Трибология зертханалық жумыс. Есеп Орындаан Болат Саламат Тексерген Сагдолдина Жлдыз Болатызы 2021 жыл Есеп
 Скачать 1.27 Mb. Скачать 1.27 Mb.
|

|
Қазақстан Республикасы білім және ғылым министрлігі Сәрсен Аманжолов атындағы Шығыс Қазақстан университеті Есеп Орындаған:Болат Саламат Тексерген:Сагдолдина Жұлдыз Болатқызы 2021 жыл Есеп 1-зертханлық жұмыстан алынған үлгіні кедір -бұдырлықты өлшеу үшін келесі жұмыстарды атқардық . Бірінші 121g электролитті-плазмалық өңдеу зертханасында бізге берілген материал АМГ 6 пластинканы наждачный қағазбен өңдедім 2)121 f Газтермиялық технологиялар зертханасында, Пескоструйная камера / Эрозионный стенд апарадымен жұмыс атқардық. Камера ауа ағынымен шашылатын құммен және абразивті материалмен абразивтік бетті суық өңдеуге (тазалау және майсыздандыру) арналған. Сондай-ақ материалдардың эрозияға төзімділік сипаттамаларын зерттеуге арналған аппарат. Пескоструйный камерада үлгінің бетін атқылау үшін абразивті электрокорундтың ситадан (илектен) өтпеген түрі пайдаланады. Аппараттың жұмыс істеу принципі: Ауа жиналған компрессиядан белгілі бір мөлшерде ауаны береді ,ол ауа пескосруйный камераның ішіндегі пистолетке барады.Пистолеттің өзі 2 шлангыдан тұрады.Оның біріншісі ауа жүретін орта болып табылса.екінші шланг бізде электрокорундтты өткізетін орта болып табылады.Пистолетке келген ауа және электрокорунд бір уақытта үлгіге барып атқылайды.Атқылау кезінде аддгезия құбылысы жүреді. Адгезия дегеніміз әр текті беттердің ол бізе біздің үдгі мен электрокорундтың бір бірімен жанасуы кезінде пайда болатын жабысу құбылысы. Үлгіні пескоструйный аппаратының ішіне суретте көрсетілгендей орналастырамыз. Вентиляцияны қосамыз. Аппараттың бетін жауып ,Ауа жиналған компрессияны қосу арқылы жұмыс барысын орындаймыз.