реферат .. реферат 2 по химии нефти 15 тема. Гидроочистка дистиллятов. Теоретические основы процесса. Основные параметры процесса. Катализаторы
 Скачать 89 Kb. Скачать 89 Kb.
|

|
Химический процес гидроочистки Процесс гидроочистки основан на реакции умеренной гидрогенизации, в результате которой органические соединения серы, кислорода, азота превращаются в углеводороды с выделением сероводорода, воды и аммиака, а олефины преобразуются в более стабильные углеводороды парафинового ряда в зависимости от природы олефинов в исходном сырье. В зависимости от строения сернистого соединения меркаптаны, сульфиды линейного строения и циклического, дисульфиды и простые тиофены при гидроочистке превращаются в парафиновые или ароматические углеводороды с выделением сероводорода. Сернистые соединения присутствуют в бензинах прямой гонки в виде активных соединений: сероводорода, меркаптанов, а так же в виде нейтральных сернистых соединений: моно и дисульфидов, циклических сульфидов. Основные реакции гидрообессеривания: - связаны с разрывом связи углерод - сера и насыщением свободных валентных связей водородом; - одновременно происходит насыщение водородом олефиновых двойных связей у тиофенов; - ароматические кольца, например, у бензотиофенов при этом, как правило, не насыщаются, исключение составляют дибензотиофены. На степень обессеривания преобладающее влияние оказывает молекулярная масса соединения. Скорость гидрообессеривания уменьшается с увеличением молекулярной массы нефтяных фракций. Процесс очистки нефтепродуктов от серы состоит в основном из трех стадий: 1 стадия - гидроочистка топлива (бензина, керосина, дизельного топлива) от сернистых соединений; 2 стадия - стабилизация полученного в реакторах катализата; 3 стадия - очистка ЦВСГ раствором МЭА в абсорберах. При обычных промышленных процессах гидрогенизационного обессеривания в условиях высоких температур и давлений, сравнительно высоком соотношении Н2 : сырьё и гидрирующих катализаторах умеренной активности, все сернистые соединения разлагаются с образованием сероводорода, а образующиеся в результате разложения свободные валентные связи насыщаются водородом. Ниже приведены схемы реакции сернистых, кислородных и азотистых соединений, протекающих при гидроочистке. Буквами R и R' обозначен алкильный остаток. Меркаптаны R - S - H + H2 RH + H2S (1) Дисульфиды RS - SR + 3Н2 2RH + 2H2S (2) Сульфиды а) ациклические R - S - R1 + 2H2 RH + R1H + H2S (3) б) моноциклические 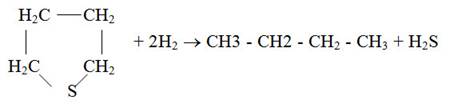 (4) в) бициклические 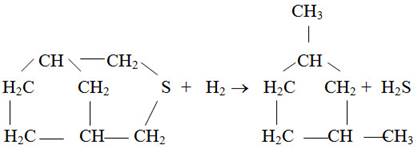 (5) Тиофены 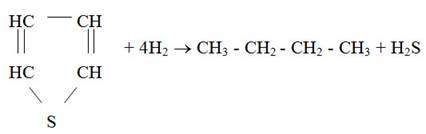 (6) Бензотиофены 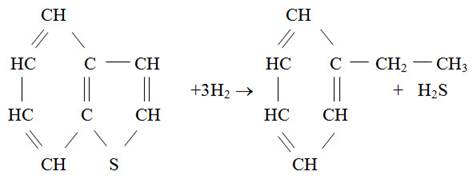 (7) Металлы, содержащиеся в сырье, в условиях гидроочистки практически полностью отлагаются на катализаторе. Из всех сернистых соединений легче всего гидрируются алифатические сернистые меркаптаны, сульфиды, дисульфиды и труднее всего тиофены. При одних и тех же условиях гидроочистки степень гидрирования алифатических сернистых соединений достигает 95%, степень гидрирования тиофенов составляет от 40 до 50 %. С увеличением молекулярного веса фракции уменьшается скорость обессеривания. Процесс гидроочистки бензина осуществляется при температуре 280-400 0 С, давлении равным 2,4 МПа, объемной скорости подачи сырья - 4,0 объема в час на один объем катализатора, по схеме на "проток", с пропуском через реактор балансового количества избыточного ВСГ риформинга. Процесс гидроочистки бензина протекает с выделением незначительного количества тепла, которое расходуется на компенсацию тепловых потерь в окружающую среду. Катализаторы процесса гидроочистки Основные свойства катализаторов Условия проведения процесса гидроочистки, характер и глубина протекающих реакций в значительной степени зависят от применяемого катализатора и его состояния. Катализаторы ускоряют реакции в сотни и миллионы раз дают возможность проводить процессы на поверхности контакта как бы в одну стадию, в то время как в отсутствие катализатора эти процессы протекают во много стадий или вообще неосуществимы. Катализаторы обладают драгоценным свойством избирательности, т.