Инструкция по выполнению лабораторной работы. ЛР1. Инструкция по выполнению лабораторной работы 1 Контроль размеров с помощью концевых мер длины
 Скачать 321.31 Kb. Скачать 321.31 Kb.
|

|
Концерн Беллегпром УО «Барановичский государственный колледж легкой промышленности имени В. Е. Чернышева» Учебная дисциплина: «Нормирование точности и технические измерения» Инструкция по выполнению лабораторной работы №1 «Контроль размеров с помощью концевых мер длины» Составитель: Скобялко А. В. Обсуждено и одобрено на заседании цикловой комиссии: общетехнических дисциплин Протокол от______________№___ г. Барановичи 2019 Тема: «Контроль размеров с помощью концевых мер длины». Цель: Научиться пользоваться концевыми мерами длины. Закрепить умения делать заключения о годности контролируемых параметров. Оснащение работы: комплект учебно-методической литературы; техническая литература и государственные стандарты; методические указания к выполнению лабораторной работы, комплект концевых мер длины. Основные теоретические сведения Плоскопараллельными концевыми мерами длины называют меры длины с постоянными значениями размеров, которые находятся между двумя параллельными плоскостями у детали, имеющей форму прямоугольного параллелепипеда. Концевые меры предназначены для передачи размеров от эталона длины до изделия, для воспроизведения и хранения единиц длины. Применяются для установки, проверки и градуировки измерительных приборов и инструментов, для проверки и установки калибров, для измерения и разметки точных изделий, при различных лекальных, слесарных, сборочных и станочных работах. Измерительные (рабочие) поверхности концевых мер длины обладают способностью прочно сцепляться друг с другом при надвигании одной меры на другую. Эта способность, называемая притираемостью, позволяет составлять блоки из нескольких концевых мер разных размеров для получения требуемого размера. Притираемость мер объясняется их молекулярным притяжением, когда они покрыты тончайшей пленкой смазывающей жидкости (толщина не превышает 0,02 мкм). Концевые меры выпускаются наборами, которые могут состоять из 83 (набор №1), 38 (набор №2), 10 (набор №4) и так далее мер. По точности изготовления концевые меры длины делятся на 7 классов точности, обозначаемых 00; 0; 1; 2; 3; 4; 5 (класс 00 самый точный, то есть, концевые меры в этом классе имеют самый маленький допуск на изготовление по сравнению с мерами тех же номиналов в других классах). Первые пять классов точности (от 00 до 3) − это классы, допуск которых используется заводом, изготавливающим концевые меры. Допуск других двух классов (4 и 5) используется только при ремонте концевых мер длины с тем, чтобы по возможности дольше применять концевые меры на работах с невысокой точностью. С целью повышения точности концевых мер длины для случая использования их в качестве образцовых помимо классов точности установлены еще и разряды концевых мер. Разряд концевой меры характеризуется пределом допускаемой погрешности измерения (аттестации) ее длины. У нас в стране установлено 5 разрядов с 1-го по 5-й (для первого разряда наименования погрешность аттестации). При измерении концевой меры длины с целью присвоения ей определенного разряда употребляют выражение «аттестация на разряд», потому что после такого измерения на набор концевых мер (в наборе могут быть меры только одного разряда) выдается аттестат, в котором указываются действительные отклонения каждой меры от нанесенного на ней номинального размера. Наиболее частым материалом, используемым для изготовления концевых мер, являются хромистые стали марок 20ХГ, ХГ, IIIX15 и