Преддиплоная практика. ПредДипломная Практика. Форма пдту10. 03 Державний вищий навчальний заклад Приазовський державний технічний університет Кафедра автоматизації систем електропостачання та електроприводу
 Скачать 149.91 Kb. Скачать 149.91 Kb.
|

|
Додаток 40 ЗАТВЕРДЖЕНО Наказ ректора ДВНЗ «ПДТУ» від 30 серпня.2019 № 147-05 Форма № ПДТУ-10.03 Державний вищий навчальний заклад «Приазовський державний технічний університет» Кафедра автоматизації систем електропостачання та електроприводу (повна назва кафедри) ЗВІТ ПРО ПЕРЕДДИПЛОМНУ ПРАКТИКУ (Вигляд і назва практики)
м. Дніпро – 2023 рік Зміст Вступ…………………………………………………………………………3 Основні відомості киснево-конвертного цеху..……………………………4 Привод та електропривод конвертора……………………………...………9 Висновок…………………………………………………………………….14 Список джерел 1. Вступ Одна з особливостей промисловості країни – наявність потужної чорної металургії, яка характеризується великою матеріало- і енергоємністю, що суттєво впливає на навколишнє середовище. Тому, на поліпшення стану економіки та екології держави суттєво впливає втілення ресурсо- і енергозберігаючих технологій. Розвиток сталеплавильного виробництва в Україні здійснюється за рахунок виведення з експлуатації мартенівських печей та збільшення частки сталі, що виплавляється в конвертерах і електропечах, що дозволяє заощаджувати на ресурсах, які необхідні для належного протікання процесу, та отримувати за один процес плавки більше вихідного продукту, що є однозначно вигіднішим, чим застарілі технології. 2. Основні відомості киснево-конвертного процесу В останні роки киснево-конвертерний спосіб одержання сталі став провідним, витіснивши раніше панував мартенівський спосіб, і забезпечує виплавку більшої частини світового виробництва сталі. Спочатку передбачалося виплавляти в кисневих конвертерах рядові вуглецеві сталі, переважно низьковуглецеві для тонкого листа. Тепер цим способом виплавляють високовуглецеві та леговані сталі, що не поступаються мартенівською відповідних марок. Він розвивається такими прогресуючими темпами, яких не знала сталеплавильна промисловість. Збільшення виробництва сталі відбуватиметься і надалі завдяки будівництву нових потужних киснево-конвертерних та електросталеплавильних цехів при повному припиненні будівництва мартенівських печей. Така зміна структури сталеплавильного виробництва диктується значними техніко-економічними перевагами киснево-конвертерного способу виплавки сталі в порівнянні з мартенівським: більш висока продуктивність на одиницю сталі, що виплавляється, менші капітальні витрати, більш сприятливі умови для механізації та автоматизації сталі виробничих процесів і поєднання процесу виплавки сталі безперервним розливом. Розвиток конвертерного способу виробництва сталі йде шляхом збільшення одиничної місткості конвертерів з одночасним підвищенням інтенсифікації роботи та розширенням сортаменту сталі, що виплавляється. Продуктивність великовантажного кисневого конвертера у кілька разів перевищує продуктивність найпотужніших мартенівських печей. Спосіб продування ванни киснем зверху отримав назву киснево-конвертерного; в даний час він застосовується найбільш широко і має велику технологічну гнучкість. Шихту (брухт і рідкий чавун), завантажену в конвертер, продувають технічно чистим киснем через фурму, яка вводиться зверху по осі конвертера. Зміною положення фурми і тиску кисню можна в межах управляти процесами розплавлення шихти, засвоєння кисню розплавом, окислення фосфору і вуглецю, шлакообразования. Ефективність киснево-конвертерного процесу залежить від вирішення наступного комплексу питань: покращення підготовки брухту та прискорення його завалки; скорочення тривалості циклу плавки; інтенсифікація продування із застосуванням багатоструминних фурм; освоєння переділу низькомарганцевистого чавуну; широке застосування систем автоматичного керування плавкою та цехом в цілому; удосконалення газоочищення. До недоліків способу відноситься неможливість збільшення частки металобрухту в шихті, великий чад (до 19%) та димоутворення при продуванні. У прольоті шихтових магнітних матеріалів скрап спеціальними мостовими кранами завантажуються в совки ємністю 50 м3. Потім совки переставляються мостовим краном з