е. в зависимости от характера, состава и метода их получения катализаторы способны проводить реакцию лишь в одном направлении, подавляя побочные. Катализатор гидроочистки должен обладать высокой избирательностью: реакцией разрыва связей С-С или насыщения ароматических колец в его присутствии практически не должны протекать. Он должен обладать высокой активностью в реакциях разрыва связей С-S, C-N, C-O и приемлемой активностью в реакциях насыщения непредельных соединений (образующихся при легкой деструкции или содержащихся в сырье). Возможность протекания любой химической реакции, а также количество получаемых продуктов и непревращенных химических реагентов определяется термодинамикой процесса. При определенных условиях некоторые реакции проходят на 100%, т.е. все исходные реагенты превращаются в продукты. Другие процессы лимитируются химическим равновесием, т.е. превращению подвергается только часть исходных реагентов. Количество находящихся в равновесии продуктов определяется термодинамикой процесса. Термодинамика не определяет время, требующееся для достижения равновесия или полного завершения данной химической реакции. Кинетика определяет скорость протекания химической реакции или количество сырья, которое исчезает за определенный промежуток времени, скажем, за одну секунду. Кинетика, которая определяет скорость реакции, зависит от рабочих условий, но также может изменяться в широких пределах за счет использования надлежащим образом выбранных катализаторов. Конкретный катализатор, как правило, ускоряет протекание одной реакции (или семейства реакций). Расширение применения каталитических процессов при переработке нефти обусловлено развитием технологий гидроочистки дистиллятов с получением топлив для улучшения их качества. Перед производственниками возникает проблема правильного выбора катализатора для увеличения эффективности процесса. Рынок предлагает катализаторы, различающиеся как по химическому составу, диаметру гранул и прочностным свойствам, так и по стоимости. Характеристика катализаторов представлена в таблице 1.4. Таблица 1.4 - Основные показатели качества катализаторов
К катализаторам гидроочистки предъявляются разнообразные требования. Промышленные катализаторы гидроочистки должны обладать следующими свойствами: - Катализатор должен иметь высокую активность. Активность катализатора гидроочистки определяется его обессеривающей способностью по сравнению с обессеривающей способностью эталонного образца катализатора. Чем выше активность катализатора, тем меньше требуемый объем реакционной зоны и, следовательно, самого реактора для проведения процессов обессеривания. - Катализатор должен иметь высокую избирательность. Избирательность катализатора оценивается по способности его ускорять течение реакции в нужном направлении и не ускорять течение возможных побочных реакций. - Катализатор должен быть стабильным, т.е. во время работы возможно дольше сохранять свою активность, избирательность, он не должен разрушаться. - Катализатор должен сравнительно быстро и просто регенерироваться, т.