КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ КОНТРОЛЬНОГО СВАРНОГО СОЕДИНЕНИЯ. Идентификатор однотипности рд122С00С17 Характеристика процесса
 Скачать 284.5 Kb. Скачать 284.5 Kb.
|

|
КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ КОНТРОЛЬНОГО СВАРНОГО СОЕДИНЕНИЯ (КСС) № 1 Идентификатор однотипности РД-1-22С00/С17Характеристика процесса
Сварочное оборудование (тип) – Метод подготовки и очистки - механическая обработка: абразивная зачистка Требования к прихватке - Количество прихваток 1-3, длиной 20-30 мм, высотой 2,5-3,0 мм. Режим сварки как для корневого шва. Детали формирования корня шва – без подкладки. Параметры процесса сварки КСС.
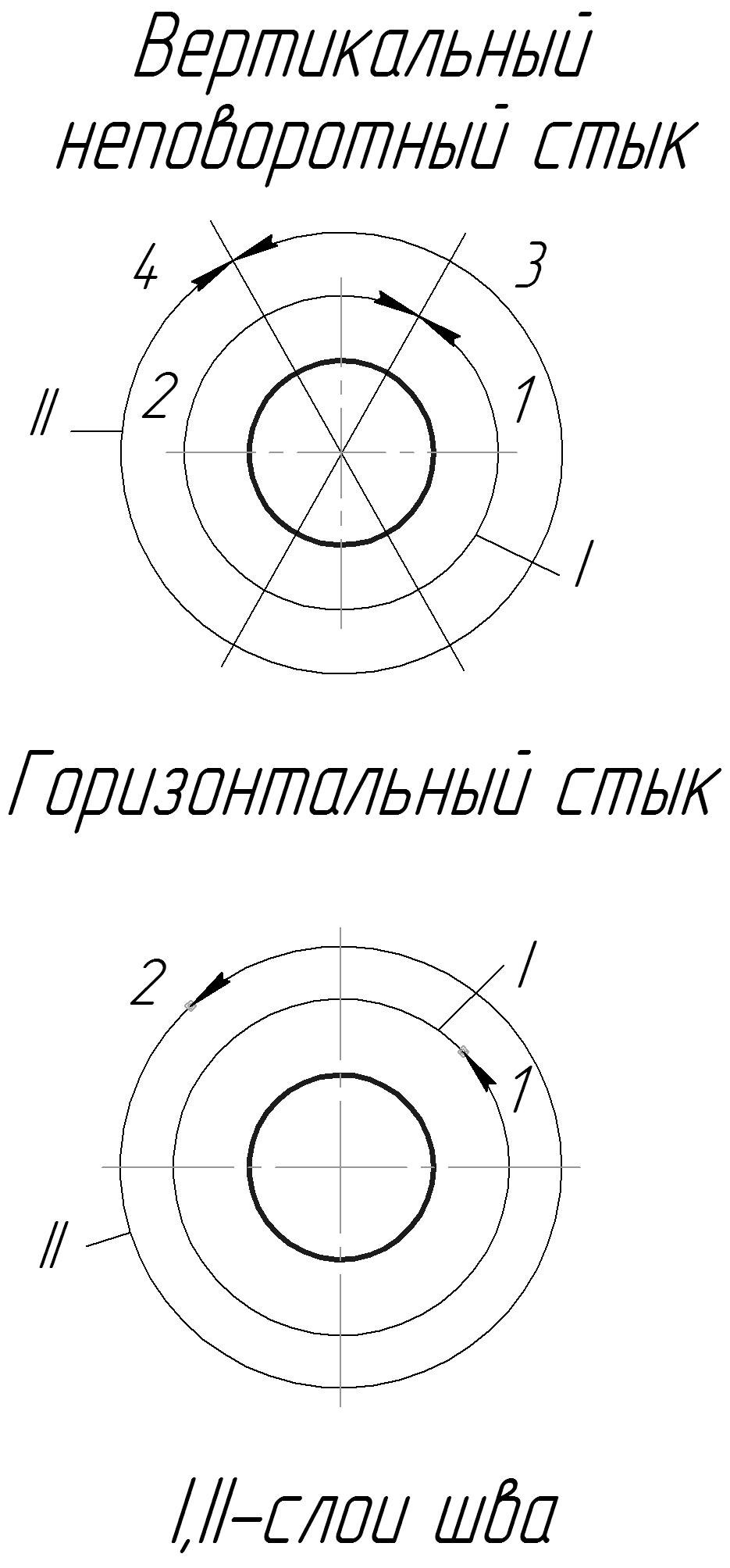
Технологические требования к сварке: Очистить внутреннюю полость труб и деталей от грунта, грязи, снега и других загрязнений. Кромки и прилегающие к ним участки поверхностей деталей должны быть зачищены до металлического блеска и обезжирены. Ширина зачищенных участков, считая от кромки разделки, должна быть не менее 20 мм с наружной стороны и не менее 10 мм с внутренней стороны детали. Сборку стыков труб производить на инвентарных лежках с использованием наружных центраторов. Допускаемое смещение кромок свариваемых труб не должно превышать 0,5 мм. При наличии влаги на трубах произвести просушку свариваемых труб путем нагрева до температуры 50 Сº. Для прихватки и сварки корневого шва при ручной дуговой сварке покрытыми электродами должны быть использованы электроды одной марки и диаметра. Прихватки выполнять с полным проваром и по возможности переваривать при наложении основного шва. Прихватки, имеющие недопустимые дефекты, обнаруженные при визуальном контроле, удалить механическим путем. Перед прихваткой и началом сварки качество сборки стыка должен проверить руководитель сварочных работ (мастер, бригадир) и сварщик. Центраторы снимать после сварки не менее 50% стыка. При этом отдельные участки стыка должны быть равномерно расположены по периметру стыка. Перед продолжением сварки корневого шва после снятия центратора все сварные участки должны быть зачищены, а концы швов зачищены механическим путем. До полного завершения сварки корневого шва не разрешается перемещать свариваемый стык. Перед выполнением каждого последующего слоя шва поверхность предыдущего слоя должна быть очищена от шлака и брызг. Во всех случаях многослойной сварки разбивать шов на участки необходимо с таким расчетом, чтобы "замки" швов в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Размер перекрытия должен