|
|
Футеровка. 10. Футеровка вращающейся печи. Футеровка вращающейся печи, назначение футеровки. Оптимальный вид огнеупора для отдельных технологических зон. Способы укладки и крепления кирпича
Футеровка вращающейся печи, назначение футеровки. Оптимальный вид огнеупора для отдельных технологических зон. Способы укладки и крепления кирпича.
Предназначена для:
- для защиты корпуса печей от воздействия высоких температур;
- снижения потерь тепла через корпус вращающейся печи;
- для защиты корпуса печи от истирающего действия обжигаемого материала.
Футеровка вращающейся печи мокрого способа производства
I участок – не футеруемая область печи;
II участок – бетонируемая область печи;
III участок – область теплообменных устройств (зоны сушки и частично подогрева);
IV участок – подготовительные зоны (часть зоны подогрева и декарбонизации);
V участок – высокотемпературные зоны (экзотермических реакций и спекания).
Футеровка вращающейся печи сухого способа производства
Футеровка вращающейся печи сухого способа производства
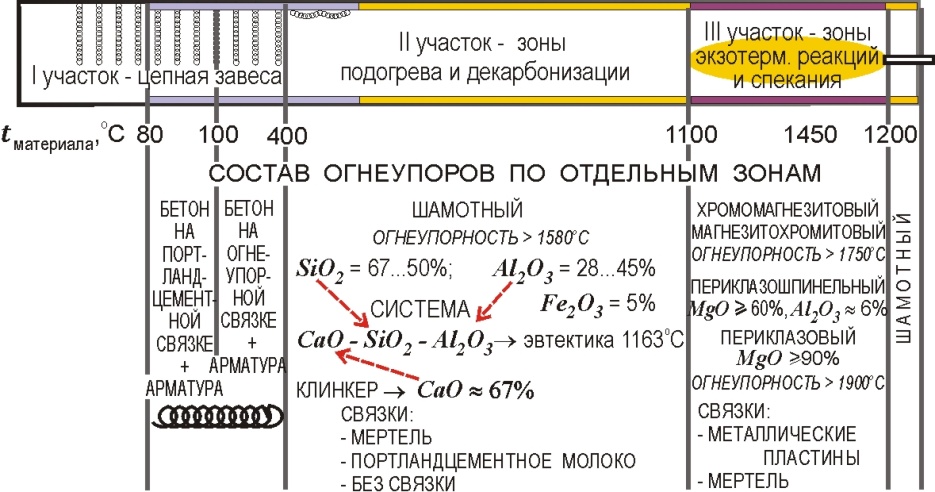
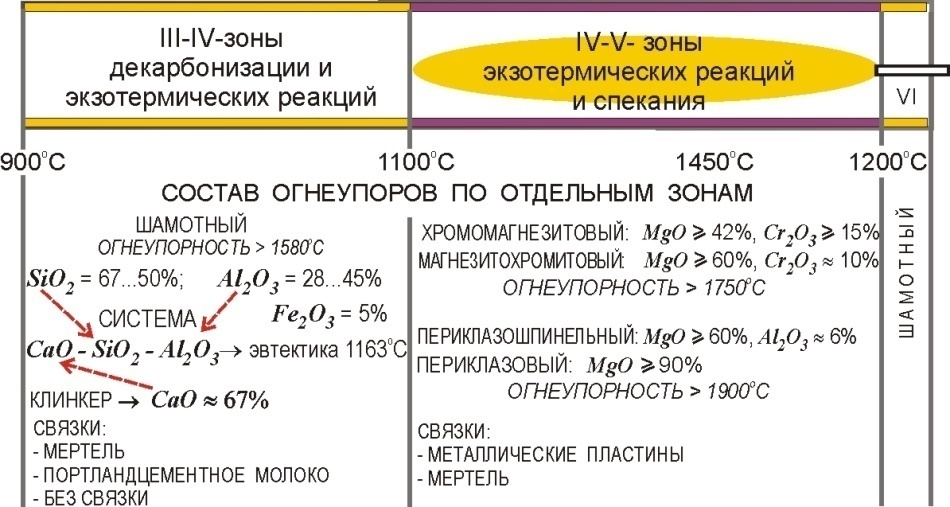
Виды применяемых огнеупоров
Шамотный кирпич – ШЦО, ШЦУ – высота кирпича 200мм
Магнезиальный огнеупор – высота кирпича 230мм
Виды выполнения футеровки
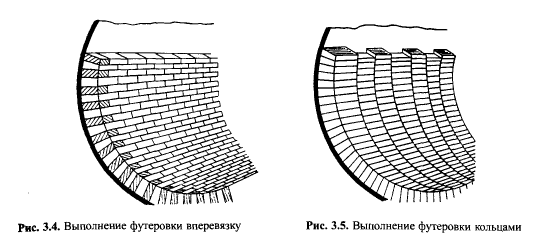
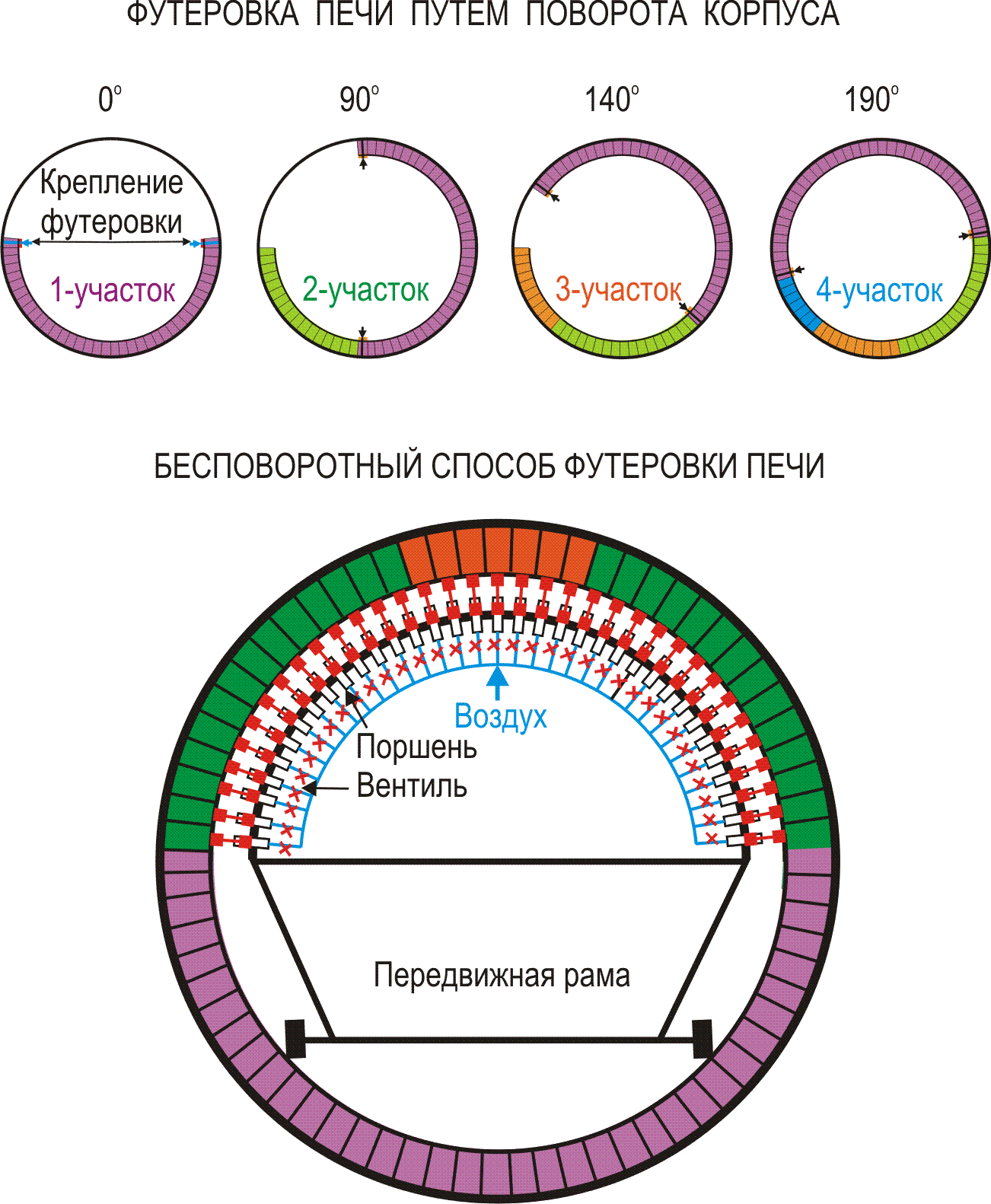
