Филиал государственного образовательного учреждения высшего профессионального образования
 Скачать 0.92 Mb. Скачать 0.92 Mb.
|

|
4.3.2.1. Методические указания по выполнению измерений индикаторной скобой. Настройка индикаторной скобы и измерений деталей выполняется в следующей последовательности: - ознакомиться с чертежом ступенчатого вала, выбрать по таблице 1 контролируемый размер Æ25,75h10 или Æ59,8h9; - набрать блок концевых мер длины, равный номинальному значении контролируемого размера; - установить блок концевых мер длины между переставной и подвижной пятками скобы, создать предварительный натяг 1-2 мм, зафиксировать стопорным винтом. Поворотом ободка индикатора установить шкалу на ноль относительно стрелки; - освободить индикаторную скобу от блока концевых мер длины при помощи отводки; - ввести измеряемую деталь между переставной и подвижной пятками скобы; -определить показания прибора по сечениям и диаметральным плоскостям согласно схемы измерений; - занести в протокол отчета величину отклонения от номинального размера и рассчитать действительный размер. 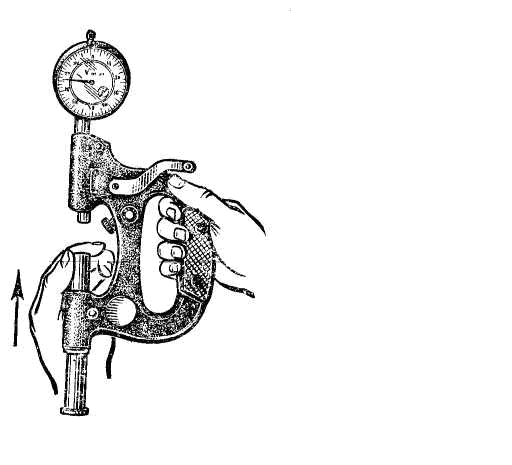 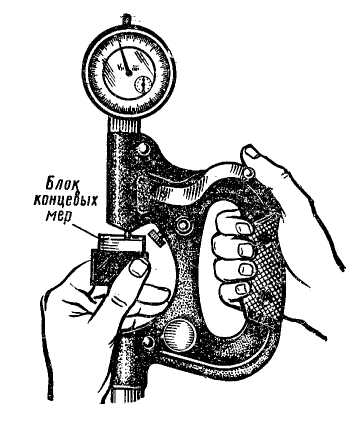 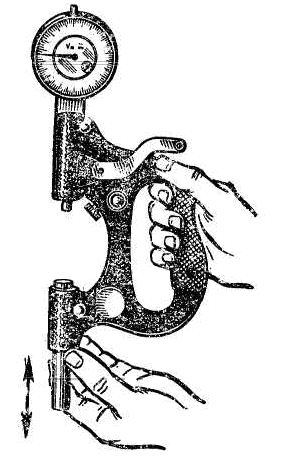 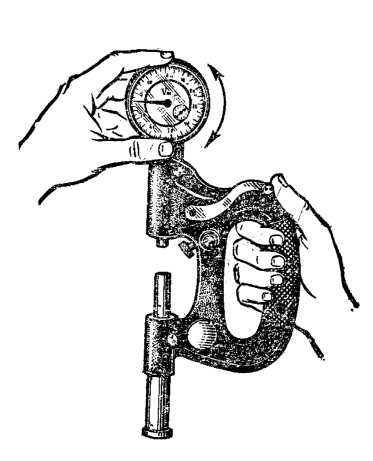 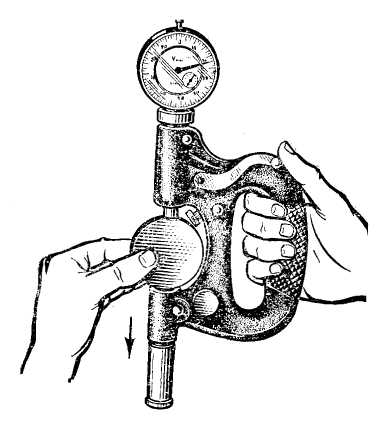 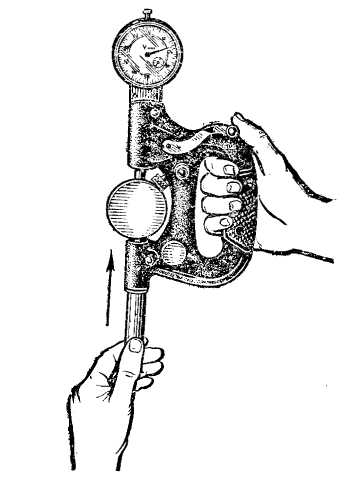 Рис. 7 Приемы настройки и измерения скобой типа СИ 4.4. Рычажная скоба Рычажная скоба предназначена для измерения наружных линейных размеров до 150 мм., методом сравнения с мерой. Общий вид и кинематическая схема устройства рычажной скобы показаны на рис. 8 и 9 соответственно. Рычажная скоба состоит из корпуса, в направляющих которого перемещаются две пятки: подвижная 7 и переставная (регулируемая) 6. Регулируемая пятка служит для установки скобы на ноль по номинальному размеру контролируемой детали (рис.8). Подвижная пятка (см. рис. 9), перемещаясь при измерении, действует на рычаг 5. Зубчатый сектор, расположенный на конце длинного плеча рычага, сцепляется с трибом б, на оси которого укреплена стрелка 9, конец которой перемещается по шкале 8, пружинный волосок 7 постоянно прижимает триб к зубчатому сектору и устраняет мертвый ход в механизме. Измерительное усилие создается пружиной I при отводе подвижной пятки 2. Для установки и съеме детали служит отвод пятки или арретир 10. Стопорная гайка предназначена для фиксации подвижной пятки 4 в нужном положении. Основные метрологические характеристики рычажных скоб приведены в таблице 4. 