Филиал государственного образовательного учреждения высшего профессионального образования
 Скачать 0.92 Mb. Скачать 0.92 Mb.
|

|
Федеральное агентство по образованию ФИЛИАЛ ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «ТЮМЕНСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЕГАЗОВЫЙ УНИВЕРСИТЕТ» в г. Нижневартовске МЕТОДИЧЕСКИЕ УКАЗАНИЯ к комплексной лабораторной работе « Оценка качества параметров изделий» по дисциплине « Метрология, стандартизация и сертификация» для студентов всех специальностей очной и заочной формы обучения Нижневартовск 2006 Утверждено редакционно-издательским советом филиала ГОУ ВПО ТюмГНГУ в г. Нижневартовске. Составители: канд. техн. наук, доцент Шатило С.П., асс. Бабюк Г.Ф., канд. техн. наук, доцент Кучеров С.В., канд. техн. наук, доцент Самойлова М.И.. Методические указания предназначены для студентов всех специальностей вуза, изучающих дисциплину « Метрология, стандартизация и сертификация» к комплексным лабораторным работам по оценке качества параметров изделий. В методических указаниях приведены основные сведения об оценке качества изделий относительным методом измерений, методы настройки и эксплуатации средств измерений. Лабораторная работа № 2 « Оценка качества изделий средствами относительных измерений» Цель и задачи работы 1.1. Получить навыки работы с приборами, которые используются при относительных измерениях. Изучить методику их настройки. 1.2. Проконтролировать размеры деталей согласно их чертежа и обработать результаты измерений. 1.3. Дать заключение о годности детали. 