций (оптимальный вариант числа трансформаций – две-три); - выбором и применением рациональных напряжений (в системах электроснабжения промышленных предприятий даёт значительную экономию в потерях электроэнергии); - правильным выбором места размещения цеховых и главных распределительных (понизительных) подстанций (обеспечивает минимальные годовые приведённые затраты); - дальнейшим совершенствованием методики определения электрических нагрузок (способствует решению общей задачи оптимизации построения систем внутризаводского электроснабжения); - рациональным выбором числа и мощности трансформаторов, а также схем электроснабжения и их параметров, что ведёт к сокращению потерь электроэнергии и повышению надёжности; - принципиально новой постановкой для решения таких задач, как, например, симметрирование (выравнивание) электрических нагрузок. 1 Характеристика объекта Учебная мастерская - специальное помещение профессионального учебного заведения, оснащенное необходимым оборудованием, инструментами, приборами и другой оснасткой, предназначенное для производственного обучения; структурное подразделение профессионального учебного заведения. В учебных мастерских формируются профессиональные умения и навыки учащихся в процессе выполнения, как правило, учебно-производственных работ с применением типичных для осваиваемой профессии (группы профессий) машин, механизмов, приборов, установок, инструментов, приспособлений. Здесь учащиеся приобретают навыки рациональной организации труда и рабочего места, приучаются к трудовой культуре, рациональному использованию рабочего времени, соблюдению требований и норм безопасности, санитарно-гигиенических и экологических требований, производственной и технологической дисциплины. Роль и место обучения в учебной мастерской в общем учебном процессе определяются спецификой содержания труда по различным профессиям (группам профессий). Там, где в специально созданных условиях можно рационально сочетать решение учебных и производственных задач (подготовка токарей, фрезеровщиков, сварщиков, портных и т. п.), учащиеся обучаются в учебных мастерских, как правило, до 60% времени, отводимого на производственное обучение. При подготовке рабочих и специалистов по профессиям, связанным с обслуживанием, ремонтом, наладкой сложного производственного оборудования, для которых нецелесообразно создавать специальные учебные мастерские, учащиеся в учебных мастерских общего профиля, осваивают, как правило, только общепрофессиональные трудовые умения и навыки: общеслесарные, электромонтажные, строительные, отделочные и т. п., на что отводится 15-20% времени. Помещения для учебных мастерских, их планировка и оснащение, особенности организации учебно-производственной деятельности в учебных мастерских для различных профессий различны. Различны и конкретные конструктивные варианты. Они во многом зависят от материально-технических и финансовых возможностей учебных заведений, опыта и мастерства педагогического коллектива, общего стиля его деятельности и многих других факторов. Вместе с тем, несмотря на большую вариативность организационно-конструктивных решений, можно выделить общие требования, которые необходимо соблюдать и учитывать при создании и совершенствовании учебных мастерских в целом и их составных компонентов. Помещения для учебных мастерских должны соответствовать условиям для нормальной установки и работы оборудования. Мастерские, где устанавливается тяжелое оборудование, где работа связана со значительной вибрацией, станочные, кузнечные, сварочные, машиносборочные, ремонтные и т. п. располагаются на первом этаже; слесарные, электромонтажные, радиомонтажные, швейные и т. п. мастерские - на 2-3 этажах. Большое значение для создания комфортной среды производственного обучения имеют освещенность в учебной мастерской, окраска стен, температурный