Яғни пистолеттің шлангысынан ауа және электрокорунд бір уақытта өтіп үлгінін бетін атқылайды .Атқылау барысында беттің кедір-бұдырлық процессі жүреді. Үлгінің беті толығымен кедір-бұдырлыққа ие болғанша проццесті жүргіземіз. Пескоструйная камерада сынақтан өткен үлгінің суреті көрсетілген.(сурет 4) Үлгі беті дайын болғаннан кейін оны сумен шәйіп ,құрғақ қағазбен құрғаттық . Дайын болған үлгіні профилометр құрылғысымен кедір-бұдырлығын өлшейміз. Сурет 5. Профилометр 130 Профилометр 130 моделі ГОСТ 2789-73 бойынша «толқындылық» және «кедір-бұдырлық» ажырата отырып, орталық сызық жүйесі бойынша (ГОСТ 25142-82) профиль параметрлері мен бетінің кедір-бұдырлық параметрлерін өлшеуге арналған. Жұмыс істеу принципі: Контактілі профильометрдің жұмысы стационнарлық режим алмаз инесі зерттелетін беттің бойымен қозғалады, ол бетінің бұзылуынан ауытқиды. Иненің мұндай тербелістері сенсорға(компьютер мониторына) беріледі, онда олар шағын электр токтарына айналады, олар өз кезегінде гальванометрмен күшейтіліп, тіркеледі. Көрсеткіштер құрылғының дисплейінде көрсетіледі және зерттелетін беттің кедір - бұдырларының сипаты-олардың биіктігі мен тереңдігі туралы түсінік береді. Аппараттың дұрыс жұмыс жасау барысын тексеру үшін кедір бұдырлығы анықталған эталоннық үлгіні қолданады. Профиллограмма суреті баспалдақ тәріздес пиктер түрінде болады. Лайф режимде жұмыс істейтін профилограмманың суреті. 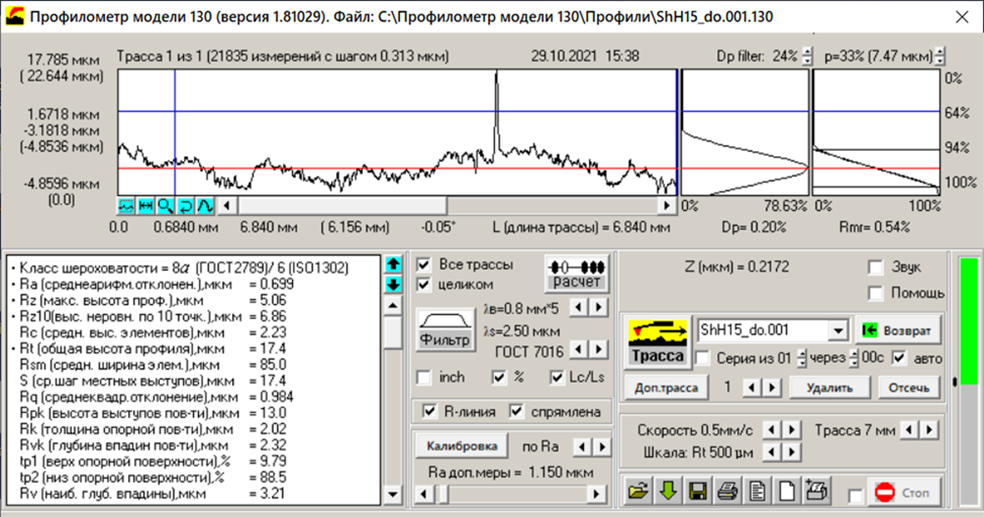 Информациялық бөлігі-профилометр беруі мүмкін шамалардың барлығын көрсетеді. Есептеу (Рассчет) бөлігі Жұмысты басқару бөлігі. Пескоструйный аппартқа дейінгі 3 өлшем алынады До пескоструйной обработки 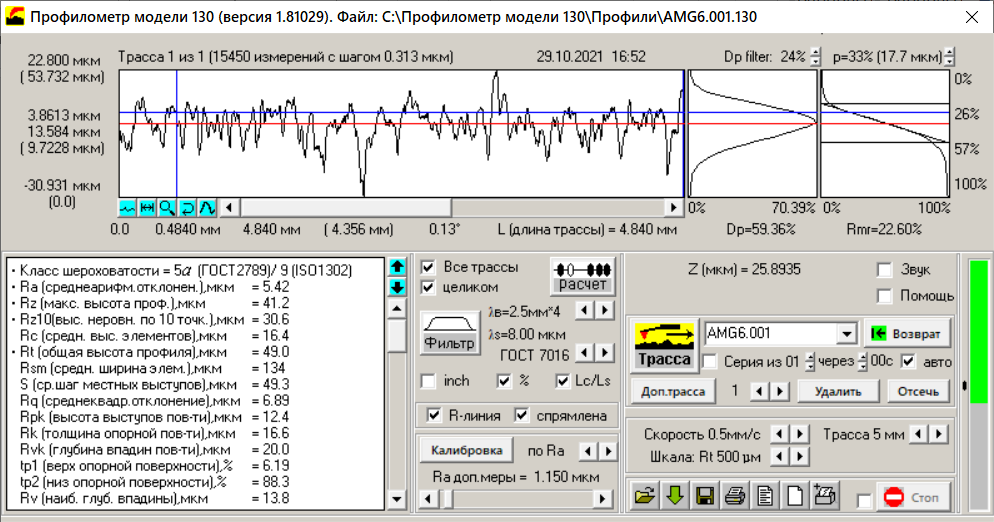 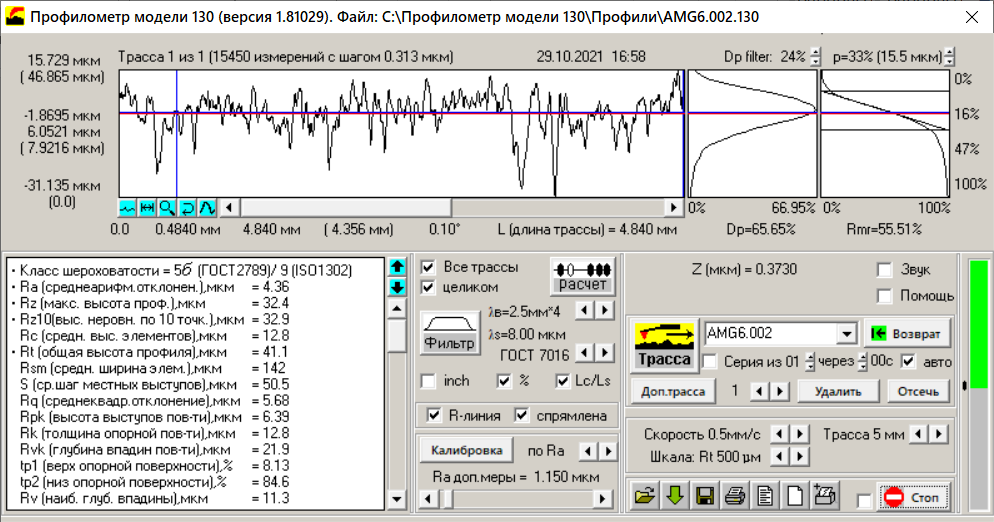  Осы жердегі басты екі мән алынады олар: орташа арифметикалық ауытқу Ra; профильдің максималды биіктігі Rz .