поворотним візком вантажопідйомністю 130 т на самохідну передавальну машину - скраповоз, який транспортує їх у завантажувальний проліт. У прольоті подачі сипких матеріалів робочі майданчики розташовані на кількох ярусах. На цих площах встановлені системи конверторів, бункери та вагові пристрої. У цьому прольоті розміщується вертикальний газохід радіаційно-трубчастого котла-утилізатора; похилий газохід котла розташований у конверторному прольоті. Нижня частина нахиленого газоходу розміщена на спеціальному візку мостового типу, що дозволяє пересунути цю частину котла під час ремонту футерування конвертора. З котла-утилізатора, що працює без допалювання конверторних газів, останні потрапляють у газоочищення із трубами Вентурі, в якій очищається до санітарних норм. Відсмоктування газів виробляється потужними димососами.Основа відділення – конверторний проліт. У ньому встановлено зазвичай три конвертори з водоохолоджуваними кисневими фурмами, які забезпечують подачу кисню до конвертора з інтенсивністю до 450 м3/хв. Цикл роботи конвертора (завантаження, плавка, введення добавок, злив сталі та шлаку) становить близько 40хв. Безпосередньо у конвертора розташована машина для футерування конвертора, пересувні майданчики для взяття проб та обслуговування сталевипускного отвору, піч для нагрівання феросплавів та плавлення алюмінію, механізовані совки та тічки для подачі феросплавів у конвертор та вермикуліту в сталерозливний. Киснево-конвертерний процес здійснюється в конвертері з основною футеровкою шляхом подачі технічно чистого кисню під тиском 1,0 1,5 МПа через водоохолоджувану фурму, що опускається через горловину конвертера і має на кінці сопло, рідкий чавун. На ММК ім. Ілліча сталь виплавляється в трьох 160-тонних конвертерах з продуванням чистим киснем зверху при інтенсивності подачі 400м3/хв. Чистота технічного кисню становить 98% - 99,5%. Кращі результати для отримання мінімального вмісту азоту сталі отримують при чистоті кисню не менше 99%. З метою утворення основного шлаку, що зв'язує фосфор, конвертер на початку продування додають вапно. Основним джерелом тепла є фізичне тепло рідкого чавуну та тепло екзотермічних реакцій окислення домішок металошихти: Si, Mn, P, C. Частка тепла, що вноситься кожним із перелічених елементів, залежить від питомого теплового ефекту реакції окислення, їх відсоткового вмісту в металошихті умов проведення процесу. Під впливом дуття домішки чавуну окислюються, виділяючи значну кількість тепла, у результаті одночасно знижується вміст домішок в металі і підвищується температура, що підтримує його в рідкому стані. Коли вміст вуглецю досягає необхідного значення (кількість вуглецю визначається за часом від початку продування і за кількістю витраченого кисню), продування припиняють і фурму вилучають з конвертера. Отриманий метал містить надлишок кисню, тому заключна стадія плавки - розкислення та легування металу. Течія киснево-конвертерного процесу (тобто послідовність реакцій окислення) обумовлюється температурним режимом процесу і регулюється зміною кількості дуття або введенням в конвертер «охолоджувачів» (скрапу, залізняку, вапна). Середня температура металу під час випуску близько 1600 градусів Цельсія Тепловий баланс конвертерної плавки може бути замкнутим, тобто. витрата тепла на нагрівання сталі, шлаку, газів та теплові втрати не повинні перевищувати надходження тепла. Кисневий конвертер являє собою футеровану зсередини посудину грушоподібної форми, виготовлену зі сталевого листа і має отвір отвір - горловину. Горловина служить для завантаження шлакоутворювальних матеріалів та скрапу, заливки чавуну, введення в порожнину конвертера кисневої фурми, відведення газів, зливу шлаку. Конвертер складається із трьох частин (рисунок 1): 1) верхньою роз'ємною шоломною частиною у формі зрізаного конуса з меншою основою вгорі (горловиною); 2) середня циліндрична частина; 3)днище (роз'ємне або нероз'ємне), має напівсферичну чашоподібну форму, виконують знімним для зручності ремонту або глуходонним. 