е. восстанавливать свою активность, избирательность и другие свойства, а также выдерживать возможно большее число регенераций. Высокая регенерационная способность является весьма важным свойством катализаторов гидроочистки, особенно если учесть высокую стоимость этих катализаторов Производство катализаторов Для гидрогенизационного обессеривания нефтяных фракций можно применять любые серостойкие гидрирующие катализаторы. Наиболее часто в промышленных процессах в качестве катализаторов гидроочистки применяют соединения металлов 4 группы и группы железа периодической системы, различные сочетания окислов или сульфидов кобальта и молибдена, а также сульфиды никеля и вольфрама, нанесенные на так называемые носители. Никель, кобальт, платина или палладий придают катализаторам дегидро-гидрирующие свойства. Молибден, вольфрам и их оксиды являются n-полупроводниками (как и Ni, Co, Pt и Pd). Их каталитическая активность по отношению к реакциям окисления - восстановления обусловливается наличием на их поверхности свободных электронов, способствующих адсорбции, хемосорбции, гемолитическому распаду органических молекул. Мо и W значительно уступают по дегидрогидрирующей активности Ni, Co и особенно Pt и Pd. Сульфиды Мо и W являются р-полупроводниками (дырочными). Дырочная их проводимость обусловливает протекание гетеролитических (ионных) реакций, расщепление С-S, С-N и С-О связей в гетероорганических соединениях. Сочетание Ni или Со с Мо или W придает смесям и сплавам бифункциональные свойства - способность осуществлять одновременно и гемолитические, и гетеролитические реакции и стойкость по отношению к отравляющему действию сернистых и азотистых соединений, содержащихся в нефтяном сырье. Применение носителей позволяет снизить содержание активных компонентов в катализаторах (важно при использовании дорогостоящих металлов). Нейтральные носители Al2O3, Si2O3, MgO не придают катализаторам каталитических свойств. Кислотные носители - синтетические аморфные алюмосиликаты, цеолиты, силикаты и фосфаты магния и циркония придают дополнительные свойства в реакциях изомеризации и крекинга. В зависимости от типа реакторов катализаторы на носителях изготавливают в виде таблеток, шариков или микросфер. Носители, обладают преимущественно кислотными свойствами. В мировой практике наиболее распространены в гидрогенизационных процессах АКМ, АНМ и смешанные АНКМ, а также АНМС катализаторы. В последние годы распространение получают цеолитсодержащие катализаторы гидрообессеривания. Активность АКМ и АНМ зависит от суммарного содержания в них гидрирующих компонентов. АКМ и АНМ катализаторы гидроочистки - содержат 2-4 % масс. Со или Ni и 9-15 % масс. МоО3 на активном г-оксиде алюминия. На стадии пусковых операций или в начале сырьевого цикла их подвергают сульфидированию (осернению) в токе H2S и Н2, их каталитическая активность существенно возрастает. АКМ - обладает достаточно высокой термостойкостью; - достаточно активен в реакциях гидрирования непредельных углеводородов, азостых и кислородсодержащих соединений сырья; - применим для гидроочистки всех топливных фракций нефти; - большой дефицит кобальта ограничивает его распространение. АНМ - по сравнению с АКМ, более активен в реакциях гидрирования ароматических углеводородов и азотистых соединений; - менее активен в реакциях насыщения непредельных соединений; - несколько ниже показатели по термостойкости и механической прочности. В качестве катализатора гидроочистки применяемые катализаторы АКМ и ГО-70, применение которых показывает, что достигнутая степень обессеривания исходного сырья (бензиновая фракция 85-180оС с содержанием серы 0,0003 % масс.) составляет 67-80 % или содержание серы в сырье риформинга - 0,0001-0,00006 % масс. По требованиям, передъявляемым к сырью бензина каталитического риформинга, необходимо получить гидрогенизат с содержанием серы 0,00005 % масс. Это требование достигается при использовании в качестве катализатора гидроочистки - катализатор HR-506. В таблице 1.5 представлены результаты процесса гидроочистки бензиновой фракции при различных режимах процесса на катализаторах ГО-70 и HR-506. Таблица 1.5 - Результаты процесса гидроочистки
Научно- исследовательская работа отечественных и зарубежных фирм в области развития катализаторов гидроочистки бензиновых фракций. Отечественные и зарубежные исследования в основном направлены на изучение катализаторов. |