СР 1 Афанасьев. Индустриализация электромонтажных работ
 Скачать 82.06 Kb. Скачать 82.06 Kb.
|

|
Тульский государственный машиностроительный колледж имени Никиты Демидова. "ТГМК им Н. Демидова". Самостоятельная работа №1 по учебной дисциплине "Организация технической эксплуатации и обслуживания электрического и электромеханического оборудования" Тема: Индустриализация электромонтажных работ . Классы нагревостойкости электрических машин. Автор: студент 3 курса, специальность 13.02.11 Техническая эксплуатация и обслуживание электрического и электромеханического оборудования (по отраслям) Афанасьев А.О. Проверил Барановский Н. М Тула 2022 Содержание: Индустриализация электромонтажных работ…………………………3-5 Классы нагревостойкости электрических машин……………………..5-8 Литература……………………………………………………………….9 Индустриализация электромонтажных работ. Технология производства монтажных работ — это последовательный и неразрывный комплекс организационно-технических и инженерных мероприятий, обеспечивающих ввод в действие вновь строящихся и реконструируемых объектов. Монтажные работы выполняют специализированные организации на основании договоров с заказчиками — предприятиями и организациями, имеющими бизнес-план, утвержденную и согласованную проектно-сметную документацию, и соответствующие инвестиции. Заказчик заключает договор с подрядной организацией — генеральным подрядчиком, который несет полную ответственность за монтаж оборудования в установленные сроки. При необходимости генподрядчик на договорных началах может привлекать к выполнению определенных видов работ специализированные организации, выступающие в роли субподрядных. Для производства монтажных работ заказчик передает генподрядчику в установленные сроки техническую документацию и сметы на объект в целом или на этапы работ. Если в переданную проектно-сметную документацию заказчик вносит в установленном порядке изменения, то он обязан не позднее чем за 15 дней до начала производства работ дополнительно передать необходимое число экземпляров измененной документации и перечень аннулированных чертежей. Заказчик обязан возместить подрядчику все затраты и убытки, связанные с изменением ранее выданной проектно-сметной документации. Одним из важнейших направлений технического прогресса в монтажном производстве является индустриализация. Она предусматривает две основные цели: Перенос максимальных объемов монтажных работ из монтажной зоны на заводы и производственные базы монтажных организаций. Здесь могут быть обеспечены наиболее производительные методы работ с применением совершенных станков и приспособлений. Параллельно с производством строительных работ готовить электрооборудование, электроконструкции и электропроводки, скомплектованные в укрупненные блоки и узлы. Индустриализация обеспечивает ускорение темпов производства монтажных работ и снижение их стоимости. Кроме того, массовое заводское производство комплектных крупноблочных устройств и узлов улучшает качество электроустановок по сравнению с монтажом оборудования и устройством проводок на месте монтажа из оборудования и материалов, поставляемых россыпью в монтажную зону. Применение крупноблочных устройств и монтажных узлов также облегчает эксплуатацию электрохозяйства предприятий. Наконец, крупноблочные комплектные устройства сокращают объем строительных работ, так как они во многих случаях могут быть установлены непосредственно в цехах, без постройки специальных помещений. Заводы электротехнической промышленности и специализированных электромонтажных организаций выпускают в настоящее время широкий ассортимент крупноблочных комплектных устройств: -комплектные распределительные устройства (КРУ) -комплектные трансформаторные подстанции (КТП) -комплектные преобразовательные подстанции (КПП) -комплектные выпрямительные подстанции на полупроводниках (КВПП) -комплектные конденсаторные установки (ККУ) -комплектные щиты управления механизмами с магнитными станциями, скомплектованными с сопротивлениями в стальных шкафах, распределительные силовые и осветительные пункты, распределительные и магистральные токопроводы и пр. Если такие типовые крупноблочные устройства, как КРУ, КТП, щиты и пр., могут быть предусмотрены в проекте, то укрупнение узлов силовых и осветительных сетей применительно к специфике данного производства осуществляется путем разработки чертежей группами подготовки производства и выполняется в монтажных