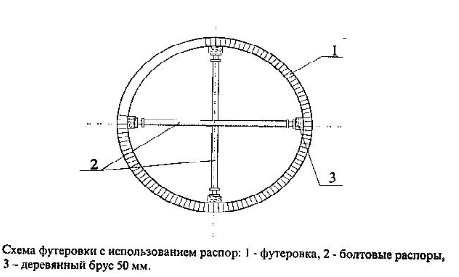
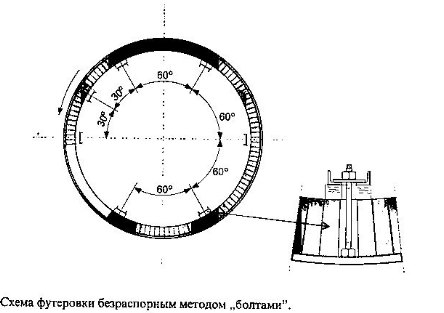
Способы укладки футеровки
Два способа укладки: с поворотом и без поворота печи.
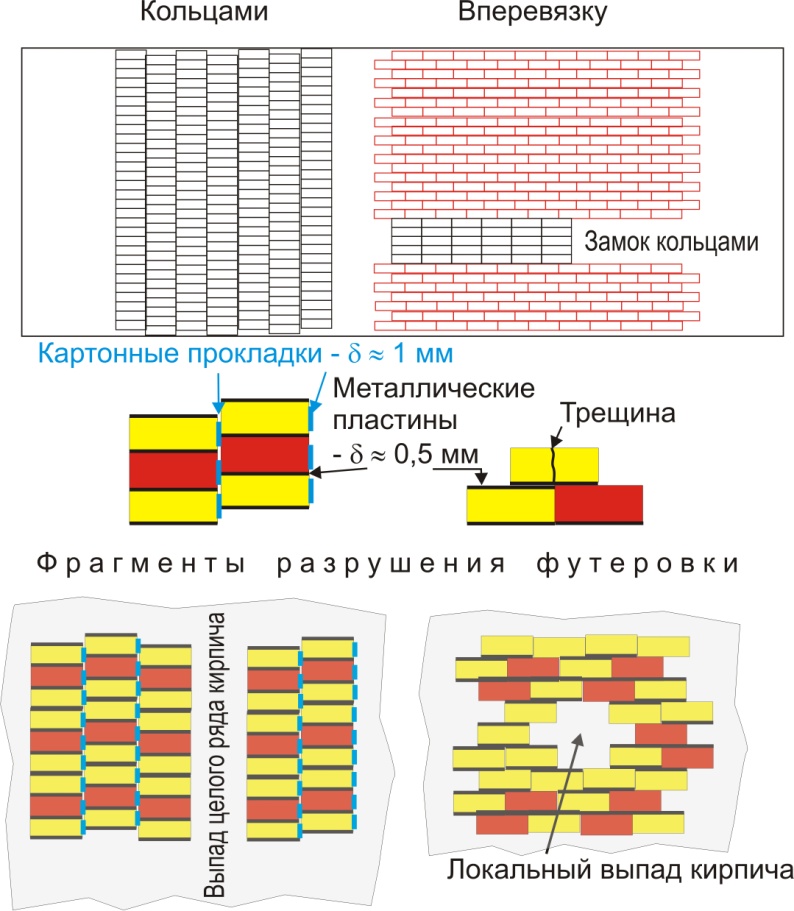
С поворотом печи сначала укладывается чуть больше половины, затем закрепляется один конец кирпича и печь поворачивается на 60º. Чтобы предотвратить выпадение кирпича, между ними забивают по 1-2 металлические пластины, чтобы расширить всю футеровку (в перевязку). Пластины выполняют 2 функции:
1) они частично плавятся и образуют связку;
2) они являются термокомпенсаторами, потому что при нагреве кирпич расширяется, пластины плавятся, компенсируя расширение.
