МТБз_Долгов В.А_ЛР№1. И. О. Фамилия Принял Доцент
 Скачать 377.89 Kb. Скачать 377.89 Kb.
|

|
Министерство науки и высшего образования РФ Федеральное государственное бюджетное образовательное учреждение высшего образования ИРКУТСКИЙ НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ Институт заочно-вечернего обучения наименование института
Методы сварки Бенардоса и Славянова Отчёт по лабораторной работе № 1 по дисциплине “Введение в профессиональную деятельность”
Иркутск 2021 Лабораторная работа№1 Методы сварки Бенардоса и Славянова Дуговая сварка наиболее распространенный вид сварки. Изобрели дуговую сварку наши соотечественники Н. Н. Бенардос и Н. Г. Славянов. Первый из них в 1882 г. создал способ сварки угольным электродом, а второй в 1888 г. -- способ сварки металлическим электродом. Метод сварки Н.Н. Бенардоса Н.Н.Бенардоса предложил использовать неплавящийся(графитовый) электрод для сварки. Электрическая дуга возбуждается между свариваемой деталью и графитовым электродом. Электрод закрепляется в держателе, который гибким кабелем присоединяется к одному из полюсов источника тока, как правило, к отрицательному — катоду. Свариваемые части помещают на металлической плите, соединённой со вторым полюсом источника тока. Дугу зажигают кратковременным соприкосновением электрода со свариваемой деталью. Электрическая дуга поддерживается при неизменном расстоянии между свариваемым металлом и электродом. Это расстояние определяет длину дуги и приблизительно равно диаметру электрода. Дуга расплавляет кромки свариваемых частей, и металл кромок сливается в общую ванночку. При передвижении дуги вдоль свариваемых кромок нагреваются и плавятся новые частицы металла, ванночка перемещается, а остающийся позади металл затвердевает, остывает и образует шов, соединяющий свариваемые части в одно целое. Часто ванночка пополняется присадочным металлом за счёт оплавления прутков, вносимых в дугу.-Иногда присадочный металл укладывают в разделку шва заранее 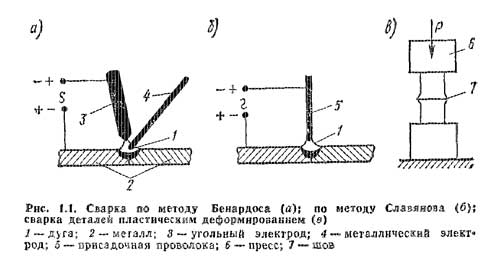 1-Электрическая дуга 2-Свареваемый металл 3-Графитовый электрод 4-Пресадочный металл Метод сварки Н. Г. Славянов Н. Г. Славянов предложи использовать при сварке металл, плавящийся электрод. При этой сварке применяют металлический электрод в виде проволоки. Дуга между электродом и основным металлом плавит их оба, причём образуется общая ванночка, где перемешивается весь расплавленный металл. Таким образом, электрод здесь служит одновременно присадочным металлом. При ручной дуговой сварке по способу Славянова используют исключительно покрытые электроды, обмазанными с поверхности специальным составом.  