Инструкция_по_эксплуатации_принтера. Инструкция по эксплуатации поможет Вам правильно запустить 3D принтер, подготавливать его к работе, а также, эксплуатировать
 Скачать 5.5 Mb. Скачать 5.5 Mb.
|

Описание принтера Steel RocketПринцип работы3D принтер Steel Rocket работает по технологии FDM/FFF. FFF «Fused Filament Fabrication» («производство способом наплавления нитей») / FDM «Fused Deposition Modeling» (Моделирование методом послойного наплавления) – это аддитивные технологии, являющиеся самыми популярными в построении трёхмерных моделей. 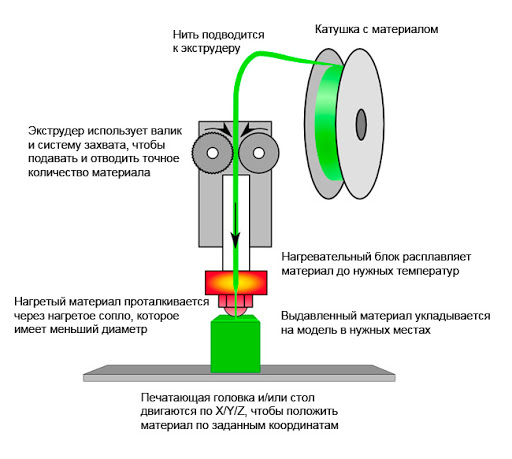 Для построения трёхмерной модели используется нить пластика, которая подаётся в зону нагрева, где расплавляется. Получившаяся расплавленная нить наплавляется на печатный стол, и постепенно, «рисуя» 3D принтер создаёт трёхмерную модель. 3D принтер состоит из: Экструдер (Extruder) – является собирательным термином, который включает в себя: Фидер (Подающий механизм) Cold End (Радиатор) Heat Break (Термобарьер) Hot End (Нагревательный блок) Сопло В экструдерах типа Bowden добавляются фитинги, а также, тефлоновая (PTFE) трубка Различные направляющие, для линейного перемещения осей X, Y, Z. Направляющие могут быть как линейными валами, так и линейными рельсами. Электроника: Блок питания Управляющая плата с микроконтроллером Драйвера шаговых двигателей Вентиляторы Шаговые двигатели Различные приводные механизмы: Шкивы Приводные ремни Муфта В зависимости от кинематики, модели и модификации, составные части 3D принтера могут меняться. Принтеры, использующие данные технологии широко используются в различных отраслях промышленности, прототипировании, декорирования, обучения, а также, для домашнего использования. Выбор основных расходных материаловКак было ранее описано, принтер осуществляет печать при помощи специальных нитей пластика, называемые филаментом. В продаже представлено огромное количество различного вида пластиков, в которых легко запутаться. Но есть основные виды пластика, используемые большинством пользователей 3D принтеров: PLA (Полилактид) – это биоразлагаемый пластик, сырьё которого производят из кукурузы, сахарного тростника и других органических веществ. Из этого можно сделать вывод, что PLA пластик самый нетоксичный из всех пластиков для 3D печати. Одновременно с этим плюсом, PLA также имеет недостаток в виде не самой большой долговечности и более быстрой биоразлагаемости, сравнительно с остальными видами пластика. В основном, PLA обладает довольно большой твёрдостью (R70-R90 по Роквеллу), но и обладает высокой хрупкостью. Сам материал имеет очень низкую температуру размягчения, порядка 50°C. Одновременно с этим, пластик довольно тяжело поддаётся истиранию, наждачной бумагой обрабатывается тяжело. Но стоит слегка нагреть изделие из PLA, как оно моментально теряет свою геометрию, и начинает «плыть». Использование деталей из PLA на открытом солнечном месте не рекомендуется, поскольку, даже нагретый автомобильный салон, может поспособствовать расплавлению PLA. Данный пластик не рекомендуется использовать в инженерных задачах. Но из-за большой лёгкости в печати, предсказуемости результата, отличного качества печати нависаний при достаточном охлаждении данный пластик рекомендуется использовать для прототипов, демонстрационных макетов, игрушек, статуэток и подобных арт. объёктов. Из-за не токсичности допускается для печати рядом с детьми, а то и печати игрушек для них. А благодаря сравнительно низкой усадкой, его можно использовать в малых элементах с малым допуском, главное дать PLA охладиться. Бывают случаи, что PLA пластик может прилипать к термобарьеру (Heat Break) принтера, из-за чего могут возникнуть засоры. В данном случае может помочь пару капель растительного масла на фильтр для филамента. Пластик стал одним из самых