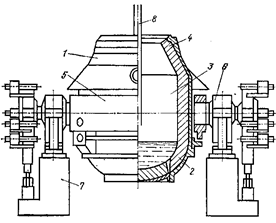 Рис 1. Пристрій кисневого конвертера: 1 – корпус конвертера; 2 - вогнетривка футеровка; 3 – робочий простір конвертера; 4 – горловина; 5 – опорне кільце з цапфами; 6 – опорні вузли; 7 – станина; 8 - водоохолоджувана киснева фурма. Для відокремлення металу від шлаку при зливі в ківш конвертер постачають льоткою (сталевипускним отвором). Кожух конвертера зварюють із товстих сталевих листів товщиною від 20 мм до 110 мм. Футерівку роблять тришаровою: арматурний (теплозахисний) шар товщиною 110 мм - 250 мм, що примикає до кожуха, виконують з магнезитової або магнезитохромітової цегли. робочий (внутрішній, вогнетривкий) шар з периклазовапняної, периклазовуглецевої та ін. цегли, товщина якої в залежності від місткості конвертера становить 380 мм - 750 мм. проміжний (між арматурним і робочим шаром) зазвичай роблять набивання товщиною 70 мм - 100 мм з вогнетривкої маси. Корпус конвертера кріпиться в опорному кільці з цапфами, що спираються на підшипники, які встановлені в опорних вузлах на станинах. Цапфи з'єднані з механізмом повороту, що забезпечує поворот конвертера на 360 градусів у будь-якому напрямку. По вертикальній осі конвертера зверху через горловину вводиться водоохолоджувальна фурма. Над конвертером, крім фурми, знаходяться газовідвідний тракт та система завантаження сипких матеріалів. Під конвертером по рейках переміщуються сталевоз і шлаковоз (візки для сталерозливного та шлакового ковшів). Конвертер має дві водоохолоджувані фурми, які служать для подачі кисню під час продування металу в конверторі. Одна фурма робоча, інша – резервна. Фурма виготовляється з 3 суцільнотягнутих труб, що концентрично входять одна в іншу. Кисень, що надходить з кисневого цеху, подається внутрішньою трубою; по зовнішній трубі підводиться, а по третій трубі відводиться вода, що охолоджує. До нижньої частини фурми пригвинчується або приварюється мідна головка-сопло. Фурма встановлюється у вертикальному положенні по осі конвертора. 3. Привод та електропривод конвертора У процесі експлуатації корпус конвертера повинен повертатися при завантаження скрапу, зливу сталі та шлаку, огляд стану футеровки. Величини кутів повороту повинні відповідати технологічним вимогам для кожного виду операцій. для забезпечення нахилів та поворотів корпусу служить привід нахилу конвертера. Конвертер як посудина з рідким металом повинен вимагати по самоповерненню корпусу у вертикальне положення, для цього центр тяжкості конвертера повинен знаходитися нижче осі цапф. Така вимога призводить до збільшення крутного моменту на приводі, але забезпечує безпеку експлуатації. Конвертери місткістю до 200 т постачаються одним приводом, а великовантажні конвертери - двома приводами нахилу. Найбільше застосування отримали стаціонарні приводи, що складаються з швидкохідних та тихохідних редукторів, зубчастої муфти або шпинделя, що з'єднують. вихідний вал тихохідного редуктора із цапфою конвертера. Таке компонування приводу має два силові потоки, що обумовлює великі габаритні розміри останнього ступеня. Наявність шпинделя або зубчастої муфти збільшує габаритні розміри приводу. Зазори в кінематичному ланцюгу призводять до виникнення динамічних навантажень та збільшення коливань корпусу при пусках та зупинках. Конструктивна особливість таких приводів полягає в тому, що тихохідний ступінь спеціального тихохідного редуктора монтується безпосередньо на цапфі конвертера, а швидкохідні редуктори монтуються на вихідних валах провідних шестерень тихохідного ступеня. Привод, встановлений з кожної сторони конвертера, складається з одноступінчастого навісного редуктора тихохідного 1, чотирьох триступінчастих швидкохідних редукторів 4 навісного типу, чотирьох електродвигунів 5 з електромеханічними гальмами і систем фіксування тихохідного і швидкохідних редукторів з пружинними демпферами. Тихохідний редуктор з чотирма приводними валами-шестернями 6 втулкою колеса 7 посаджений на конічну шийку 2 цапфи опорного кільця 9. Корпус редуктора з'єднаний з рамою, що коливається, яка через гідравлічний демпфер пов'язана з основою (на малюнку не показано. Така конструкція попереджає поворот корпусу під дією реактивного перекидального моменту і гасить динамічні навантаження, що виникають у системі. Сферичні шарніри у вузлах кріплення демпфера забезпечують його самовстановлення при перекосах. Нерухлива підшипникова опора 8 змонтована на опорній колоні 14 з фіксатором 13, плаваюча 10 - на колоні з рухомим фіксатором 12.  