1.Орташа арифметикалық ауытқу Ra өлжеу қателігін өлшеп аламыз : 1) Ол үшін өлшенетін шаманың ең ықтимал мәні x арифметикалық орташа мәнге тең x өлшеу нәтижесінде алынған мәндердің қосындысы   2) Арифметикалық орта арасындағы айырмашылықтың абсолютті мәні x әріп және жеке өлшеу нәтижелерінің әрқайсысы жеке Өлшеудің абсолютті қателігі деп аталады:       = = =0.0529 =0.0529 = = =0.6889 =0.6889 = = =0,3721 =0,37213) Зертханалық жұмыстардың нәтижелерін өңдеу кезінде сенімділік ықтималдығы 90% немесе Р=0,90 тең қабылданады. Бұл жағдайда өлшеу саны 5-тен 10-ға тең. Бұл өлшеу нәтижесіне қосымша белгісіздік әкеледі, сондықтан сенім аралығының шекараларын кеңейту керек. Бұл жағдайда өлшеудің орташа квадраттық қателігі формула бойынша есептеледі:   4) Содан кейін кездейсоқ өлшеу қатесін есептеңіз  t* t* t= 30 сек*3=90 сек t= 30 сек*3=90 сек 5) Өлшеу дәлдігін толық сипаттау үшін формула бойынша орташа абсолютті қатенің орташа өлшеу нәтижесіне қатынасына тең салыстырмалы қателік есептеледі:   *100%=74.5 *100%=74.5Орташа арифметикалық ауытқу Ra өлжеу қателігі 74.5% тең. 2.