режим, вентиляция, шумопоглощение. Учебные мастерские должны также соответствовать требованиям безопасности труда и пожарной безопасности. Основой комплекса учебных мастерских учебного заведения являются специализированные мастерские для производственного обучения по определенной профессии (определенному виду работ). Как правило, учебные мастерские создаются на полную учебную группу, т. е. на 25-30 рабочих мест. Каждая мастерская обычно имеет свою изолированную от других мастерских зону. Кроме специализированных учебных мастерских в состав комплекса входят производственно-вспомогательные помещения и службы. Применительно к учебным мастерским, выпускающим сложную продукцию, они включают: производственный участок; инструментально-раздаточную кладовую; отдел технического контроля; ремонтную мастерскую, складское помещение и др. Специализированные учебные мастерские и производственно-вспомогательные службы размещаются по принципу прямоточности технологических процессов изготовления многодетальной типичной продукции (заказов). В здании учебных мастерских предусматриваются также санитарно-бытовые помещения и устройства. Специализированные учебные мастерские оснащаются оборудованием индивидуального пользования, на котором учащиеся отрабатывают профессиональные умения и навыки. В свое время, когда некоторые учебные заведения имели богатых «базовиков» - базовые предприятия, между ними шло негласное соревнование по оснащению учебных мастерских самым новейшим современным оборудованием. Более того, в ряде случаев руководство органов профтехобразования и их инспекции оценивали учебные заведения не столько по учебным показателям, столько по уровню оснащенности производственного обучения современным оборудованием. Сам по себе этот факт в целом положительный, однако в современных условиях необходимо учитывать и возможности, и целесообразность такого оснащения. Во-первых, с ликвидацией «института базовых предприятий» учебные заведения лишились возможности бесплатно пополнять и совершенствовать свое учебно-производственное оснащение, приобретать же новейшее оборудование самим очень дорого. Во-вторых, любое оборудование, тем более современное, высокопроизводительное, должно себя окупать, а при нынешних сложностях с получением заказов и сбытом продукции это весьма сложно. Поэтому более целесообразным представляется оснащение учебных мастерских небольшим количеством современного оборудования, рассчитанного на реализацию новых технологий, и организация обучения на нем по графику учащихся старших курсов. Остальное же учебно-производственное оборудование должно рассматриваться как средство обучения, дающее возможность учащимся приобрести умения и навыки, соответствующие уровню квалификации, предусмотренному стандартом профессионального образования. Кроме оборудования индивидуального пользования учебные мастерские оснащаются оборудованием общего пользования. Номенклатура и количество такого оборудования зависят от специфики продукции учебных мастерских, будущих профессий обучаемых, от наличия в учебном заведении вспомогательных служб и ряда других факторов. Основное назначение оборудования общего пользования - обеспечение качественного выполнения программ производственного обучения. СВОДНАЯ ВЕДОМОСТЬ И РАСЧЕТ ЭЛЕКТРИЧЕСКИХ НАГРУЗОК ПО МАСТЕРСКОЙ Таблица 1. Перечень ЭО учебных мастерских  2 Расчетно-технический раздел 2.1 Выбор величины питающего напряжения Правильный выбор величины питающего напряжения для электроприёмников переменного тока имеет важное значение. Величина питающего напряжения влияет не только на стоимость потерь электроэнергии, надёжность работы электроприёмников переменного тока и стоимость капитальных затрат при строительстве объекта, но и на систему электроснабжения в целом. Для питания нашего цеха считаем оптимально возможным напряжение 10кВ Рр определяется в