1 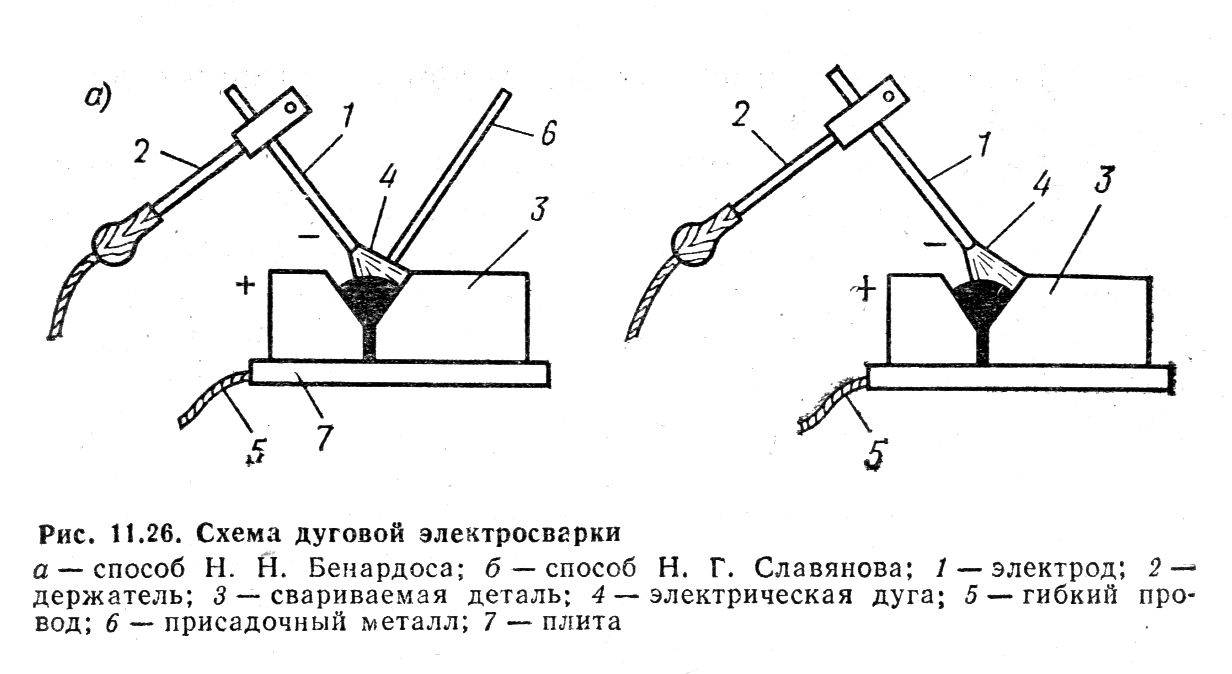 - Плавящийся Электрод - Плавящийся Электрод2- Держатель электрода 3- Свариваемый металл 4- Электрическая дуга 5- Мягкий провод Характеристика электродов Сварочные электроды делятся на плавящийся и неплавящийся. Неплавящиеся электроды изготовляют из тугоплавких материалов, таких как вольфрам, графит или электротехнический уголь. Плавящиеся электроды изготавливают из сварочной проволоки. Они делятся на три вида по типу обмазки: рутиловые, с основным покрытием и цилюлозные. Так же можно разделить электроды по типу сваревоемого металла на углеродистую, легированную и высоколегированную сталь. Виды сварных соединений Т 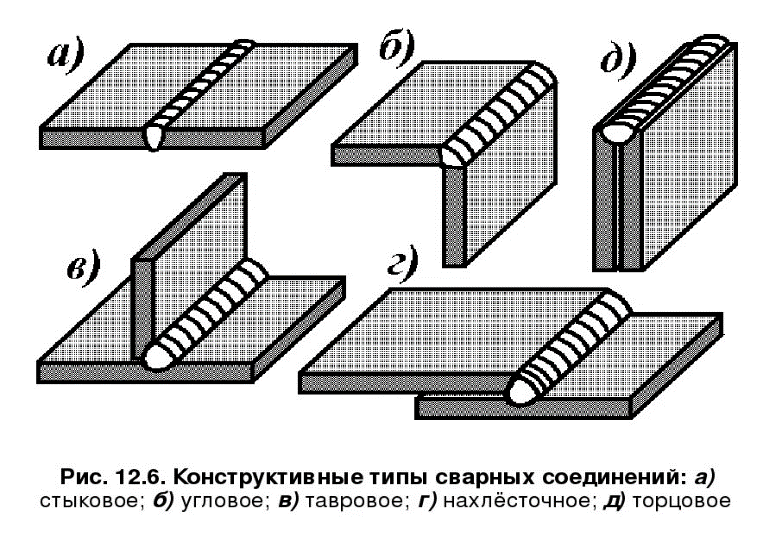 ак же не надо забывать про положения детали в пространстве так что сварочный шов может быть выполнен в 4 положениях это нижние, вертикальное, горезонтальное и потолочное. ак же не надо забывать про положения детали в пространстве так что сварочный шов может быть выполнен в 4 положениях это нижние, вертикальное, горезонтальное и потолочное.Контрольные вопросы Сущность сварки по методам Славянова и Бенардоса. Это обеспечить качественное сварное соединение при помощи сплавление кромок металла с добовлением пресадочного материала тем или иным способом. С изпользование электрической дуги для разогрева металла. Характеристика сварочных электродов. Электроды делятся на два типа плавящиеся и неплавещиеся 3. Параметры режима ручной дуговой сварки и их выбор для сварки металла конкретной марки и толщины (по указанию преподавателя). Сварка стали 09Г2С толщина 8 мм: полярность прямая электроды с основным покрытие диаметром от 2.6 мм до 4мм. Скос кромок 34 градуса притупление кромок от 0 до 2 мм для обеспечение прова корня шва. Силу тока следует выбрать в соответствие с диаметром электрода например на 2.6мм для корня шва 60-65 А. Для 3мм в нижнем положение 110А для вертикального 80-90 для потолочного 90-100 для горизонтального 90-100. 4.Типы сварных соединений. Угловое , тавровое ,стыковое, нахлёсточное, торцивое 5.Классификация сварных швов по положению в пространстве. Горизонтальное, вертикальное, нижние и потолочное 6. Виды поражений при ручной дуговой сварке. Меры защиты. 1.Поражение электрическим током 2.Поражение глаз и открытой поверхности кожи излучением электрической дуги 3.Ожог от капель металла и шлака 4.Отравление организма вредными газами, пылью и испарениями, выделяющимися при сварке Меры защиты это негорючия спец одежда : Сварочная маска для защиты органов зрения спец одежда для защит от излучения сварой дуги, брызг и капель расплавленного металла. |