Профильдің максималды биіктігі R  өлшеу қателігі өлшеу қателігі1) Ол үшін өлшенетін шаманың ең ықтимал мәні x арифметикалық орташа мәнге тең x өлшеу нәтижесінде алынған мәндердің қосындысы  2) Арифметикалық орта арасындағы айырмашылықтың абсолютті мәні x әріп және жеке өлшеу нәтижелерінің әрқайсысы жеке Өлшеудің абсолютті қателігі деп аталады:    = = =4.84 = =4.84 = =43.56 = =43.56 = =17.64 =17.643) Зертханалық жұмыстардың нәтижелерін өңдеу кезінде сенімділік ықтималдығы 90% немесе Р=0,90 тең қабылданады. Бұл жағдайда өлшеу саны 5-тен 10-ға тең. Бұл өлшеу нәтижесіне қосымша белгісіздік әкеледі, сондықтан сенім аралығының шекараларын кеңейту керек. Бұл жағдайда өлшеудің орташа квадраттық қателігі формула бойынша есептеледі:  4) Содан кейін кездейсоқ өлшеу қатесін есептеңіз t* t= 30 сек*3=90 сек 5) Өлшеу дәлдігін толық сипаттау үшін формула бойынша орташа абсолютті қатенің орташа өлшеу нәтижесіне қатынасына тең салыстырмалы қателік есептеледі:  *100%=76.4 *100%=76.4Профильдің максималды биіктігі R өлшеу қателігі 76.4% құрады .Класс 4б После пескоструйной обработки 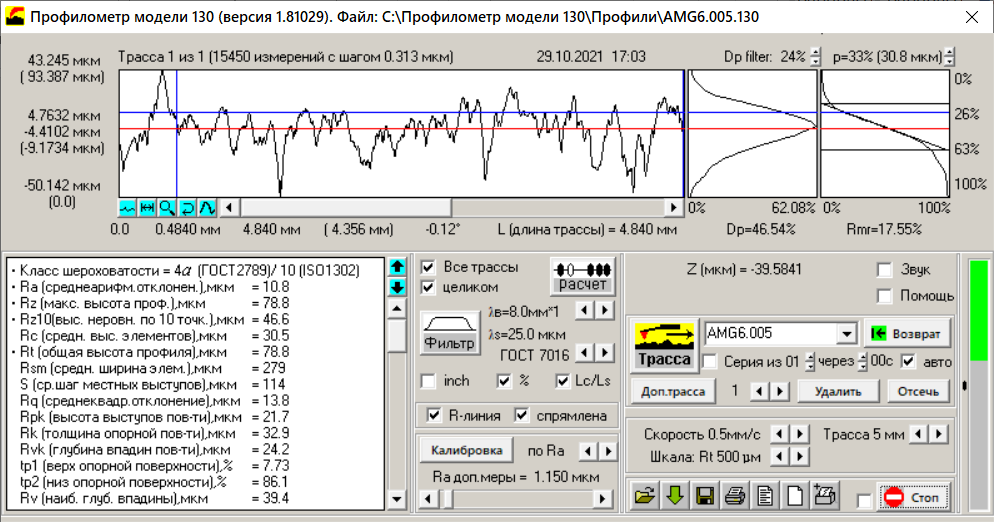 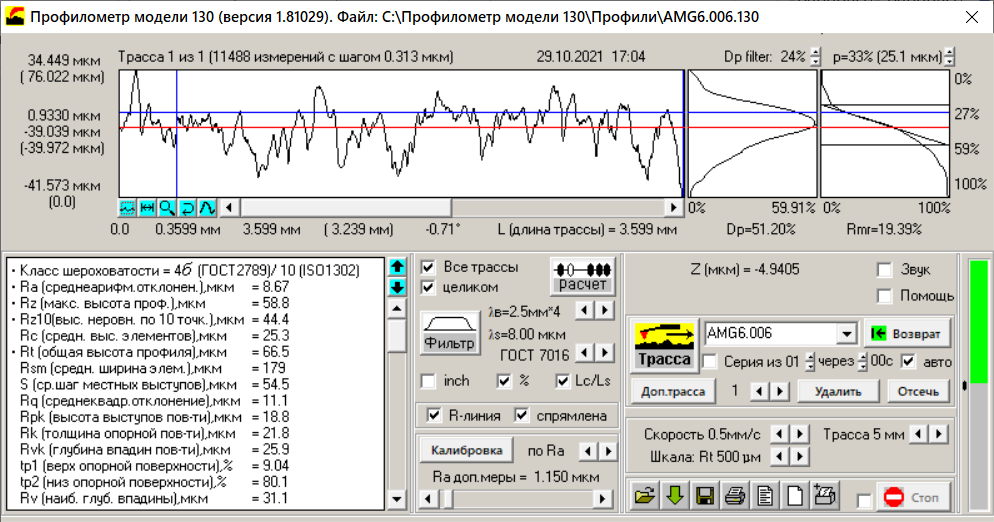 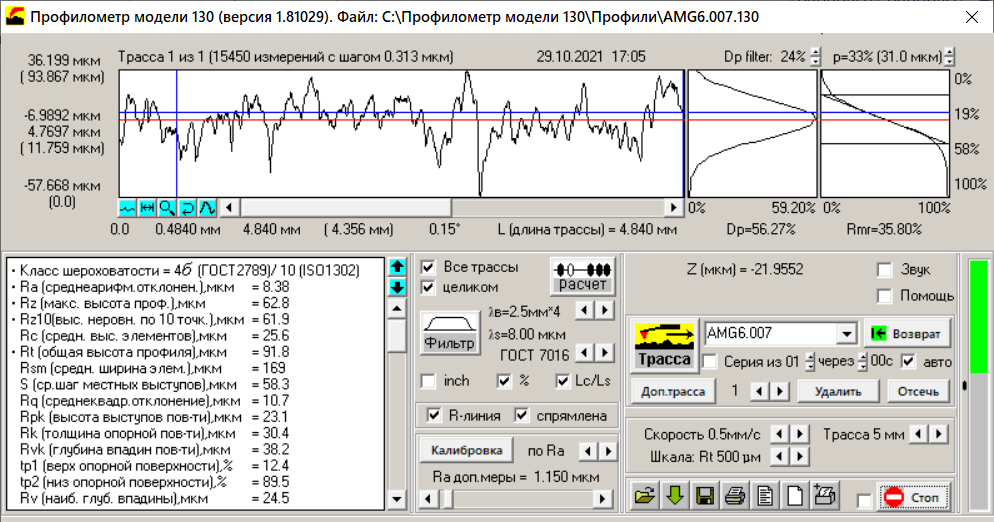 Осы жердегі басты екі мән алынады олар: орташа арифметикалық ауытқу Ra; профильдің максималды биіктігі Rz .