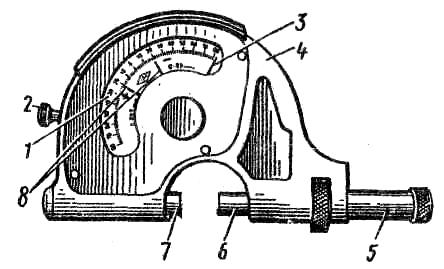 Рис. 8 Рычажная скоба типа СР: 1 - отсчетное устройство, 2 - отвод пятки, 3 - стрелка, 4 - скоба, 5 - колпачок, 6 - переставная пятка, 7 - пятка подвижная 8 - указатели пределов допуска Таблица 4 Рычажные скобы типа СР
На рис. 10 показаны приемы настройки и измерения рычажной скобой. 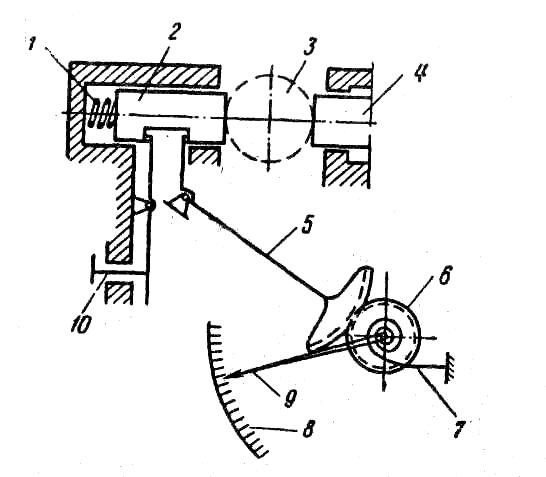 Рис. 9 Кинематическая схема рычажной скобы типа СР: 1- пружина, 2- подвижная пятка, 3- изделие, 4- переставная пятка,5- рычаг. 6- триб, 7- волосок,8- шкала, 9- стрелка, 10-отвод пятки 4.4.1. Методические указания по выполнению измерений рычажной скобой. Настройка рычажной скобы и измерение детали выполняется в следующей последовательности: - ознакомиться с чертежом ступенчатого вала, контролируемый размер Æ29,85h11 (таблица 1); - набрать блок концевых мер длины, равный номинальному значению контролируемого размера; - установить блок концевых мер длины между подвижной и регулируемой пятками, перемещать регулируемую пятку до тех пор, пока стрелка не совместится с нулевым делением симметричной шкалы; - зафиксировать регулируемую пятку с помощью стопорной гайки; - освободить блок концевых мер длины, нажав на отвод пятки; - ввести измеряемую деталь между подвижной и регулируемой пятками; - определить показания прибора по сечениям и диаметральным плоскостям согласно схемы измерений; - занести в протокол отчета величину отклонения от номинального размера и рассчитать действительный размер. 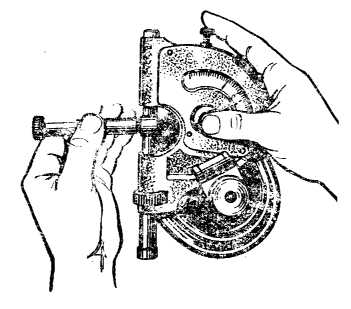 Отвинчивание колпачка Скоба, закрепленная в стойке Отвинчивание колпачка Скоба, закрепленная в стойке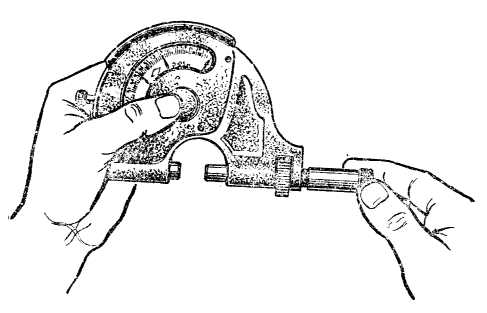 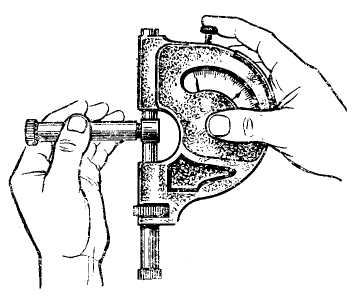 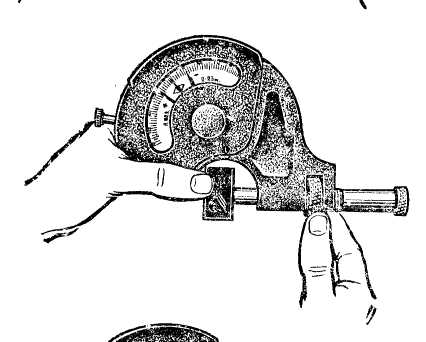 Установка переставной пятки Скоба не закреплена Установка переставной пятки Скоба не закреплена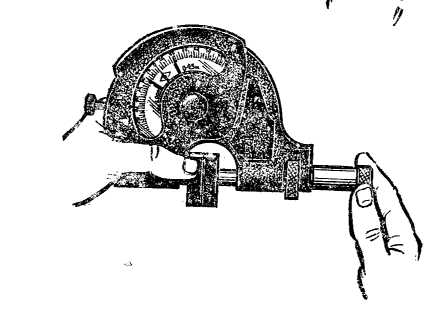 Рис. 10 Приемы настройки и измерения скобой типа СР 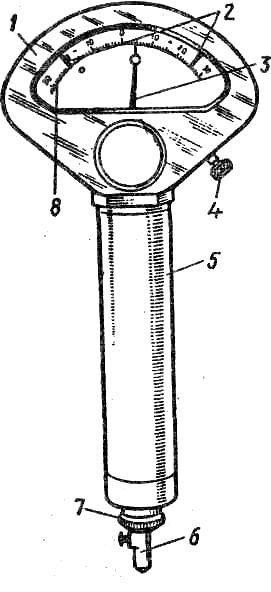 Рис. 11 Пружинная измерительная головка (микрокатор) ИГП: 1 - крышка, 2 - указатели предела допусков, 3 - стрелка, 4 - винт, 5 - гильза, 6 - измерительный наконечник, 7 - фиксатор, 8 - шкала. 