организациях. В последнее время крупные проектные институты разрабатывают типовые монтажные узлы различных видов электропроводок с применением заводских монтажных изделий. Выпущено большое количество таких альбомов, которые не только сокращают объем проектных работ, но и значительно облегчают работу групп подготовки производства и предварительную сборку укрупненных монтажных узлов в мастерских монтажных организаций. Одним из основных принципов внедрения индустриальных методов работ является организация монтажа в две стадии. Первая стадия предусматривает производство всех подготовительных и заготовительных работ. На этой стадии внутри сооружений и зданий выполняют монтаж опорных конструкций для установки электрооборудования, прокладки кабелей, проводов, шинопроводов, троллеев, монтаж стальных и пластмассовых труб для электропроводок, прокладку проводов скрытой проводки до штукатурных и отделочных работ, а вне зданий и сооружений — монтаж кабельных сетей и сетей заземления. Перечисленные работы выполняют в сооружениях и зданиях по совмещенному графику — совместно с проведением основных строительных работ. На этой же стадии в мастерских заготовляют узлы и пакеты силовых и осветительных электропроводок; собирают блоки электрооборудования, производят предварительную регулировку электрооборудования, проверяют и испытывают аппаратуру и машины на стендах и т.п. На второй стадии монтируют электрооборудование (укрупненные узлы и блоки), прокладывают кабели и провода (узлы и пакеты), шинопроводы и подключают кабели и провода к выводам электрооборудования. В электротехнических помещениях (ЗРУ, машинных залах, помещениях распределительных щитов, постов и станций управления, камерах трансформаторов, кабельных полуэтажах, туннелях и каналах) работы второй стадии выполняют после завершения комплекса общестроительных, отделочных работ и монтажа санитарно-технических устройств. В других (производственных неэлектротехнических) помещениях и зонах, в том числе пролетах цехов, ЭМР второй стадии выполняют после установки технологического оборудования, монтажа технологических, санитарно-технических трубопроводов и вентиляционных коробов. Электромонтажные работы второй стадии, выполняемые одновременно с работами смежных специализированных организаций, осуществляют в последовательности, установленной сводным сетевым графиком, в котором отражены вопросы техники безопасности при совместном выполнении работ разными организациями. Эти меры предусматривают защитные устройства при необходимости одновременного производства работ на разных отметках в одном помещении. Классы нагревостойкости электрических машин. Нагревостойкость — одно из самых важных качеств электроизоляционных материалов, так как она определяет допустимую нагрузку электрических машин и аппаратов. При повышении температуры многие из этих материалов начинают обугливаться и становятся проводниками. Все материалы от длительного воздействия повышенных температур задолго до обугливания приобретают хрупкость, легко разрушаются и теряют свои изолирующие свойства. Этот процесс называется тепловым старением. Способность электроизоляционных материалов выдержать без вреда для них воздействие повышенной температуры, а также резкие смены температуры называется нагревостойкостью. Нагревостойкость изоляции является основным требованием, определяющим надежность работы и срок службы электрической машины, который нормально составляет 15—20 лет. Электроизоляционные материалы по нагревостойкости делят на семь классов:  Ниже перечислены материалы, относящиеся к каждому из этих классов: класс Y — текстильные и бумажные материалы, изготовленные из хлопка, натурального шелка, целлюлозы и полиамидов (ленты, бумага, картон, фибра), древесина и пластмассы с органическими наполнителями; класс А — материалы класса Y, пропитанные изоляционным составом или погруженные в жидкие диэлектрики (натуральные смолы, масляные, асфальтовые, эфирцеллюлозные лаки, трансформаторное масло, термопластичные компаунды); лакоткани, изоляционные ленты, лакобумаги, электрокартон, гетинакс, текстолит, пропитанное дерево, древесные слоистые пластики, некоторые синтетические пленки, изоляция проводов (ПБД, ПЭВЛО, ПЭЛШО и др.) из хлопчатобумажной ткани, шелка и лавсана, эмалевая изоляция проводов (ПЭЛ ПЭМ ПЭЛР и ПЭВД и др.); класс Е — синтетические пленки и волокна, некоторые лакоткани на основе синтетических лаков, термореактивные