1.Орташа арифметикалық ауытқу Ra өлжеу қателігін өлшеп аламыз : 1) Ол үшін өлшенетін шаманың ең ықтимал мәні x арифметикалық орташа мәнге тең x өлшеу нәтижесінде алынған мәндердің қосындысы  2) Арифметикалық орта арасындағы айырмашылықтың абсолютті мәні x әріп және жеке өлшеу нәтижелерінің әрқайсысы жеке Өлшеудің абсолютті қателігі деп аталады:   -0,61 -0,61 = = =2,2801 = =2,2801 = =0,3721 = =0,3721 = =0,81 =0,813) Зертханалық жұмыстардың нәтижелерін өңдеу кезінде сенімділік ықтималдығы 90% немесе Р=0,90 тең қабылданады. Бұл жағдайда өлшеу саны 5-тен 10-ға тең. Бұл өлшеу нәтижесіне қосымша белгісіздік әкеледі, сондықтан сенім аралығының шекараларын кеңейту керек. Бұл жағдайда өлшеудің орташа квадраттық қателігі формула бойынша есептеледі:  4) Содан кейін кездейсоқ өлшеу қатесін есептеңіз t* t= 30 сек*3=90 сек 5) Өлшеу дәлдігін толық сипаттау үшін формула бойынша орташа абсолютті қатенің орташа өлшеу нәтижесіне қатынасына тең салыстырмалы қателік есептеледі:  *100%=7,27% *100%=7,27%Орташа арифметикалық ауытқу Ra өлжеу қателігі 7,27 тең. 2.Профильдің максималды биіктігі R өлшеу қателігі1) Ол үшін өлшенетін шаманың ең ықтимал мәні x арифметикалық орташа мәнге тең x өлшеу нәтижесінде алынған мәндердің қосындысы  2) Арифметикалық орта арасындағы айырмашылықтың абсолютті мәні x әріп және жеке өлшеу нәтижелерінің әрқайсысы жеке Өлшеудің абсолютті қателігі деп аталады:    = = =144 = =144 = =64 = =64 = =16 =163) Зертханалық жұмыстардың нәтижелерін өңдеу кезінде сенімділік ықтималдығы 90% немесе Р=0,90 тең қабылданады. Бұл жағдайда өлшеу саны 5-тен 10-ға тең. Бұл өлшеу нәтижесіне қосымша белгісіздік әкеледі, сондықтан сенім аралығының шекараларын кеңейту керек. Бұл жағдайда өлшеудің орташа квадраттық қателігі формула бойынша есептеледі:  4) Содан кейін кездейсоқ өлшеу қатесін есептеңіз t* t= 30 сек*3=90 сек 5) Өлшеу дәлдігін толық сипаттау үшін формула бойынша орташа абсолютті қатенің орташа өлшеу нәтижесіне қатынасына тең салыстырмалы қателік есептеледі:  *100%=8,21% *100%=8,21%Профильдің максималды биіктігі R өлшеу қателігі 8,21құрады .Қорытынды қорытындылай келетін болсақ респуб профильдің параметрлерін және бетінің кедір-бұдырлығын өлшеу зертханалық жұмыс атқардық орташа арифметикалық ауытқуымен профильдің максималды биіктігін мына дейінгі және сынақтан кейінгі өлшеу қателіктерін мәндерін есептеу және есептеу барысында сынаққа дейінгі аралық өлшеу қателігі |
 ,МКМ
,МКМ