2. Оборудование 2.1. Набор плоскопараллельных концевых мер длины, ГОСТ 9038-83 2.2. Набор принадлежностей к концевым мерам длины ПК - I, ГОСТ 4119-76 2.3. Индикатор часового типа ИЧ, ГОСТ 577-68 2.4. Индикаторный нутромер типа НИ, ГОСТ 868-82 2.5. Скоба индикаторная СИ, ГОСТ 11098-75 2.6. Скоба рычажная СР, ГОСТ 11098-75 2.7. Микрокатор 1ИГП, ГОСТ 6933-81 2.8. Оптиметр вертикальный ОВ - I, ГОСТ 5405-75 2.9. Плоский измерительный наконечник для микрокатора и оптиметра. 3. Объекты измерений 3.1. Контролируемая деталь №1, ступенчатый вал, представляет собой тело вращения, состоящее из пяти цилиндрических поверхностей: трех наружных диаметрами 59,8h9, 29,85h11, 25,75h10 и двух внутренних - Æ24М12 и Æ20 (чертеж №1). Кроме того, на детали имеются технологические цилиндрические поверхности для выхода инструмента Æ28,8 и Æ23,8 с указанными предельными отклонениями. Шероховатость наружных цилиндрических поверхностей нормируется параметром Rа величиной 3,2 мкм и 3,4 мкм; внутренних - Rа величиной 12,5 мкм; прочие поверхности выполнены с Rа равным 12,5 мкм. Отклонение формы поверхностей деталей на длине соединения ограничивается указанными полями допусков. Контролируемая деталь № 2 - палец поршневой – представляет тело вращения, состоящее из двух цилиндрических поверхностей: наружной Æ 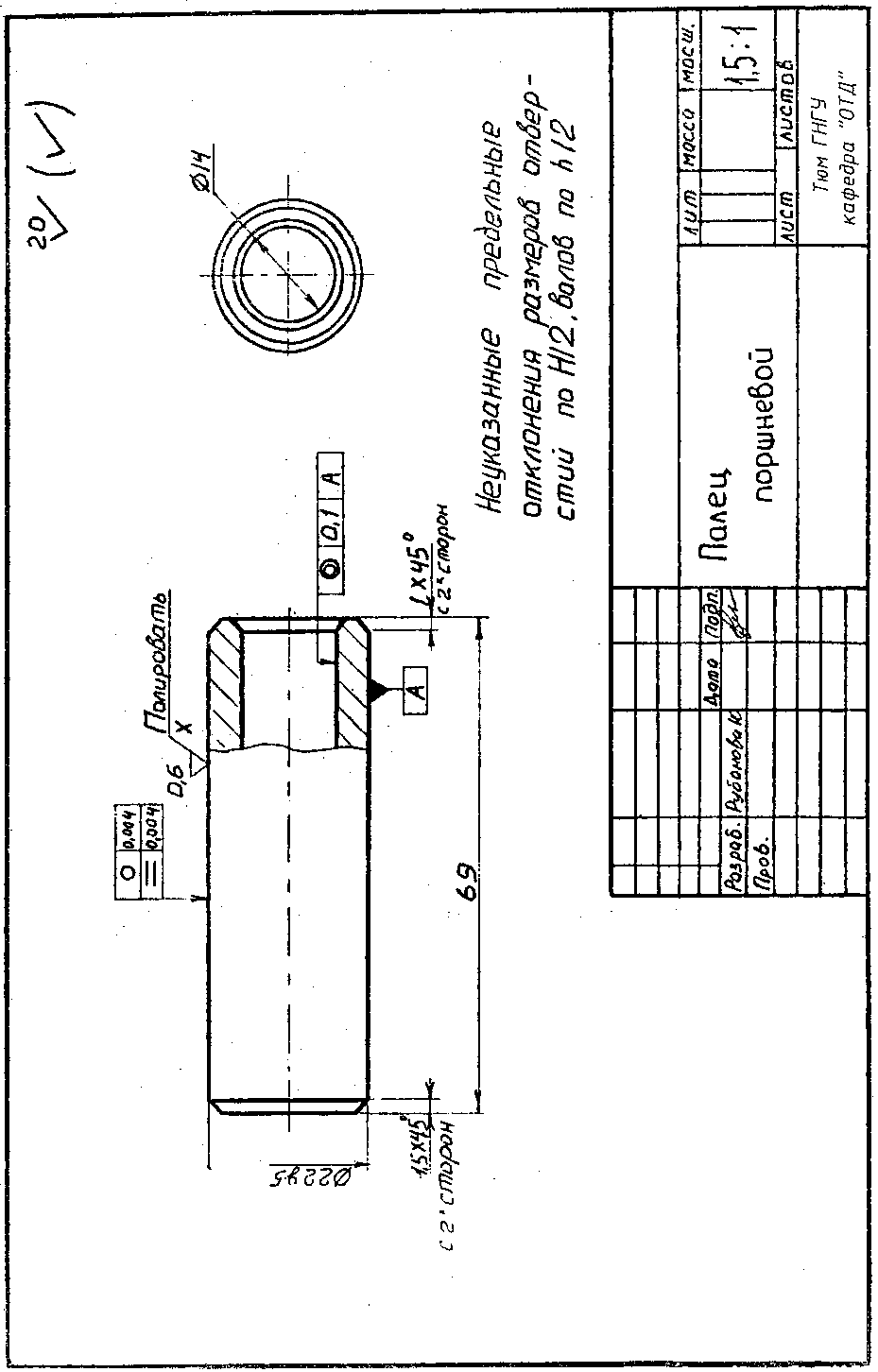 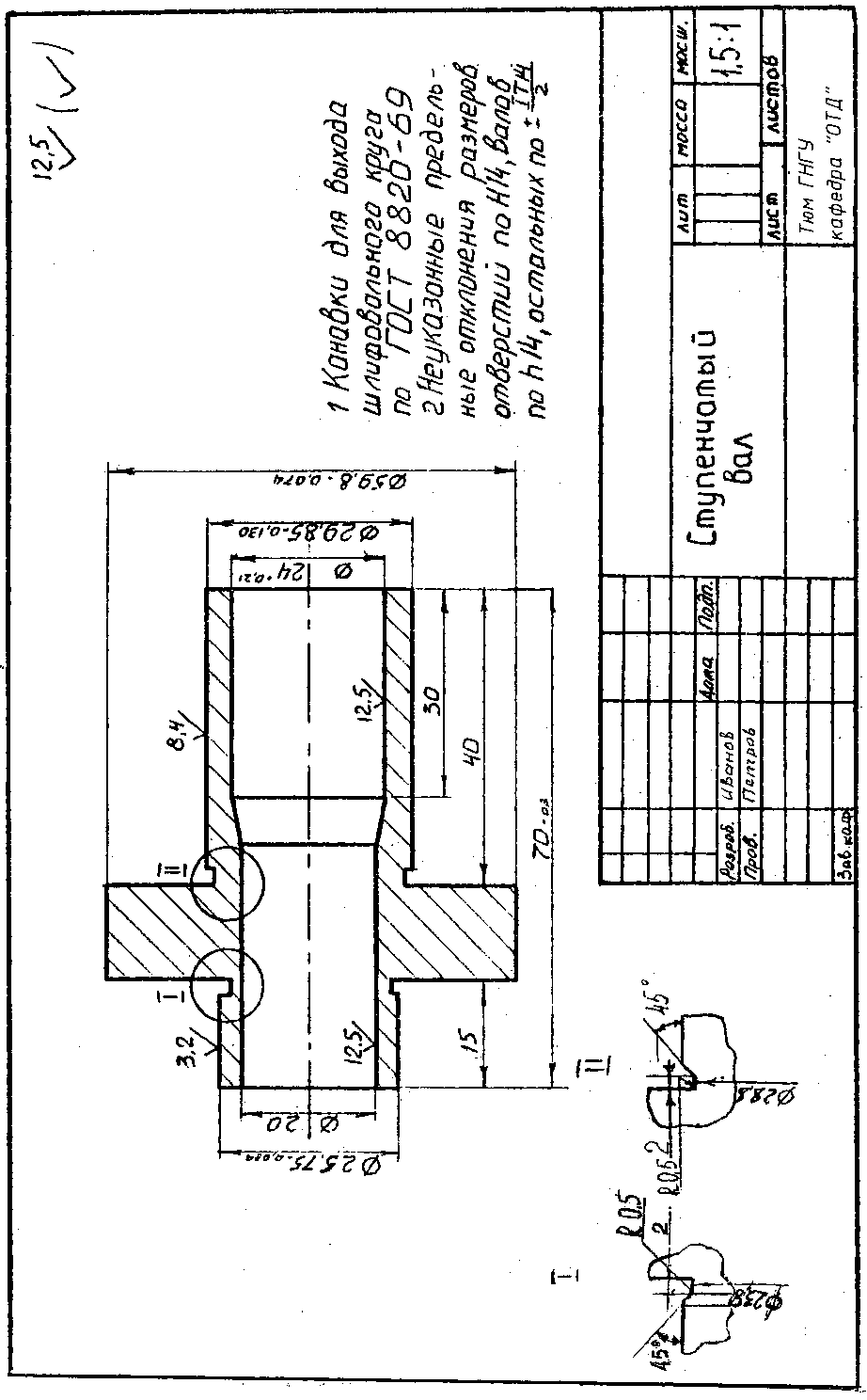 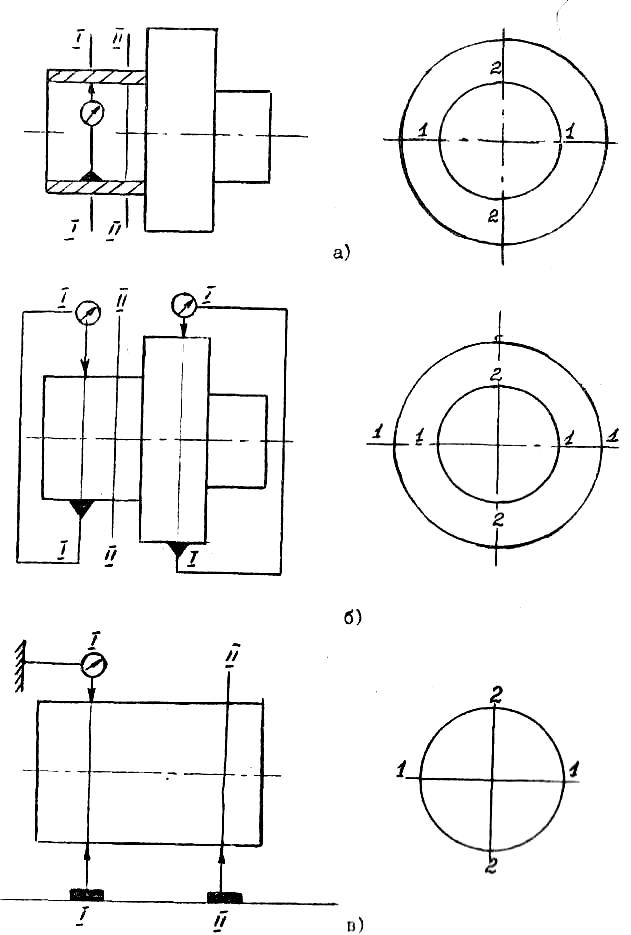 Рис. 1 Схема измерений: а) индикаторным нутромером; б) индикаторной и рычажной скобами; в) оптиметром и микрокатором 3. 2. Схемы измерений На рис.1 показаны рекомендуемые схемы измерений при их выполнении индикаторной и рычажной скобами, индикаторным нутромером, микрокатором и оптиметром. 3.3.Таблица измеряемых параметров и рекомендуемые средства измерения. В таблице 1 приведены рекомендуемые для измерений размеры деталей №1 и №2, а также измерительные средства для выполнения этих измерений. Таблица 1 Измеряемые параметры и рекомендуемые средства измерений