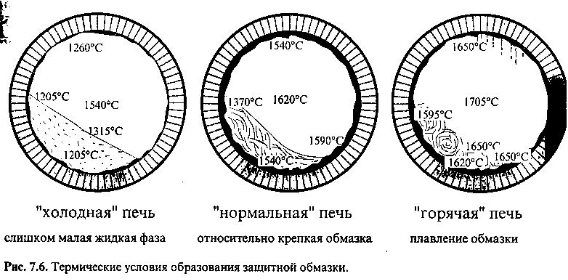
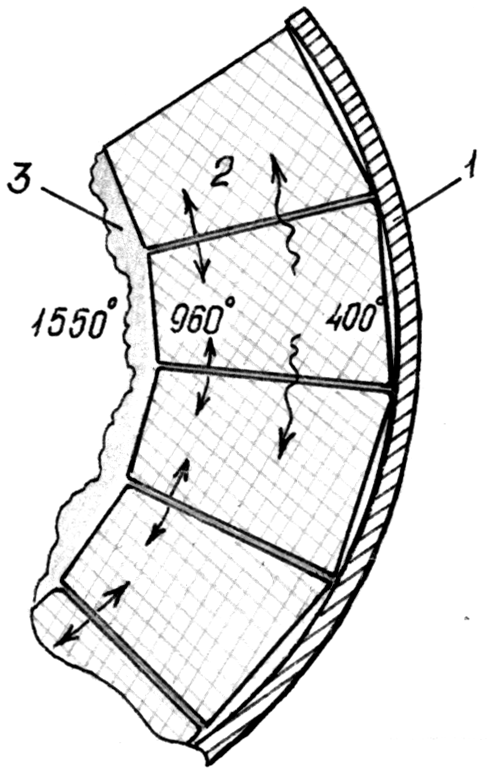
Температурное напряжение на футеровку во время работы печи
Факторы, влияющие на стойкость футеровки
Свойства сырья:
1) важнейшим показателем является содержание Al2O3 высокая стойкость футеровок обеспечивается за счет создания обмазки на поверхности кирпича. Al2O3 обеспечивает получение вязкой жидкой фазы, которая легко прилипает к футеровке (Al2O3 = 3,5 - 3,7%);
2) Fe2O3 = 2.9 – 2.6 %
3) SiO2 – в виде кварца (песка). Если SiO2 в глине, то это не опасно, т. к. при t500ºС происходит разложение глины с образованием аморфных оксидов и аморфный SiO2, легко вступает в реакцию. Если же имеется кварц (крупнокристаллический) тогда SiO2 плохо вступает в реакцию, поэтому требуется повышенная t-ра обжига и снижается стойкость футеровки.
4) КН
0,91 (и выше плохо и ниже плохо). При увеличении КН спекание сырья затрудняется и требуется более высокая температура. При понижении КН образуется легкоспекаемая сырьевая смесь, поэтому уменьшается длина зоны спекания и возникает избыточная жидкая фаза, что требует более стабильного режима обжига. Перегрев приводит к тому, что расплавляется обмазка, а небольшое снижение температуры может привести к выпуску брака. Поэтому в этих условиях часто возникает колебание температуры футеровки, что приводит к сколу кирпича и его разрушению.
5) n
2,3 – характеризует количество жидкой фазы. Чем выше n, тем меньше расплава.
6) Примеси Na2O, K2O=1%, MgO=2,5% Повышение стойкости футеровки.
Решающее значение – стойкость футеровки зависит от режима обжига.
Задача машиниста – обеспечить относительно удлиненный факел, который бы предотвращал перегрев корпуса печи.
Основные способы повышения стойкости футеровки;
– использование качественного огнеупора;
– качественное выполнение футеровочных работ;
– оптимальный состав обжигаемого материала;
– исключение резких теплосмен огнеупорной футеровки в печи;
– оптимальный режим горения топлива (рациональный факел);
– соблюдение рационального режима розжига печи.