синтетические смолы и компаунды (эпоксидные, полиэфирные, полиуретановые, изоляция проводов типов ПЛД, ПЭПЛО из лавсана, эмалевая изоляция проводов типов ПЭВТЛ, ПЭТВ и др. на основе полиуретановых и полиамидных смол); класс В — материалы на основе слюды (миканиты, микаленты, слюдиниты, слю-допласты), стекловолокна (стеклоткани, стеклолакоткани), асбестовых волокон (пряжа, бумага, ткани) с бумажной, тканевой или органической подложкой; пленкостеклопласт «Изофлекс»; пластмассы с неорганическим наполнителем; слоистые пластики на основе стекловолокнистых и асбестовых материалов; термореактивные синтетические компаунды; эмалевая изоляция проводов типов ПЭТВ, ПЭТВП и др. на основе полиэфирных лаков и термопластических смол. Пропитывающими составами служат битумно-масляно-смоляные лаки на основе природных и синтетических смол; класс F — материалы, указанные в классе В, из слюды, стекловолокна, асбеста, но без подложки или с неорганической подложкой; пленкостеклопласт «Имидофлекс», стекловолокнистая и асбестовая изоляция проводов типов ПСД, ПСДТ, а также эмалевая изоляция проводов типов ПЭТ-155, ПЭТП-155 на основе капрона. Пропитывающими составами служат термостойкие синтетические лаки и смолы; класс Н — указанные в классе В материалы из слюды, стекловолокна и асбеста без подложки или с неорганической подложкой, кремнийорганические эластомеры, стекловолокнистая и асбестовая изоляция проводов типов ПСДК, ПСДКТ, эмалевая изоляция проводов типов ПЭТ-200, ПЭТП-200 и др. на основе кремнийорганических лаков; пропитывающими составами служат кремнийорганические лаки и смолы; класс С — слюда, стекло, стекловолокнистые материалы, электротехническая керамика, кварц, шифер, асбестоцемент, материалы из слюды без подложки или со стекловолокнистой подложкой, полиимидные и полифторэтиленовые пленки. Связующим составом служат кремнийорганические и элементоорганические лаки и смолы. Электрические машины с изоляцией класса А практически не изготовляются, а класса Е — находят ограниченное применение в машинах малой мощности. Применяют в основном изоляцию классов В и F, а в специальных машинах, работающих в тяжелых условиях (металлургия, горное оборудование, транспорт),— класса Н. В результате использования более нагревостойких материалов, улучшения свойств электротехнических сталей и улучшения конструкций за последние 60—70 лет удалось уменьшить массу электрических машин в 2,5—3 раза. Наибольшей нагревостойкостью обладают стекловолокнистые и слюдяные материалы, содержащие кремнийорганические связующие и пропитывающие составы, эмалевая изоляция проводов на основе кремнийорганических лаков и синтетические пленки «Изофлекс», «Имидофлекс» и др. Приведенные предельные температуры нагрева для отдельных классов изоляции не могут быть полностью использованы в практике, так как в условиях эксплуатации электрических машин и аппаратов не представляется возможным установить точный контроль за температурой изоляции наиболее нагретых деталей. Поэтому существующие стандарты на электрические машины устанавливают более низкие пределы допускаемых температур отдельных деталей машин в зависимости от конструкции этих деталей и расположения их в машине. Нормируют не сами температуры, а максимально допустимые превышения температур max, так как от нагрузки машины зависит только превышение температуры. В таблице приведены в качестве примера предельно допускаемые превышения температуры max для отдельных частей электрических машин общего применения (О) и тяговых (Т) при продолжительном режиме работы при измерении температуры обмоток по методу сопротивления (т. е. по измерению сопротивления соответствующей обмотки в результате нагрева), а температуры коллектора и контактных колец — 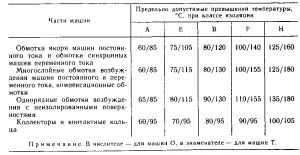 с помощью термометров. Эти данные соответствуют температуре окружающей среды +40 °С для машин О и +25 °С для машин Т. Если температура окружающей среды больше или меньше +40 или +25 °С, то стандарт разрешает определенные изменения допустимых превышений температур. При работе машины в горных местностях, где из-за понижения атмосферного давления ухудшается теплоотдача, стандарт предусматривает некоторое уменьшение допустимых превышений температуры. Литература. https://myslide.ru/presentation/skachat-elektrobezopasnost-pravila-texnicheskoj-ekspluatacii-elektroustanovok https://ppt-online.org/181239
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||