4. Средства относительного метода измерения. Относительные измерения основаны на сравнении измеряемой величины с известным значением установочной меры или образцовой детали. При этом методе измерений определяется отклонение измеряемой величины от установочной меры. Искомая величина (рис.2) (т.е. измеряемый размер Д) находится алгебраическим суммированием размера меры L (см. раздел 4.1) и показаний прибора ∆ Д = L ± ∆ (1) где: Д – размер измеряемой детали, мм L – размер меры, мм ∆ - показания прибора, мкм Приборы относительного метода измерений предназначаются для определения малых линейных размеров, которые оцениваются пределами показаний по шкале измерительной головки прибора. Эти средства измерений характеризуются метрологическими показателями, основными из которых являются: цена деления шкалы - разность значений величины, соответствующих двум соседним отметкам шкалы; диапазон показаний (измерений по шкале), область значений шкалы, ограниченная её начальным и конечным значениями; диапазон измерений - область значений измеряемой величины, в пределах которой нормированы допустимые погрешности средства измерений; предел измерений - наибольшее или наименьшее значение диапазона показаний; 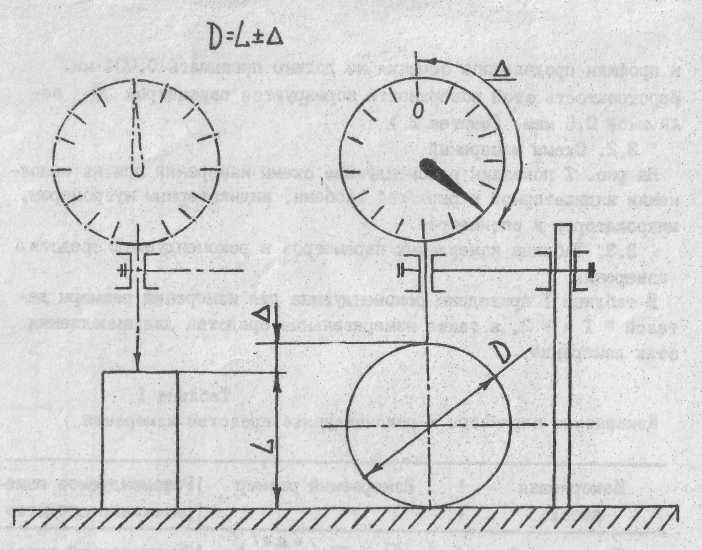 Рис. 2 Схема относительных измерений точность измерений - характеристика качества измерений, отражающая близость к нулю погрешностей их результатов, В большинстве своем средства измерений, используемые для относительных измерений, конструктивно оформляются в виде измерительных головок, которые применяются с различными вспомогательными устройствами и приспособлениями. 