Формирование и заполнение маршрутной карты
 Скачать 0.56 Mb. Скачать 0.56 Mb.
|

|
МДК.03.01. Разработка технологических процессов, технической и технологической документации (по видам подвижного состава) Тема 1.2: Конструкторско-техническая и технологическая документация обслуживания и ремонта деталей Инструкционная карта к практической работе № 5 Тема занятия: Формирование и заполнение маршрутной карты. Цель занятия: Закрепить изученный на лекциях теоретический материал о формировании и заполнении конструкторско-технической и технологической документации обслуживания и ремонта деталей подвижного состава, проанализировать их особенность и практическое применение. Оборудование: Комплект раздаточного материала. Задачи по выполнению: Закрепить через пошаговое исследование изученный на лекциях теоретический материал о формировании и заполнении маршрутной карты. Ход работы: Исследовать и описать алгоритм процесса формирования и заполнения маршрутной карты; Сформировать и заполнить форму маршрутной карты; Сделать вывод о проделанной работе; Подготовиться к опросу по теме практической работы.  Отчёт по практической работе № 5 Отчёт по практической работе № 5Пример маршрутной карты (форма 2): 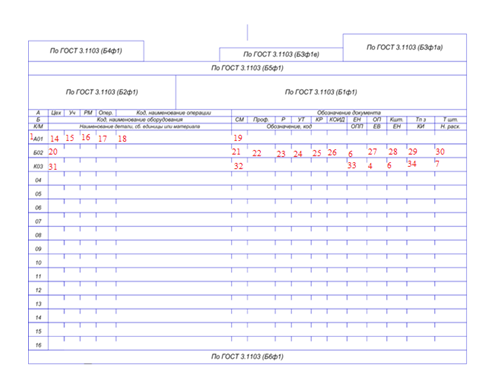 Заполнение граф: 1 - Обозначение служебного символа и порядковый номер строки. Запись выполняют на уровне одной строки, например, М02, Б04. Допускается при указании номера строки в пределах от 01 до 09 применять вместо 0 знак 0, например М02, Б04. (НЕТ)__2'>(НЕТ) 2 - Наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. Запись выполняется на уровне одной строки с применением разделительного знака дроби "/", например, лист БОН-2,5х1000х2500 ГОСТ 19903-74 / III-IV В ст.3 ГОСТ 14637-89 (НЕТ) 3- Код материала по классификатору (НЕТ) 4 - Код единицы величины (массы, длины, площади и т.п.) детали, заготовки, материала по Классификатору СОЕВС. 5 - Масса детали по конструкторскому документу. (НЕТ) 6 - Единица нормирования, на которую установлена норма расхода материала или норма времени, например 1, 10, 100. 