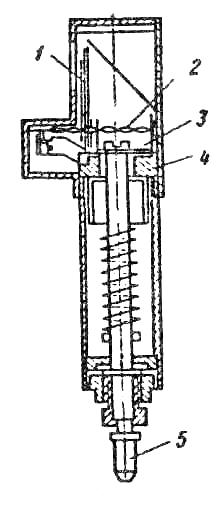 Рис. 12 Схема устройства микрокатора: 1 - стрелка, 2 - скрученная лента, 3,4,6 - плоские пружины, 5 - измерительный стержень с наконечником, 7 – скоба 4.5. Микрокатор Микрокатор - пружинная измерительная головка, предназначенная для измерения длин и отклонений геометрической формы деталей. Эти приборы используются со стандартными измерительными стойками. Общий вид микрокатора и схема его устройства приведены на рис. 11 и 12. Чувствительным элементом микрокатора (рис.12) является лента 2 из бериллевой бронзы в виде спиральной пружины, одна половина которой завита вправо, другая - влево. Один конец пружины связан с измерительным стержнем 5 посредством угольника из плоских пружин 3,4 и 6. Другой конец припаян к опоре, которая прикреплена к кронштейну корпуса головки. Если измерительный стержень 5 перемещается вверх или вниз, то угольник смещается, растягивая спиральную ленту 2, и спираль, раскручиваясь, вызывает поворот стрелки 1, которая прикреплена к середине ленты 2. Чтобы уменьшить время успокоения стрелки, лента 2 проходит через демпфер, который представляет собой алюминиевую трубку, заполненную специальной жидкостью. Основные метрологические характеристики измерительных пружинных головок приведены в таблице 5. На рис. 13 показаны приемы настройки микрокатора Таблица 5 Микрокаторы (пружинные измерительные головки) типа ИГП
4.5.1. Методические указания по выполнению измерений микрокатором. Настройка микрокатора и измерение детали выполняется в следующей последовательности: - ознакомиться с чертежом поршневого пальца, контролируемый размер Æ22g (табл.1); - набрать блок концевых мер длины, равный номинальному значению контролируемого размера; - установить блок концевых мер длины на измерительный столик (см. рис.13); 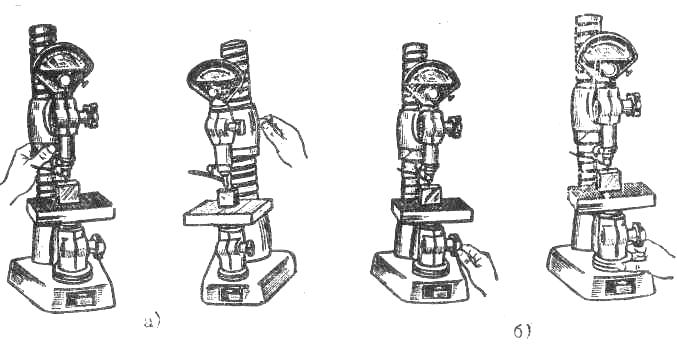 Рис. 13 Приемы настройки микрометра на нуль: а) грубая; б) точная настройка - переместить кронштейн по вертикальной стойке до размера несколько больше блока концевых мер (грубая настройка рис.13а); - переместить измерительный столик до