4.1. Плоскопараллельные концевые меры длины (ПКМ) При настройке приборов для относительных методов измерений используются ПКМ, они представляют собой стальные прямоугольные плитки или цилиндрические стержни, имеющие две параллельные зеркально отполированные поверхности, между которыми находится ее номинальный размер. Концевые меры длины обладают эффектом молекулярного сцепления (притираемость) по измерительным поверхностям. Это свойство используется для воспроизведения требуемых размеров с помощью ПКМ. При составлении размера (блока) из концевых мер длины руководствуются следующим правилом: - использовать наименьшее число плиток, - составление блока начинать с плиток наименьшего размера. Например, размер 24,372 мм, может быть получен из следующего набора концевых мер длины: 1,002 + 1,37 + 2 + 20 = 24,312 ПКМ в зависимости от точности изготовления подразделяются на семь классов 00, 0, I, 2, 3, 4, 5. 4.2. Индикатор часового типа - измерительная головка с зубчатой передачей, предназначенная для линейных измерений в сочетании со специальной оснасткой. Отсчет результатов измерений производится по шкале индикатора. Индикаторы часового типа изготовляются с пределами измерений 0-2мм, 0-5мм и 0-10мм. Цена деления 0,01мм. Общий вид и кинематическая схема прибора с ценой деления 0,01мм представлены на рис.3 а,б. На измерительном стержне 9 нарезана зубчатая рейка, которая находится в зацеплении с малым колесом 12. На оси этого колеса закреплена стрелка 8 для отсчета целых миллиметров и зубчатое колесо 13, зацепляющееся с трибом 14, на оси которого расположена центральная стрелка 2 для отсчета сотых долей миллиметра. Для устранения мертвого хода в передаче служат дополнительное колесо 15 и спиральная пружина 16. Измерительное усилие на стержне индикатора обеспечивается пружиной 16 и составляет 0,8-2 Н. Установка нуля обеспечивается поворотом шкалы. Метрологические характеристики представлены в таблице 2. Индикаторы могут применятся для контроля круглости, прямолинейности, плоскостности, конусности и т.