Рис 2. Кінематична схема механізму повороту конвертора 1 – тихохідний редуктор 2 – конічна шийка цапфи 3 – втулка 4 – швидкохідний редуктор 5 – електродвигун 6 – вал-шестерня 7 – колесо 8 – нерухома підшипникова опора 9 – опорне кільце 10 - плаваюча опора 12 – рухомий фіксатор 13 – фіксатор 14 – опорна колона Швидкісні редуктори втулками 3 коліс останніх передач посаджені на конічні хвостовики валів-шестерень тихохідного редуктора. Фіксування редукторів виконано пружинними демпферами з гвинтовими стяжками, що зв'язують корпуси редукторів з рамою, що коливається, або корпусом тихохідного редуктора. Автоматична зупинка конвертера у заданих положеннях здійснюється двома командоапаратом. Кути повороту конвертера реєструються на пульті керування за допомогою сельсинів. Команди і сельсини-датчики наводяться від двох валів-шестерень тихохідного редуктора через кінематичні редуктори. Швидкість повороту конвертера вимірюється та підтримується за допомогою цифрових датчиків швидкості, з'єднаних з провідними валами двох швидкохідних: редукторів. Електродвигуни приводів живляться від тиристорних регульованих джерел постійної напруги. Вимоги до электроприводу: 1) розподіл навантажень між великою кількістю двигунів; 2) підвищена надійність, наявність резервування (має бути забезпечене закінчення технологічної операції при виході з ладу до половини двигунів (перетворювачів)); 3) необхідність безаварійного завершення процесу при відмови окремих елементів (датчики, пости управління тощо); обмеженість та плавність зміни прискорень у зв'язку з операціями з рідким металом; початок руху з початковим заданим моментом для виключення просадок конвертер; забезпечення хорошої якості регулювання з урахуванням застосування редукторів з великим сумарним передатним числом; здатність витримувати важкі температурні умови, високу концентрацію струмопровідного пилу; сувора циклічність процесу. Електродвигуни лівого і правого приводов разом з РІН виділені групи по два і з'єднані між собою за послідовно-перехресною схемою. Таке з'єднання силових ланцюгів електродвигунів дозволяє зрівняти їх моменти, що крутять, і значно зменшити зрівняльний момент, що передається через опорне кільце. На литому корпусі та ринку швидкохідного редуктора передбачені припливи для кріплення кронштейна електродвигуна та пружинного демпфера. Електродвигун з'єднаний із провідним валом редуктора зубчастою муфтою. Підшипникові вузли валів мають конічні роликопідшипники з централізованою подачею мастила. Колесо останньої зубчастої передачі закріплено шпонкою на втулці, встановленій у корпусі редуктора на підшипниках кочення. Швидкохідний редуктор насаджують на конічний хвостовик валу-шестірні тихохідного редуктора і знімають з нього за допомогою малої гідрошайби, що є гідродомкратом з чотирма гідроциліндрами, розташованими в корпусі по колу. Для з'єднання з гідрошайбою на виступаючій частині втулки редуктора нарізане зовнішнє різьблення. Тихохідний редуктор роз'ємної конструкції виготовлений з литим корпусом і кришкою, в яких по колу розташовані чотири гнізда під підшипникові вузли приводних валів-шестерень. До корпусу прилиті лапи для його з'єднання з рамою, що коливається. Зубчасте колесо посаджено на шпонках на масивну втулку, встановлену в центральному гнізді корпусу двох роликопідшипниках. Усередині втулка розточена на конус для посадки редуктора на конічну шийку цапфи опорного кільця. Тихохідний редуктор напресовують на цапфу і знімають за допомогою гідрошайби (чотириплунжерного гідродомкрата), що нагвинчується на хвостовик втулки. 4.Висновок У ході переддипломної практики було проведено ознайомлення з киснево-конвертерним цехом, а саме: влаштування цеху, послідовність роботи цеху. Докладніше ознайомилися з чашею конвертора. Було досліджено привод, а також електропривод повороту чаші конвертора. 5.Джерела https://uk.wikipedia.org/wiki/Киснево-конверторний_спосіб_одержання_сталі 2.https://studfile.net/preview/9745173/page:2/ 3. https://uk.unionpedia.org/Киснево-конверторний_спосіб_одержання_сталі 4. https://obrobka.pp.ua/2784-konverterniy-sposb-virobnictva-stal.html | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||