результате расчета электрических нагрузок 2.2 Расчет мощности токарного станка Исходные данные: Материал изделия – сталь P18 Операция – черновая обработка Размер резца – 40 * 40 мм Глубина резания t = 3 мм Длина обработки l = 850 мм Силовые и скоростные коэффиценты на основе исходных данных принимаются согласно справочнику. CF = 200 n = 0 XF = 1 YF = 0,75 S = 0,4…3 мм/об Cv = 56 Xv = 0,25 Yv = 0,65 mv = 0,125 T = 60 мин О = 67/(600,125 * 30,25 * 0,70,65) = 38,5 м/мин = = Pдр = Рz/Ƞст = 2,96/0,78 = 3,8 кВт Согласно условию Pд > Pдр – 4 > 3,8 выбирается АД для токарного станка: АИР100S2У3 с характеристиками Рном = 4 кВт Sном = 5 % Kmin = 1,6 Kmax = 2,2 nном = 2850 об/мин КПД = 87% J = 0,0059 кг*м2 Уровень шума = 68 дБ Соsф = 0,88 Кп = 2 m = 21,6 кг Защита IP55 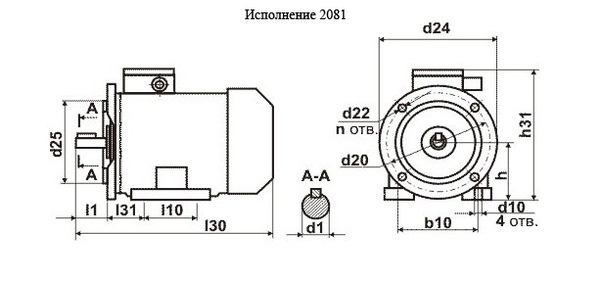 Рис. Электродвигатель токарного станка - АИР100S2У3 Определяются скорость подачи и технологическое время обработки детали, где d – ширина резца ( диаметр инстумента)  = 2,96 * 10-2 * 105/(1,7 * 1503) = 1,15 м/мин Fy = (0,3…0,5) Fz = (0,3…0,5) * 4500 = 1800 Н Fy = (0,2…0,3) Fz = (0,2…0,3) * 4500 = 1125 Н Коэффицент трения µ = 0,06 Fп = Fx + (Fy + Fz) * µ = 1125 + (1800 + 4500) * 0,06 = 1503 Н nшп = Vz/(п*d) * 103 = 38,5/(3,14 * 40) * 103 = 307 об/мин tм = l/(S * nшп) = 850/(307 * 0,7) = 3,95 мин Определяем расчетный ток электродвигателя насоса Рном = 4 (КВт), cos =0,88, η=0,78  = 3,8/(√3 * 0,38 * 0,88 * 0,78) = 8,4 А = 3,8/(√3 * 0,38 * 0,88 * 0,78) = 8,4 АОпределяются потери станка при Pz = 0,5 * Pz ном a + b = (1- Ƞст)/ Ƞст 1,5b + b = (1 – 0,78)/0,78 = 0,28 (11/39) 2,5b = 11/39 -> b = 11/(39*2,5) = 0,11 a = 1,5b = 1,5 * 0,11 = 0,165 ΔPст н = а * Pz ном + b * Pz = (0,165 + 0,11 * 0,5) * 2,96 = 0,65 кВт Токарный станок – это металлорежущее оборудование для обработки металлических деталей точением, а также используемый для ряда других операций. Основным рабочим инструментом является резец. 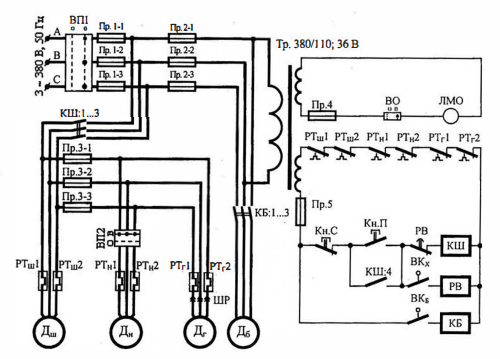 Рис. Принципиальная электрическая схема управления ЭП токарного станка Токарная – самая действенная и распространенная обработка металлических деталей, таких как тела вращения и крепежные элементы. На токарных станках можно изготовить самые различные втулки, валы, муфты, болты, гайки, фланцы и даже декоративные изделия - ножки мебели, дверные ручки и многое другое. Принцип работы: Обработка резанием производится при контакте резца с вращающейся заготовкой. Вращательное движение осуществляет шпиндель или планшайба, необходимое усилие и частоту обеспечивает электродвигатель через ременную передачу и коробку скоростей. Резец крепится в суппорте и может передвигаться в поперечном и продольном направлении. От скорости движения суппорта зависит амплитуда подачи. Основные преимущества токарной обработки: Высокая сложность изготавливаемых деталей. Возможность работы с любыми металлами. Высокое качество и точность обработки. Большая производительность. Независимо от типа и модели, в конструкции станка есть несколько основных частей: Станина – основной элемент оборудования предназначенный для размещения всех узлов и систем. Фартук – узел преобразующий вращательное движение винта или вала в поступательное перемещение суппорта. Шпиндельная бабка. Состоит из шпинделя и коробки скоростей. Суппорт – узел станка для крепления рабочего инструмента и обеспечения требуемой для обработки заготовки движения подачи. Коробка подач – обеспечивает передачу движения на суппорт с помощью ходового винта. Электрооборудование – электромотор, специальные элементы и органы управления. 