популярных из-за лёгкости в печати, довольно низкой цены, массовости в производстве и печати. Также, популярности способствует огромный выбор цветовой палитры. Рекомендации по настройкам печати пластиком PLA: Обдув: для PLA обдув является самым важным параметром печати для PLA. Обдува пластик не боится, а наоборот любит, и чем больше, тем лучше. Обдув можно ставить в районе 90-100%. Температура экструзии: Температура экструзии пластика невысокая, обычно закрепляется в районе 190-230°C. Бывают случаи печати на более высоких температурах, вплоть до 240°C. Но это больше связанно от красителя и производственного сырья пластика, также от погрешности измерений температуры. Как и любой другой пластик, для определения температуры рекомендуется печатать тестовую башню. Если же вы купили маленький пробник пластика, то самая универсальная температура обычно является 210-215°C. При экструдировании пластик не должен быть излишне жидким, PLA довольно быстро застывает и становится более твёрдым. Если же PLA избыточно жидкий, легко вытекает, тянется, имеет потемнения, то скорее всего вы его перегреваете. Слишком твёрдым пластик на выходе из сопла быть не должен. Температура стола: практически все печатники выставляют в районе 60-65°C. Делается это потому, что температура стеклования у данного пластика находится на этом уровне. Перегревать пластик на столе также не стоит, поскольку он становится слишком вязким и может растекаться по печатаемой платформе. Несмотря на то, что многие утверждают, что из PLA можно печатать без подогрева стола, всё же это не рекомендуется. Поскольку неточности калибровки, настроек печати, способны испортить печать, загибанием углов модели. Скорость: к скорости экструдирования PLA не требователен. Важно только то, чтобы на скоростях от 70 мм/сек, и ускорениях от 1500 мм/сек2 пластик успевал в равной степени прогреваться и охлаждаться. Поэтому, при высоких скоростях печати рекомендуется ставить Hot End типа Volcano. Также, можно поднимать температуру выше, но это чревато перегревом пластика при долгом нахождении его в Hot End. Обдув же в таком случае желательно заменить на центробежные вентиляторы типоразмера 5015 (50х50х15) Ретракт: поскольку PLA сам по себе не такой тягучий, как PET-G, то и к ретрактом он не такой требовательный. Для экструдеров типа Bowden (3D принтер Steel Rocket) длинна ретракта варьируется от 4 до 9 мм, при большом износе фитинга, возможна большая длина ретракта. Для экструдеров типа Direct длинна ретракта варьируется от 1 до 5 мм, бывает случаи более длинных ретрактов. К скорости ретракта PLA не требователен, скорость можно ставить вплоть до 50 мм/сек, но возможно появления наплывов и артефактов на модели. Поэтому лучше всего ставить скорость в районе 30-40 мм/сек. Адгезия к печатному столу: некоторыми печатниками утверждается, что PLA вообще не требует различных адгезивов (клеющего состава) для прилипания пластика к столу. Но в реальности такое бывает редко, поэтому здесь стоит попробовать печатать без адгезива. В таком случае, требуется обязательно наблюдать за печатью, чтобы при срыве модели от стола остановить принтер ABS (Акрилонитрил бутадиен стирол) – представляет из себя ударопрочный технический пластик для печати. Несмотря на то, что до сих пор ведутся споры о токсичности ABS пластика, принято считать, что ABS всё же является токсичным пластиком. Хотя и это до конца не изучено, кто-то утверждает, что пластик вреден и у него выделяются опасные вещества при нагреве, а кто-то утверждает совершенно обратное. При печати этим пластиком возможно раздражение глаз, кожи и дыхательных путей. Длительное же использование ABS пластика при печати может вызвать тошноту и головную боль. Рекомендуется к печати из ABS подходить с осторожностью. Желательно, не печатать данным пластиком при