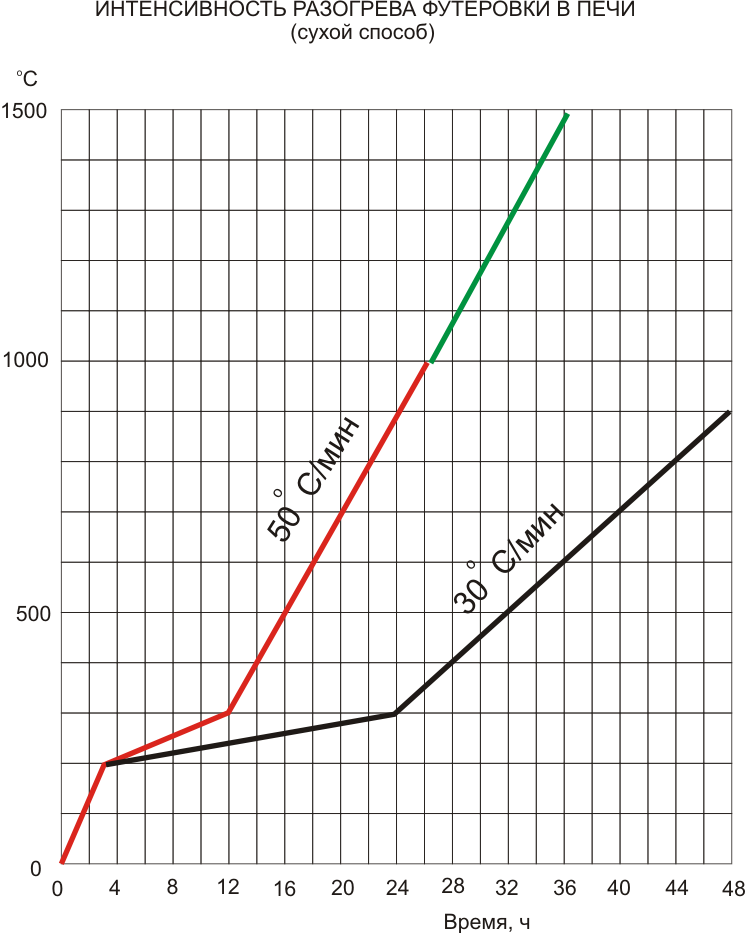 - -
Чем больше диаметр печи, тем тщательнее должен быть подготовлен и проведён разогрев кладки. Квалифицированный разогрев гарантирует мин. 50 % успеха, т.е. макс. возможной стойкости кладки.
- После окончания кладочных работ периоду разогрева всегда предшествует период сушки, во время которого из футеровки удаляется влага. Например, кладка, выложенная с использованием мертеля, должна иметь более продолжительную фазу сушки, чем «в сухую» выложенная кладка.
- Скорость разогрева основной футеровки агломерационной зоны не должна превышать 50 К/час, что в противном случае может стать причиной разрушения структуры, а, в конечном итоге, и кладки (например, разрушение кирпичей в виде отделения слоев).
- Лучшей защитой кладки печи в агломерационной зоне является стабильный слой клинкера. Его образование на печной кладке относится к периоду сдачи печи в эксплуатацию.
Рекомендуется не слишком рано приступать к подаче сырого материала для образования клинкера. Основываясь на наших опытных данных, поверхностная температура кладки, например, периклазохромитовых изделий фирмы MWA GmbH, должна достичь мин. 800 - 900°С.
- На протяжении периодов сушки и разогрева печь необходимо вначале время от времени а затем постоянно вращать её с помощью вспомогательного привода. При этом целесообразно контролировать футеровку на расслабление и смещение. Например, выложенная «в сухую», а также «склеенная» кладки в нижних температурных областях особенно подвержены влиянию этих явлений.
- По окончании фазы разогрева печь необходимо по возможности, без остановки довести до рабочего состояния. Охлаждение кладки во время остановки приводит почти всегда к разрушению структуры изделий.
|
|
|
 Скачать 1.88 Mb.
Скачать 1.88 Mb.