п. 4.3. Измерительные средства с использованием индикатора часового типа 4.3.1. Индикаторные нутромеры. Индикаторные нутромеры предназначены для измерений внутренних размеров (диаметров отверстий, ширины пазов) путем сравнения проверяемого размера с размером образца. Измерительным устройством в нутромере служит индикатор часового типа с ценой деления 0,01 мм. Устройство индикаторного нутромера показано на рис. 4. К каждому нутромеру прилагается два комплекта неподвижных измерительных стержней для установки прибора на номинальные размеры. Основные метрологические характеристики индикаторного нутромера приведены в таблице 2. Таблица 2 Индикаторный нутромер типа НИ:
Настройка индикаторного нутромера и установка его на ноль с помощью блока концевых мер длины и образцовой детали показана на рис. 5. 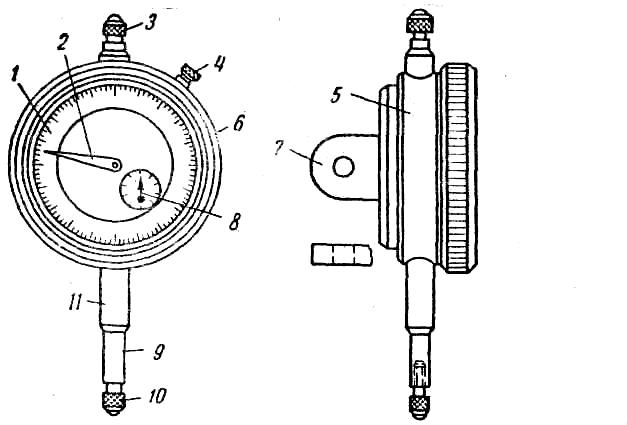 а) Тип ИЧ – измерительный стержень перемещается параллельно шкале: 1 – циферблат, 2 – стрелка, 3 – головка измерительного стержня, 4 – стопор, 5 – корпус, 6 – ободок, 7 – ушко, 8 – указатель чисел оборотов, 9 – измерительный стержень, 10 – наконечник, 11 – гильза. 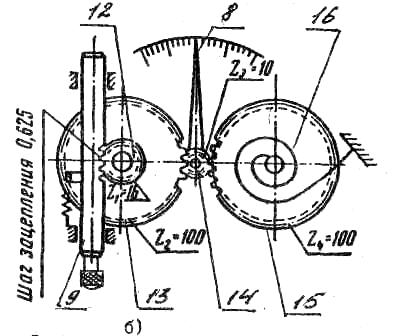 Рис. 3 Индикатор часового типа ИЧ: а) общий вид; б) кинематическая схема; 12 – малое колесо, 13 - зубчатое колесо, 14 – триб, 15 – дополнительное колесо, 16 – спиральная пружина. Методические указания по выполнению. 4.3.1.1.Измерение индикаторным нутромером. Настройка индикаторного нутромера и измерение детали выполняется в следующей последовательности: - ознакомиться с чертежом ступенчатого вала, выбрать по таблице 1 контролируемый размер Æ24 HI2; - набрать блок концевых мер длины, равный номинальному