соприкосновения измерительного наконечника с блоком концевых мер и совмещения стрелки прибора с нулем, зафиксировать столик (точная настройка рис.136); - освободить блок концевых мер длины, нажав на арретир; - установить деталь в измерительную зону; - определить показания прибора по сечениям и диаметральным плоскостям согласно схемы измерений; - занести в протокол отчета величину отклонения от номинального размера и рассчитать действительный размер. 4.5. Оптиметр Вертикальный оптиметр предназначен для наружных измерений. Он состоит из измерительной головки (трубка оптиметра) и вертикальной стойки (рис.14). 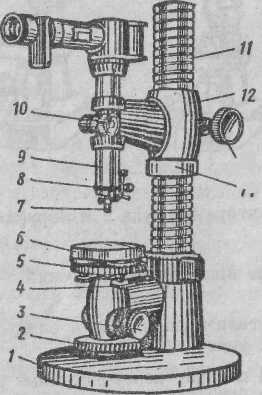 Рис. 14 Вертикальный оптиметр ОВ-1: 1 - основание, 2 - гайка перемещения стола, 3 - стопор стола, 4 - установочные винты стола, 5 - основание стола, 6 - стол, 7 - измерительный наконечник, 8 - арретир, 9 - трубка оптиметра, 10 - винт крепления трубки оптиметра, 11- колонка, 12- кронштейн, 13 - винт крепления кронштейна, 14 - гайка перемещения кронштейна Основные метрологические характеристики вертикального оптиметра приведены в таблице 6. Таблица 6 Вертикальный оптиметр типа ОВ-1
На рис.15 представлена схема оптической системы вертикального оптиметра. 4.6.1. Методические указания по выполнению измерений на вертикальном оптиметре: - ознакомиться с чертежом детали, выбрать по таблице 1 контролируемый размер, Æ22g 5; - набрать блок концевых мер длины, равный номинальному значению контролируемого размера; - установить блок концевых мер длины на измерительный столик (рис. 15); - переместить кронштейн по вертикальной стойке до размера, несколько большего блока концевых мер (грубая наст ройка,рис.16а,б,в); - переместить измерительный столик до соприкосновения измерительного наконечника с блоком концевых мер и совмещения стрелки прибора с нулем, зафиксировать измерительный столик (точная настройка рис. 16 г, д); - освободить блок концевых мер длины, нажав на арретир; - установить деталь в измерительную зону, - определить показания прибора; - занести в протокол отчета величину отклонения от номинального размера. 