быть не менее 12-18 мм. Сварку стыка выполнять в два слоя. Сварку выполнять возможно короткой дугой. В процессе сварки как можно реже обрывать дугу. Перед гашением дуги заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 10-15 мм на только что наложенный шов. Последующее зажигание дуги производить на кромке трубы или металла шва на расстоянии 20-25 мм от кратера. В процессе сварки должны обеспечить полный провар корня шва и заделку кратера. При обнаружении на поверхности шва дефектов (трещин, скопления пор к т.д.) дефектное место удалить механическим способом и заварить вновь. 23. Вертикальные неповоротный стык сваривать в направлении снизу вверх. Сварку слоя в потолочной части стыка следует начать отступив на 10-30 мм от нижней точки. 24. Сваренный и зачищенный стык труб сварщик заклеймить присвоенным ему клеймом (номером) на расстоянии 50 - 100 мм от сваренного им стыка со стороны, доступной для осмотра. 25. Исправление дефектов шва допускается производить путем удаления дефектной части, контроля полноты удаления дефекта и заварки выборки (но не более 3 раз) с последующим контролем сварного соединения радиографическим методом. 26. Подрезы исправлять наплавкой ниточных валиков высотой не более 2-3 мм, при этом высота ниточного валика не должна превышать высоту шва. Исправление дефектов подчеканкой стыков запрещается. 27. Визуальный контроль проводится для всех сварных соединений в объеме 100%. Перед контролем сварной шов и прилегающие к нему поверхности основного металла необходимо зачистить до металлического блеска на ширину не менее 20 мм зону контроля. 28. Объем контроля физическими методами в соответствии с требованиями к контролю качества КСС. Требования к контролю качества КСС.
Соответствие содержания настоящей карты технологического процесса требованиям, изложенным в технологии представленной на аттестацию, (ПТД по сварке) и выполнение подготовки и сварки КСС в соответствии с Требованиями НД и данными, указанными выше подтверждаем: Члены аттестационной комиссии: ---(подпись) (Фамилия И.О.) Представитель организации заявителя: ------ _ (подпись) (Фамилия И.О.) Сертификат на основной материал: ____________________________________________________________________ __________________________________________________________________________________________________ Сертификат и аттестат соответствия на электроды: ______________________________________________________ __________________________________________________________________________________________________ |