присутствии детей. А в саму комнату с печатающим 3D принтером оснастить вытяжкой. Сам же пластик подвержен огромнейшей усадки, из-за чего при печати возникают огромные напряжения внутри самой печатаемой модели. Именно поэтому рекомендуется печатать ABS пластиком в закрытом от сквозняков 3D принтере, желательно, оснащённой активной термокамерой с постоянной поддержкой заданной температуры. Если же данные условия не соблюдаются, из-за внутренних напряжений в печатаемой модели, при воздействии на неё сквозняка модель может разрушиться на слои или отлипнуть от нагреваемого стола. Поэтому основная задача – полностью исключить влияние сквозняков, даже прохождение рядом людей могут задуть пластик так, что он будет расслаиваться. Несмотря на это, пластик пользуется огромной популярностью из-за совмещения низкой цены с отличными техническими характеристиками. Используется для печати любых технических деталей, от шестерёнок до различных механизмов. Для арт. объектов обычно используют не часто, но если принтер хорошо настроен, то и это не проблема для ABS. Высокую усадку же компенсируют настройками. Рекомендации по настройкам печати пластиком ABS: Обдув: как упоминалось ранее, ABS боится сквозняков из-за высокой степени усадки. Поэтому очень часто ABS печатается вообще без обдува. С полной изоляцией от сквозняков охлаждающего вентилятора Cold End (Радиатора). Бывают случаи, когда обдув всё же включается для печати. Но в таких случаях обдув должен быть не сильным, в районе 10-25%. Желательно всё же экспериментировать с обдувом, чтобы добиться лучшего результата печати. Но для начала печати всё же рекомендуется печатать без обдува, чтобы решить проблемы адгезии, а далее, экспериментировать. Температура экструзии: Температура экструзии пластика довольно высока, обычно варьируется в районе 220 - 260°C. Универсальная температура располагается в районе 240-245°C. Как и для любого пластика, требуется калибровка по температурной башне. Температура стола: из-за высокой температуры размягчения, находящаяся в районе 95-117°C, соответственно, требуется и высокая температура стола. Температуру стола рекомендуется выставлять в районе 95-115°C, универсально 105-110°C. При наличии активной термокамеры, с изоляцией сквозняков и использованием более сильных адгезивов температуру стола можно понизить вплоть до 80°C. Скорость: к скорости экструдирования ABS, как и PLA не требовательны. Но поскольку у ABS при печати используются более высокие температуры, то и требования к нагреву выше. Аналогично, как и с PLA при более высоких скоростях рекомендуется использовать Hot End типа Volacno или повышать температуру. Но как уже известно, повышение температуры далеко не лучшее решение. Ретракт: ABS также не требователен к ретрактам, настройки аналогичны, как и для PLA: Для экструдеров типа Bowden (3D принтер Steel Rocket) длинна ретракта варьируется от 4 до 9 мм, при большом износе фитинга, возможна большая длина ретракта. Для экструдеров типа Direct длинна ретракта варьируется от 1 до 5 мм, бывает случаи более длинных ретрактов. К скорость ретракта можно ставить вплоть до 50 мм/сек. Но лучше всего ставить скорость в районе 30-40 мм/сек. Адгезия к печатному столу: ABS крайне требователен к хорошим адгезивам, поэтому рекомендуется использовать более серьёзную артиллерию в виде малярного скотча, различных адгезивных наклеек или магнитных ковриков, а также, клея БФ-2 смешанного со спиртом. БФ-2 смешанный со спиртом лучше всего наносить очень тонким слоем, ровняя его до состояния тонкой плёнки. Для подобной цели очень хорошо подходят скребки, карточки или лезвия для канцелярских ножей. Разводить его нужно экспериментально, кому-то больше нравится разводить 1 к 10, а кому-то 1 к 1 (БФ-2 к спирту). Спирт лучше всего использовать изопропиловый 99%. PET-G (полиэтилентерефталат-гликоль) – является интересным компромиссом между ABS и PLA. Имеет большую температуру размягчения чем у PLA, но меньшую, чем у ABS, порядка 80-90°C. Можно сказать, что с этим пластиком знаком каждый человек, это те же самые бутылки из под напитков, только в нашем случае, пластик модифицирован добавлением гликоля. По свойствам представляет из себя ударопрочный, но при этом, достаточно мягкий и податливый пластик. Имеет не большу усадку, от чего не имеет минуса ABS. Расплавленную нить можно охарактеризовать как очень текучий, пластичный пластик, что и является его основным недостатком, но одновременно и плюсом. А плюс в том, что межслоевая адгезия (спекаемость слоёв или по другому, межслоевая прочнсть) очень высокая. Только здесь главное дать пластику хорошо сцепиться с предыдущим слоем не перестаравшись в охлаждении. Часто PET-G можно применять в контакте с пищей, что, всё же лучше не делать. Его можно использовать даже для некоторых медицинских нужд, различных переходников или даже корпусов масок. Для объектов, которые могут подвергаться постоянному или ударному воздействию, таких как механические детали, детали 3D-принтера и защитные накладки, PETG является идеальным вариантом. Сам пластик используют обычно как и для технических деталей, так и для арт. объектов. В целом, PET-G требует к себе довольно индивидуального подхода и требователен в некоторых настройках. Но после открывается с очень положительных сторон. Рекомендации по настройкам печати пластиком PET-G: Обдув: рекомендуется ставить небольшой обдув, поскольку при сильно обдуве пластик успевает застыть и межслойная адгезия выходит очень плохой, модель может рассыпаться в руках. Из-за этого рекомендуемый обдув в районе 15-35% в зависимости от кулеров. В любом случае, необходимо экспериментировать и найти золотую середину, но универсальным будет обдув в 25% Температура экструзии: из-за приближенной к ABS температуре размягчения, печать происходит при аналогичных температурах. Рекомендуется ставить температуры в районе 220-250°C, универсальной же температурой считается 230-235°C. Как показывает практика, PET-G лучше лишний раз не перегревать, также, ему очень не нравятся частые перепады температур от ± 3°C. Даже несмотря на такой незначительный перепад температур PET-G начинает кардинально изменять свою текучесть, становится либо более текучим, либо же более вязким. Соответственно, это может приводить к артефактам в печати, вплоть до сплющивания и слоёв. При данной проблеме необходимо регулировать PID (ПИД, пропорциональный-интегральный-дифференциальный закон регулирования) Температура стола: рекомендуемая температура стола варьируется в районе 70-80°C. Скорость: все рекомендации по скорости аналогичны как у PLA с ABS Реракты: поскольку пластик очень текучий рекомендуется не ставить слишком высокие скорости ретракта, желательно в районе 25-35 мм/сек. Можно также и большее значение, но нужно проводить дополнительные тесты для вашего пластика. Расстояние ретракта аналогичны как у PLA с ABS. Адгезия к печатному столу: PET-G не настолько требователен к адгезии как ABS. Печатать можно даже без адгезивов, нужно лишь правильно выставить зазор между столом и соплом. Вдобавок, PET-G от некоторых компании может быть излишне хорошим в адгезии к печатному столу, что вынуждает некоторых печатников использовать адгезивы в качестве прослойки между столом и пластиком. Это может спасти стекло или печатную поверхность вашего стола от повреждения, но такое бывает довольно редко. Самое важное – это хорошо обезжирить стол перед печатью, в качестве обезжиривается рекомендуется использовать изопропиловый 99% спирт. На печатной поверхности не должно быть следов от пальцев, и пыли, после обезжиривания стол должен быть чистый и прикасаться пальцами к нему нельзя! |