АПП Аннин Р.В.. Формирование структуры автоматической линии технологического процесса изготовления детали корпус
 Скачать 486.5 Kb. Скачать 486.5 Kb.
|

 Для 2-х участка:   Для 3-х участка:   Для 4-х участков:   Для 8-ми участков:   Результаты расчетов заносим в таблицу №3. Расчет Q и ИСП в зависимости от числа у числа установок в АЛ. Таблица №3
Определение производительности автоматической линии в зависимости от числа станков-дублеров «m». Станки-дублеры устанавливают в лимитирующих позициях. Дублирование приводит к тому, что данная позиция перестанет быть лимитирующей. В этом случае производительность рассчитываем по новой лимитирующей позиции. На внецикловые потери дублирование станков не влияет. Рассчитаем производительность и коэффициент использования автоматической линии в зависимости от числа станков-дублеров. Для 1-го станка-дублера, для 1-го участка (Тц max=0,64):   Для 1-го станка-дублера, для 2-х участков (Тц max=1,79):   Для 1-го станка-дублера, для 3-х участков (Тц max=0,62):   Для 1-го станка-дублера, для 4-х участков (Тц max=4,2):   Для 1-го станка-дублера, для 5-и участков (Тц max=2,02):   Для 2-го станка-дублера, для 1-го участка (Тц max=0,64):   Для 2-го станка-дублера, для 2-х участков (Тц max=1,79):   Для 2-го станка-дублера, для 3-х участков (Тц max=0,62):   Для 2-го станка-дублера, для 4-х участков (Тц max=4,32):   Для 2-го станка-дублера, для 5-ти участков (Тц max=2,02):   Для 3-го станка-дублера, для 1-го участка (Тц max=0,64):   Для 3-го станка-дублера, для 2-х участков (Тц max=1,79):   Для 3-го станка-дублера, для 3-х участков (Тц max=0,62):   Для 3-го станка-дублера, для 4-х участков (Тц max=4,32):   Для 3-го станка-дублера, для 5-ти участков (Тц max=2,02):   Результаты расчета заносим в таблицу №4. Расчет Q и ИСП в зависимости от количества станков-дублеров «m». Таблица №4
Q= 570…590 шт/смену. Как видно из таблицы №4, заданного уровня производительности (Q) можно достичь четырьмя способами выделенными в таблице жирным шрифтом. Наиболее эффективным является вариант при трех участках и двух станках дублеров на 020 и 035 операциях, т.к. коэффициент использования автоматической линии равен 0.95 и количество выпускаемых деталей в смену равно максимально заданному. Для наглядности полученного результата составим структурную компоновку Варианты структурной компоновки АЛ. 1 участок 2 участок 3 участок 4 участок 5 участок  0.64 0.57 1.79 4.32 2.02 1.75 0.62 0.23 Рис.1 Структурная компоновка АЛ (вариант 1). 1 участок 2 участок 3 участок    1 2 Z 3 5 6 Z 7 8 4      0.64 0.57 1.79 4.32 2.02 1.75 0.62 0.23 4 7  Рис. 2 Структурная компоновка АЛ (вариант 2). Циклограмма 030 операция Тц max=1,79 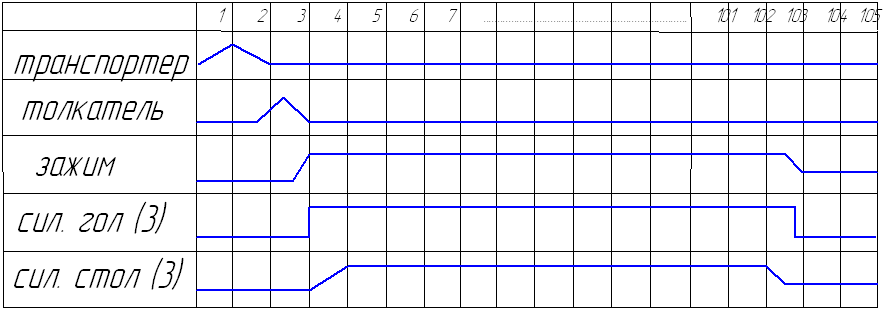 11. Система управления АЛ. 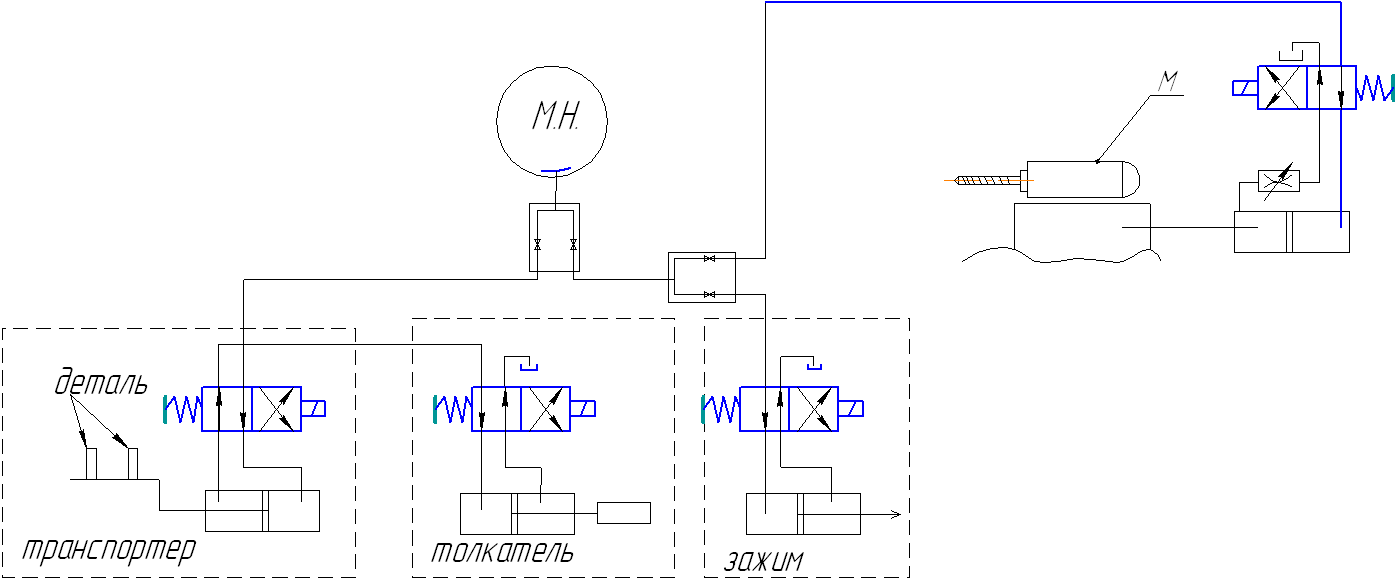 Библиографический список. Справочник технолога-машиностроителя: в 2-х т.\ А. Г. Косиловой, Р. К. Мещерекова. -М.: Машиностроение,1986. -852с. Технология машиностроения. \ Под ред. М.:Е. Егоров, В. И. Дементьев. М.: Высшая школа,1976. -548с. «Формирование структурно-компановочных вариантов автоматизированных линий, обеспечивающих заданную производительность выпуска изделий. Методические указания. Ю. И. Кургузов. СамГТУ.Самара 2004 44 с. Обработка металлов резанием: Справочник технолога/ Под ред. А.А. Панова. –М.: Машиностроение, 1988. -736 с. расчеты экономической эффективности новой техники: Справочник/ Под ред. И. В. Великанова. – Л.: Машиностроение, 1990. -448 с. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||