|
|
Фгбоу во ургупс кафедра Вагоны Ознакомление с оборудованием для электродуговых и контактных способов сварки и принципом его работы
Федеральное государственное бюджетное образовательное учреждение
высшего образования
«Уральский государственный университет путей сообщения»
(ФГБОУ ВО УрГУПС)
Кафедра “Вагоны”
Ознакомление с оборудованием для электродуговых и контактных способов сварки и принципом его работы
Отчёт по лабораторной работе №1
-
Проверил:
|
Выполнил:
|
к.т.н, доцент
Волков Д.В.
|
Студент группы ПСт-326
Колосов Д.Н.
|
Екатеринбург
2018г.
Цель работы:
Изучение электрооборудования для электродуговых и контактных способов сварки и принципа его работы.
Способ сварки
|
Схема и области ее применения
|
Ручная дуговая
|
1)различные сервисные и ремонтные работы, например, автомобильной техники;
2)сварку труб для воды, газа, нефтепродуктов.;
3)кораблестроение (сварка листов корпуса);
4)многие виды машиностроения.
|
Автоматическая
|
1)Цеховые и монтажные аспекты работы.
2)Сцепка металлов, обладающих размерами 1,5-150 мм и больше.
3)Сварка абсолютно всех видов металла и сплава. Можно даже соединить разнородные металлические изделия.
|
Полуавтоматическая
|
1)Пищевая и химическая промышленность
2)Машино-,приборо и станкостроение
3)Строительство систем отопления и вентиляции
|
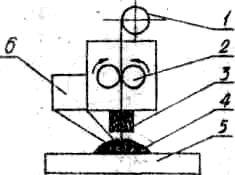
Точечная
|
В промышленности: при массовом производстве штампосварных конструкций в автомобиле- и авиастроении, космической технике, строительстве.
|
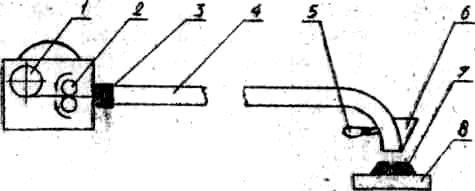
Шовная
|
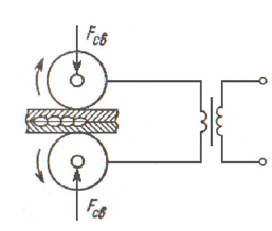
1)В автомобильной промышленности
2)Для создания изделий из тонких листовых материалов
3)Герметичные оболочки, обшивки и другие металлические изделия
|
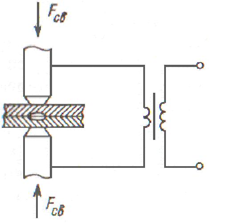
Стыковая
|
Соединение проволоки, стержней и труб из низкоуглеродистой стали относительно малых сечений
|
Таблица Б.1 – Преимущества и недостатки механизированных способов сварки
Способ сварки
|
Преимущества
|
Недостатки
|
1. Автоматическая сварка под флюсом и в среде защитного газа
|
|
велики трудозатраты, связанные со стоимостью флюса.
трудности корректировки положения дуги относительно кромок свариваемого изделия;
невидимость места сварки, расположенного под толстым слоем флюса;
нет возможности выполнять сварку во всех пространственных положениях без специального оборудования;
повышенная жидкотекучесть расплавленного металла и флюса
|
2. Полуавтоматическая сварка под флюсом и в среде защитного газа
|
Высокий уровень производительности;
Повышается качество шва; Экономный расход материалов и улучшения условий работы сварщика |
Дороговизна оборудования и расходных материалов;
Много параметров для выставления правильного режима;
Многие газы вредны для человека
|
3. Контактная сварка
|
Большая скорость;
Контактные электроды изнашиваются медленно и обладают достаточно долгим сроком службы;
Процесс сваривания контактным методом достаточно прост
|
Высокая стоимость оборудования;
Для контактных сварочных работ требуется ток большой силы
|
Вывод: В ходе лабораторной работы изучил оборудования для электродуговых и контактных способов сварки и принципа его работы. Также ознакомился с конструкциями и принципом работы сварочных автоматов, полуавтоматов, выпрямителей, машин для выполнения контактных способов сварки и технологией сварки на этом оборудовании.
Подпись:
Дата: |
|
|
 Скачать 112.5 Kb.
Скачать 112.5 Kb.