2.3. Расчёт электрических нагрузок потребителей Исходя из задания – здание учебной мастерской запитано напряжением 10 кВ. Экономически целесообразно для питания здания использовать линии с переменным током, а не с постоянным. Низковольтные двигатели хорошо питать от сети напряжением 380 и 660В. У двигателей напряжением 660 В минимальная мощность 200 кВт. В задании максимальная мощность электродвигателей не превышает 100 кВт отсюда следует, что для питания низковольтных двигателей примем напряжение 380 В. Кроме того, в основном электроприемники учебной мастерской - станки, электрическое освещение, которые, как правило, являются потребителями трехфазного переменного тока. Для внутрицеховых электрических сетей наибольшее применение получило напряжение 380/220В, основным преимуществом которого является возможность совместного питания силовых и осветительных электроприемников, причём от сети 380В будет питаться силовая нагрузка, а от сети 220 будет питаться осветительная нагрузка. По условию задания потребители в основном относятся ко второй категории электроснабжения. В соответствии с ПУЭ: Электроприемники II категории — электроприемники, перерыв электроснабжения которых приводит к массовому недоотпуску продукции, массовым простоям рабочих, механизмов и промышленного транспорта, нарушению нормальной деятельности значительного количества городских и сельских жителей. Электроприемники II категории рекомендуется обеспечивать электроэнергией от двух независимых взаимно резервирующих источников питания. Для электроприемников II категории при нарушении электроснабжения от одного из источников питания допустимы перерывы электроснабжения на время, необходимое для включения резервного питания действиями дежурного персонала или выездной оперативной бригады. Допускается питание электроприемников II категории по одной ВЛ, в том числе с кабельной вставкой, если обеспечена возможность проведения аварийного ремонта этой линии за время не более 1 суток. Кабельные вставки этой линии должны выполняться двумя кабелями, каждый из которых выбирается по наибольшему длительному току ВЛ. Допускается питание электроприемников II категории по одной кабельной линии, состоящей не менее чем из двух кабелей, присоединенных к одному общему аппарату. При наличии централизованного резерва трансформаторов и возможности замены повредившегося трансформатора за время не более 1 суток допускается питание электроприемников II категории от одного трансформатора. Для электроприемников II категории при нарушении электроснабжения от одного из источников питания допустимы перерывы электроснабжения на время, необходимое для включения резервного питания действиями дежурного персонала или выездной оперативной бригады. Допускается питание электроприемников II категории по одной ВЛ, в том числе с кабельной вставкой, если обеспечена возможность проведения аварийного ремонта этой линии за время не более 1 суток. Кабельные вставки этой линии должны выполняться двумя кабелями, каждый из которых выбирается по наибольшему длительному току ВЛ. Допускается питание электроприемников II категории по одной кабельной линии, состоящей не менее чем из двух кабелей, присоединенных к одному общему аппарату. При наличии централизованного резерва трансформаторов и возможности замены повредившегося трансформатора за время не более 1 суток допускается питание электроприемников II категории от одного трансформатора. Практика эксплуатации СЭС промышленных предприятий показывает, что наиболее надежными являются системы электроснабжения, содержащие минимальное количество коммутационных аппаратов, смонтированные с высоким качеством, при своевременности выполнения профилактического ремонта и замены устаревшего оборудования. На надежность СЭС влияют соответствие пропускной способности элементов сети нагрузкам потребителей; использование перегрузочной способности сети, схемы соединения элементов сети; наличие чувствительных, быстродействующих защит; наличие или отсутствие в энергосистеме дефицита мощности и запасных резервных элементов. Исходя из вышеперечисленного выбираем питание от однотрасформаторной подстанции. |