7 - Норма расхода материала. 8 - Коэффициент использования материала. При автоматизированном проектировании допускается графу не заполнять. (НЕТ) 9 - Код заготовки по классификатору. Допускается указывать вид заготовки (отливки, прокат, поковка и т.п.). (НЕТ) 10 - Профиль и размеры исходной заготовки. Информацию по размерам следует указывать исходя из имеющихся габаритов, 11 - Количество деталей, изготавливаемых из одной заготовки. (НЕТ) 12 - Масса заготовки. (НЕТ) 13 - Графа для особых указаний. Порядок заполнения графы и обязательность заполнения устанавливаются в отраслевых нормативно-технических документах. (НЕТ) 14 – Номер (код) цеха, в котором выполняется операция. 15 - Номер (код) участка, конвейера, поточной линии и т.п.  16 - Номер (код) рабочего места. 16 - Номер (код) рабочего места.17 - Номер операции (процесса) в технологической последовательности изготовления или ремонта изделия (включая контроль и перемещение). 18 - Код операции по технологическому классификатору, наименование операции. Допускается код операции не указывать. 19 - Обозначение документов, инструкций по охране труда, применяемых при выполнении данной операции. Состав документов следует указывать через разделительный знак ";" с возможностью, при необходимости, переноса информации на последующие строки. 20 - Код оборудования по классификатору, краткое наименование оборудования, его инвентарный номер. Информацию следует указывать через разделительный знак ";". Допускается взамен краткого наименования оборудования указывать его модель. 21 - Степень механизации (код степени механизации). Обязательность заполнения графы устанавливается в отраслевых нормативно-технических документах. 22 - Код профессии по классификатору ОКПДТР. 23 - Разряд работы, необходимый для выполнения операции. 24 - Код условий труда по классификатору ОКПДТР и код вида нормы. 25 - Количество исполнителей, занятых при выполнении операции. 