Х. Твердость измерительных поверхностей стальных концевых мер должна быть не менее 62 HRC. Шероховатость измерительных поверхностей концевых мер длины для того, чтобы обеспечить хорошую притираемость и износостойкость поверхностей, должна быть не более 0,063 мкм по критерию RZ. Концевые меры могут использоваться в виде отдельной концевой меры, в виде блока концевых мер, в том числе со специальными принадлежностями. Принадлежности выпускаются наборами, в которые входят: державки, боковички, лекальная линейка, основание. Плоскопараллельные концевые меры длины (ГОСТ 9038-90) Плоскопараллельные концевые меры длины служат для передачи размеров от эталона изделию. В машиностроении и других отраслях промышленности их используют в таких целях: – Согласно ГОСТ 9038-90 концевые меры длины (сокращенно КМД) выполняются в форме прямоугольного параллелепипеда с двумя взаимнопараллельными плоскими измерительными поверхностями. хранение и передача единицы длины; – поверка калибров; – градуировка и поверка различных мер и средств измерений; – разметочные и координатно-расточные работ высокой точности; – определение размеров приспособлений и изделий; – наладка станков, инструментов и др. Номинальный размер КМД В качестве размера плоскопараллельной КМД принимается ее срединная длина. Срединную длину определяют перпендикуляром, опущенным из середины одной из измерительных поверхностей КМД на противоположную поверхность. Номинальный размер срединной длины l влияет на определение значения сторон a и b в сечении мер. Номинальный размер срединной длины указан на каждой мере длины. Концевые меры изготовляются классов точности: – стальные 00; 01; 0; 1; 2; 3; – твердосплавные 00; 0; 1; 2 и 3. Самым точным является класс 00. Составление блока плоскопараллельных концевых мер длины по классу: Определить размеры отдельных концевых мер, входящих в блок. Блок должен состоять из возможного меньшего количества мер (не более 4). Для осуществления этого, при определении размеров мер, входящих в блок, необходимо придерживаться следующего правила: размер первой концевой меры должен содержать последний или два последних знака размера блока, размер второй концевой меры – аналогично последние знаки остатка и так далее. Это правило может быть пояснено следующим примером. Требуется составить блок размером 28,785 мм. Размер блока ___________________28,785 мм Размер 1-й меры 1,005 мм Остаток 27,78 мм Размер 2-й меры 1,280мм Остаток 26,5 мм Размер 3-й меры 6,5 мм Остаток 20 мм Размер 4-й меры 20 мм Промыть концевые меры в спирте или авиационном бензине и тщательно протереть мягкой тканью. Протереть мягкой тканью. 3. Произвести притирку концевых мер. Для этого приложить измерительную поверхность одной концевой меры к другой не более чем на одну треть 7 длины и затем с легким нажимом надвигать вдоль длинного ребра до полного совмещения плоскостей. После этого таким же способом притереть остальные меры. Записать в бланк отчета: основные данные набора концевых мер длины, номинальные размеры отдельных концевых мер и блока. Точностные характеристики концевых мер длины Основными точностными характеристиками концевых мер длины являются ее срединная длина и отклонение от плоскопараллельности. Срединная длина концевой меры определяется длиной перпендикуляра, опущенного из середины одной из измерительных поверхностей на противоположную измерительную поверхность. Отклонение от плоскопараллельности меры называется большая по абсолютной величине положительная или отрицательная разность между длиной меры в любой точке и срединной ее длиной. Допустимые отклонения срединной длины и