значению контролируемого размера; установить блок концевых мер в струбцину с боковиками; подобрать неподвижный измерительный стержень, соответствующий номинальному размеру; ввести индикаторный нутромер между боковиками; определить наименьшее показание прибора, покачивая его в вертикальной плоскости установить шкалу на ноль относительно стрелки поворотом ободка индикатора по черной шкале; извлечь индикаторный нутромер из боковиков державки; ввести индикаторный нутромер в измеряемое отверстие; определить наименьшее показание прибора, покачивая его в вертикальной плоскости по сечениям и диаметральным плоскостям согласно схемы измерений; занести в протокол отчета величину отклонения от номинального размера и рассчитать действительный размер.  Рис. 4 Индикаторный нутромер типа НИ: 1 - зажимной винт, 2 - термоизолятор, 3 - пружина, 4 - центрирующее приспособление, 5 - плоская пружина, 6 - индикатор. 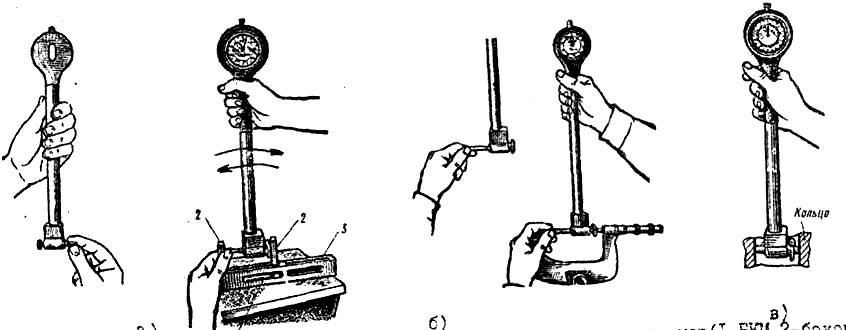 Рис. 5 Приемы настройки нутромера НИ с помощью: а) блока концевых мер (1-БКМ, 2-боковички, 3-струбцина); б) микрометра; в) образцового кольца. 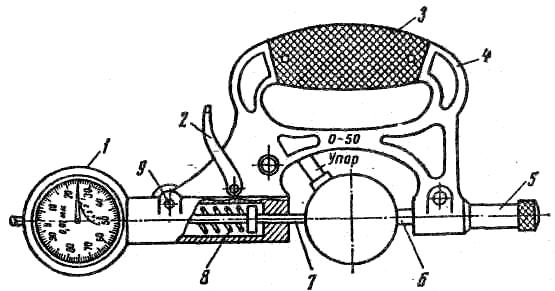 Рис. 6 Индикаторная скоба типа СИ: 1 - индикатор, 2 - отводка, 3 - теплоизоляционные накладки, 4 - корпус, 5 - колпачек, 6 - переставная пятка, 7 - подвижная пятка, 8 - пружина, 9 - винт. 4.3.2. Индикаторная скоба. Индикаторная скоба предназначена для точных измерения наружных размеров изделий методом сравнения с мерой. Измерительным устройством служит индикатор часового типа с ценой деления 0,01 мм. Устройство индикаторной скобы показано на рис.6. На рис.7 показаны призмы настройки и измерения индикаторной скобой. Основные метрологические характеристики индикаторных скоб приведены в табл.3. Таблица 3 Индикаторные скобы типа СИ
|