26 - Количество одновременно изготавливаемых (обрабатываемых, ремонтируемых) деталей (сборочных единиц) при выполнении одной операции. При выполнении процесса перемещения в графе следует указывать объем транспортной партии, количество грузовых единиц, перемещаемых одновременно. 27 - Объем производственной партии в штуках. На стадиях разработки предварительного проекта и опытного образца допускается графу не заполнять. 28 - Коэффициент штучного времени при многостаночном обслуживании. 29 - Норма подготовительно-заключительного времени на операцию. 30 - Норма штучного времени на операцию. Допускается, в соответствии с отраслевыми нормативно-техническими документами, для МК, применяемой при производстве опытного образца (опытной партии), взамен информации, предусмотренной для внесения в графы 29 и 30, вносить соответственно информацию по Тшт.к (норма штучно-калькуляционного времени на операцию) и Расц. (расценка на единицу нормирования, применяемая для операции) 31 - Наименование деталей, сборочных единиц, материалов, применяемых при выполнении операции. Допускается не заполнять строку. 32 - Обозначение деталей, сборочных единиц по конструкторскому документу или материалов по классификатору. 33 - Обозначение подразделения (склада, кладовой и т.п.), откуда поступают комплектующие детали, сборочные единицы или материалы; при разборке - куда поступают. 34 - Количество деталей, сборочных единиц, применяемых при сборке изделия; при разборке - количество получаемых. 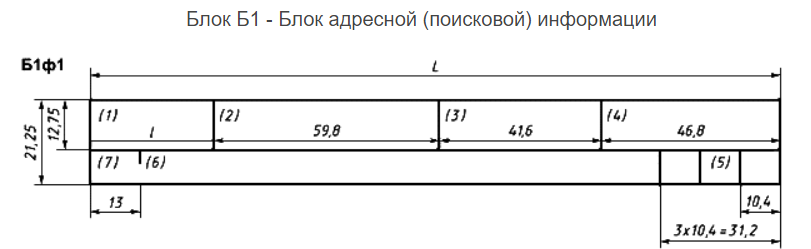 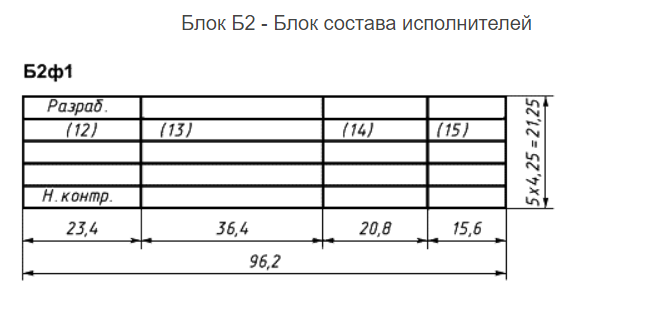 L = 189,8; l = 41,6  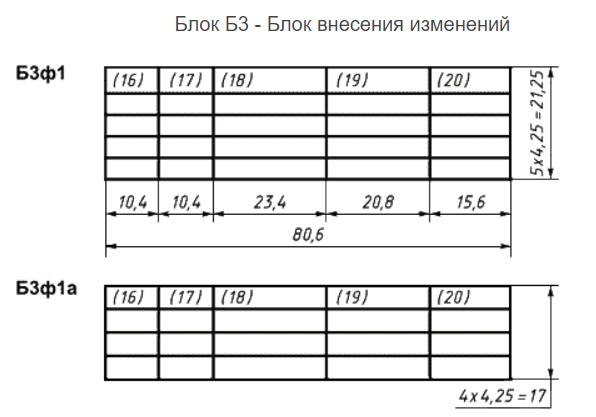 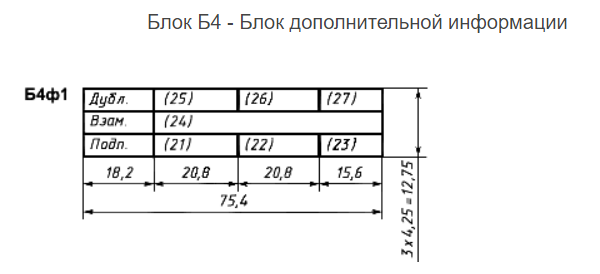   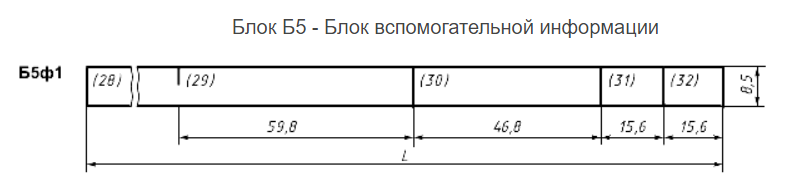 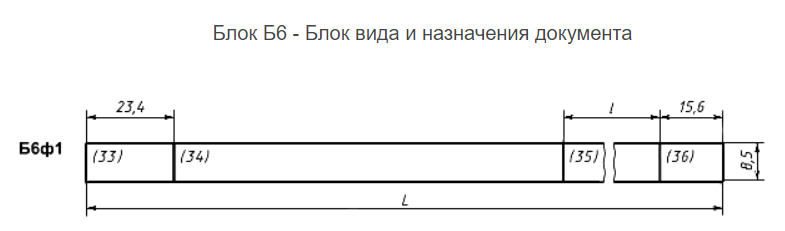 L = 286; l = устанавливает разработчик Служебные символы: 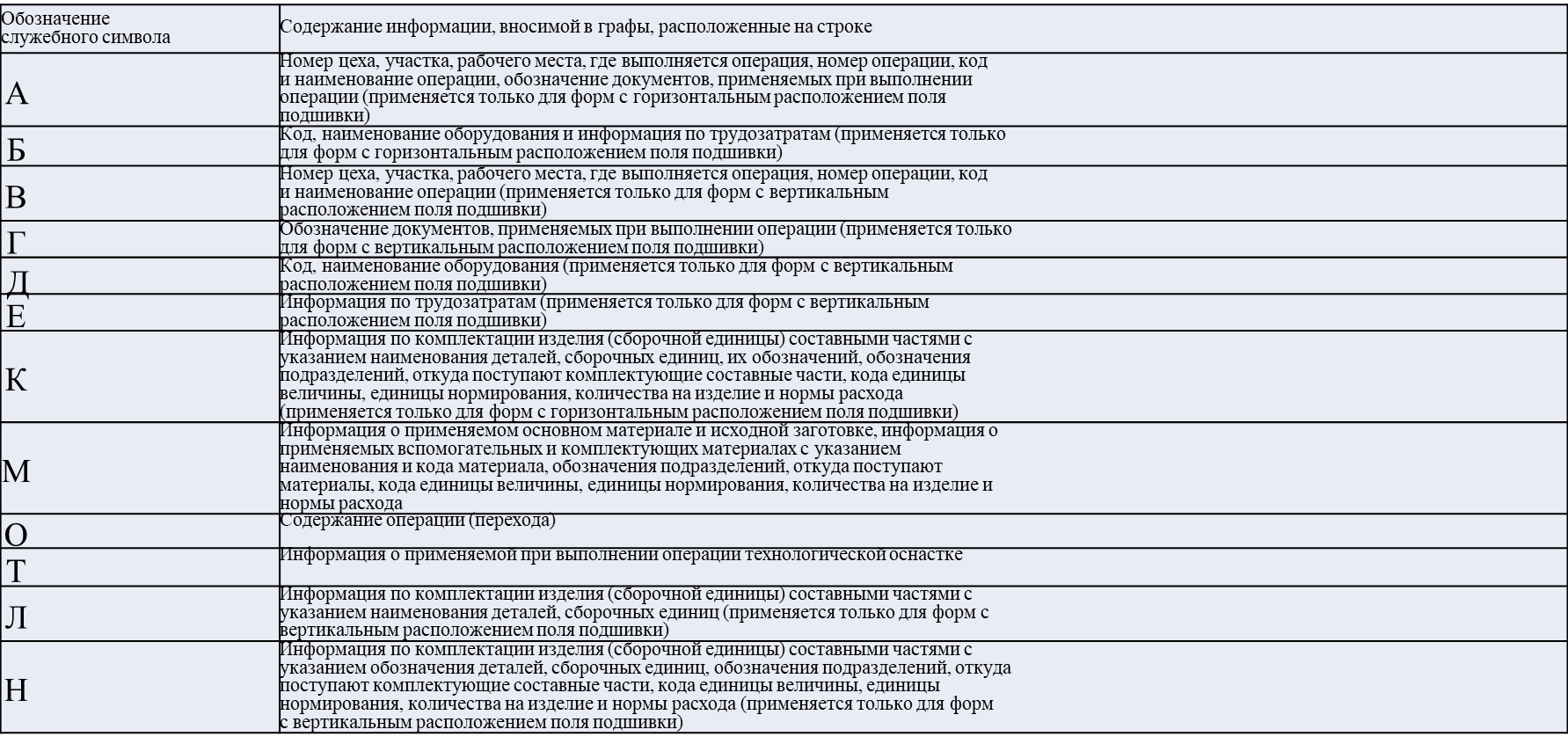   Вывод: В ходе выполнения практической работы, я закрепила изученный на лекциях теоретический материал о формировании и заполнении конструкторско-технической и технологической документации обслуживания и ремонта деталей подвижного состава, проанализировала их особенность и практическое применение. |