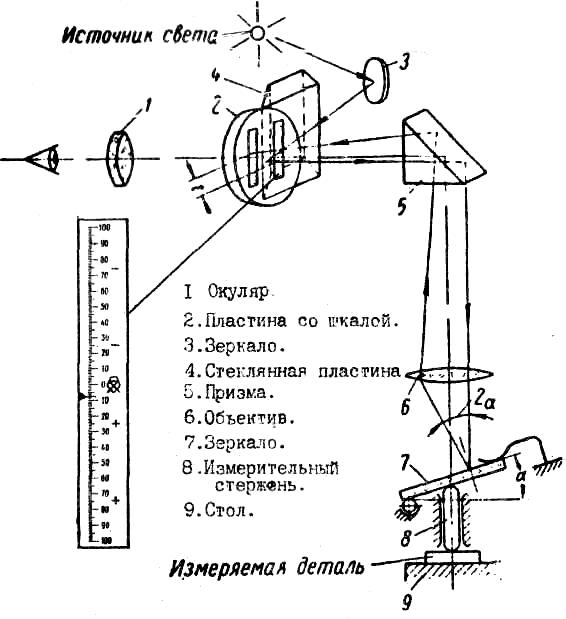 Рис. 15 Схема оптической системы вертикального оптиметра 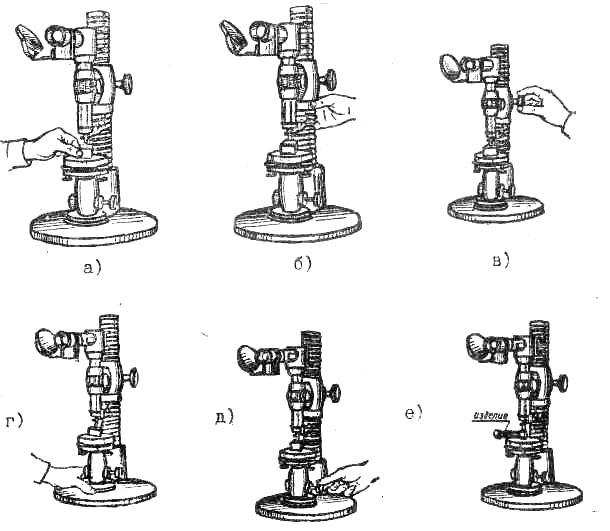 Рис. 16 Приемы настройки и измерение на ОВ-1: а) установка БКМ; б)в) грубая настройка; г)д) точечная настройка; е) измерение 5. Методические указания по выполнению лабораторной работы 5.1. Обработка результатов измерений. 5.1.2. Рассчитать средний действительный размер. 5.2. Сделать заключение о годности детали. 6. Контрольные вопросы 6.1. Какие методы измерений вы знаете? 6.2. Плоскопараллельные меры длины, их свойства и назначение? 6.3. Для каких измерений предназначен индикатор часового типа? Схема его измерений? 6.4. Для каких измерений предназначена рычажная скоба и схема ее измерений? 6.5. Для каких измерений предназначены микрокатор и оптиметр и схема их измерений? 6.6. Для чего служит арретир в рычажной и индикаторной скобах и других приборах? 7. Рекомендуемая литература 7.1. Белкин И.М. Допуски и посадки. М.: Машиностроение, 1992. 7.2. Допуски и посадки. Справочник. / Под ред. Мягкова В.Д. Л.: Машиностроение, 1982. 7.3. Марков Н.И., Ганевский Г.М.Конструкция, расчет и эксплуатация контрольно - измерительных инструментов и приборов. М.:Машиностроение, 1993. 7.4. Клевлеев В.М., Кузнецова И.А., Попов Ю.П. Метрология, стандартизация: Учебник. – М.:ФОРУМ: ИНФРА-М, 2004. – 256с. 7.5. Лифиц И.М. Стандартизация, метрология и сертификация: Учебник.-4-е изд., перераб. И доп. – М.: Юрайт- Издат, 2004.-335с. 7.6. Сергеев А.Г., Латышев М.В., Терегеря В.В. Метрология, стандартизация, сертификация: Учебное пособие. – М.: Логос, 2003. – 536с.: ил. 7.7. РД 50-98-86 Методические указания «Выбор универсальных средств измерений линейных размеров до 500 мм» ( по применению ГОСТ 8.051-81) Титульный лист Приложение Филиал ГОУ ВПО ТюмГНГУ в г.Нижневартовке Отчет По лабораторной работе №2 «Оценка качества изделий средствами относительных измерений» Выполнил студент(ка) Группы_____________ __________________ Ф.И.О. Принял преподаватель ___________________ __________________ (дата) Ф.И.О. Нижневартовск 200_ Форма отчета: Цель работы Эскиз контролируемой детали Приборы и принадлежности Протокол 1 Измерения индикаторным нутромером
Результаты измерений Таблица 1
Заключение о годности детали, т.е. соответствие среднего действительного размера размеру, указанному на чертеже. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||