допустимые отклонения от плоскопараллельности концевых мер в зависимости от установленных классов точности не должны превышать величин, указанных в таблице 1.1. Применение концевых мер по разрядам, то есть с учетом поправок к их номинальным размерам, повышает точность измерений, а также расширяет возможность использования мер грубых классов или мер, бывших в эксплуатации и прошедших ремонт. Поскольку разряд характеризуется погрешностью измерений концевых мер, при применении их по разряду необходимо наличие аттестата, где указывается действительная величина концевой меры с точностью до десятых долей микрона и погрешности, с которой производились измерения. Для приведенного выше примера набора блока по аттестату находим действительные размеры концевых мер: 1-я мера имеет размер − 1,00502 мм, 2-я мера имеет размер − 1,28012 мм, 3-я мера имеет размер − 6,5000 мм, 4-я мера имеет размер − 20,0002 мм. Следовательно, размер блока по аттестату будет равен 28,78534 мм. При составлении блока из концевых мер по разряду на результаты измерений будут влиять предельные погрешности действительного значения срединной длины концевых мер, входящих в состав блока. Предельные погрешности действительного значения срединной длины концевых мер и отклонения от плоскостности и параллельности не должны превышать величин, установленных в таблице 1.2 для соответствующего разряда. Таблица 1.1 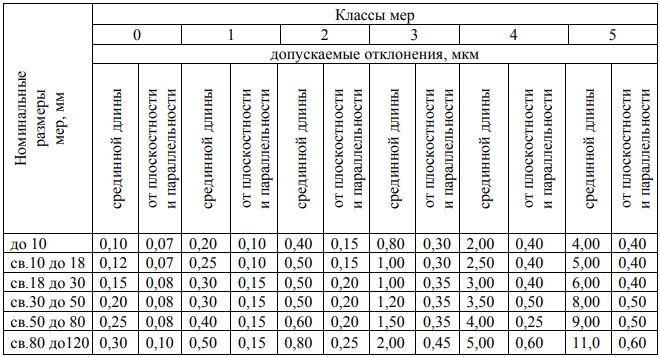 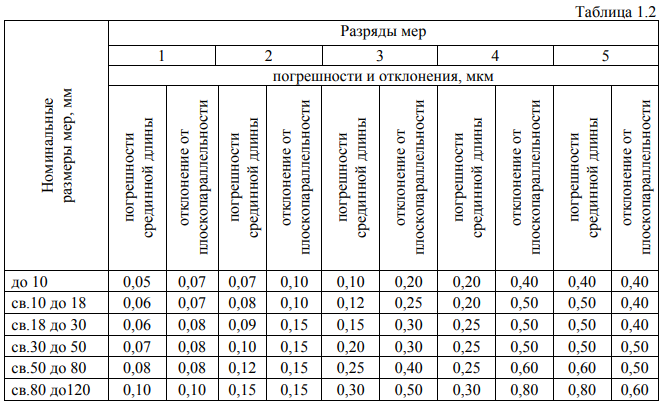 Контроль калибра – скобы концевыми мерами длины 1. Выполнить на бланке отчета эскиз скобы с указанием маркировки. 2. Определить предельные размеры проходной и непроходной сторон скобы по формулам: 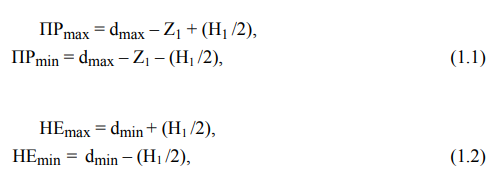 где dmax, dmin –предельные размеры вала, контролируемого данным калибром – скобой, находят по ГОСТ 25346 и ГОСТ 25348 (табл. 1.4). Значения Н1 и Z1 выбираются по ГОСТ 24853 (табл. 1.3).  3. Проверить проходную сторону скобы. Для этого необходимо набрать блок концевых мер с размером, равным наибольшему предельному размеру проходной стороны калибра-скобы. 4. Подсчет размеров отдельных концевых мер и их притирку производить, как указано выше. Ввести блок концевых мер между измерительными поверхностями скобы. Скобу при этом можно держать в руках или закрепить в стойку. Размер скобы должен быть равен размеру блока. При небольшом усилии ощущается плотность соприкосновения поверхностей скобы и блока (припасовка) и отсутствие качки. Если блок не входит в скобу или болтается, то действительный размер скобы не соответствует исполнительному. То есть скоба не годна к использованию в работе.  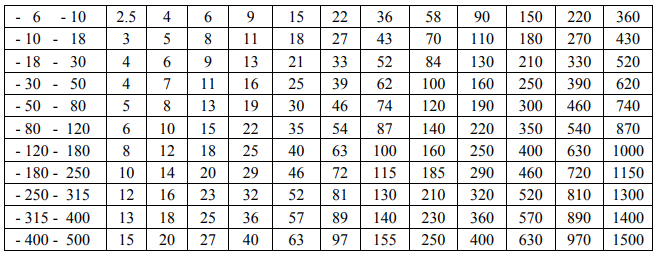 Порядок выполнения работы 1. Тема лабораторной работы. 2. Цель лабораторной работы. 3. Эскиз калибра – скобы с указанием маркировки и исполнительных размеров сторон калибра. 4. Основные данные набора блоков концевых мер (таблица 1.5). 5. Заполненные таблицы 1.6 …1.7. 6. Выводы. 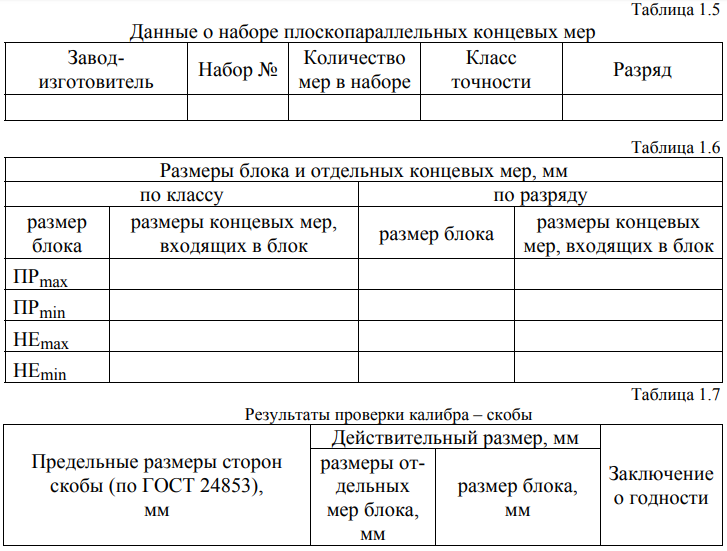  Контрольные вопросы 1. Что понимается под плоскопараллельными концевыми мерами длины? 2. Области применения концевых мер. 3. Что такое притираемость концевых мер и чем она обеспечивается? 4. Классы и разряды точности концевых мер. 5. Точностные характеристики концевых мер. 6. Материалы концевых мер. Рекомендуемая литература 1. Белкин И. М. Допуски и посадки. – М. : Машиностроение, 1992. –340 с. 2. Ганевский Г. М., Гольдин И. И. Допуски, посадки и технические измерения в машиностроении. – М. : Высш. шк., 1998. – 288 с. 3. Допуски и посадки: Справочник / под ред. В. Д. Мягкова. Ч.1. – Л. : Машиностроение, 1982. – 544 с. |