Реферат Муминова. Изм. Лист докум. Подпись Дата Лист 1 Разраб
 Скачать 0.65 Mb. Скачать 0.65 Mb.
|

|
Изм. Лист № докум. Подпись Дата Лист 1 Разраб. Муминова О.А. Провер. Алексеев А.И. Кузов полувагона Лит. Листов 12 ПФ ПГУПС В-4-173 Введение: Железнодорожный транспорт является основным видом транспорта России, имеет важнейшие значение для нашей страны. Большое значение имеет рациональность конструкции вагонов и их технико-экономических показателей, провозную способность дорог, возможность широкого внедрения механизации и автоматизации при изготовлении и ремонте вагонов, а также их эксплуатации. Большую часть парка железнодорожных вагонов составляют грузовые вагоны различных типов. Полувагоны составляют значительную часть грузового вагонного парка, используемую наиболее интенсивно. лист Рисунок 1. Кузов универсального полувагона 1. Полувагоны предназначены для перевозки каменного угля, руды, леса, проката металлов, а так же других сыпучих и штучных грузов, не требующих укрытия и защиты от воздействия атмосферной среды. Кузов полувагона не имеет крыши, что обеспечивает удобство использования разнообразных средств механизации при погрузке и выгрузке вагона. Полувагоны делятся на универсальные – разгрузочными люками в полу и специализированные – с глухим кузовом (без крышек люков в полу и с глухими торцевыми станами). Кузов полувагона модели 12-753 цельнометаллический, с четырнадцатью разгрузочными люками в полу и двухстворчатыми торцевыми дверьми (рис. 1). Он состоит из рамы 13, двух боковых 1 и двух торцевых стен 2, а так же пола, образованного крышками люков. Торцевые створки двери навешиваются тремя петлями 4 на кронштейны угловых стоек боковых стен и при необходимости открываются вовнутрь . Левая створка фиксируется в закрытом положении нижним запором 6 в виде закидки, а правая – верхним клиновым запором 8. Наружная лестница 3 и поручень 5 установлены для удобства обслуживания вагона в эксплуатации. Для придания необходимой прочности крепления угловых стоек к концевым балкам рамы и нижним обвязкам стен их соединения усилены накладками 9, 10, 11 и 12. Соединения промежуточных стоек с поперечными балками рамы также усилены накладками 14. На концевых балках рамы предусмотрены посадочные места 7 для постановки буферных стаканов на случай сцепления с вагонами железных дорог колеи 1435 мм, оборудованных винтовой стяжкой. Для крепления перевозимых грузов внутри вагона на боковых стенах размещены скобы и увязочные кольца. На нижней обвязке стоек стен закреплены планки 15 для деталей запора крышек люков и скобы 16 для использования лома при закрытии крышек люков. Боковая стена 1 четырехосного цельнометаллического полувагона состоит из верхней и нижней обвязок, угловых и боковых стоек и металлической обшивки из листов гнутого профиля с продольно расположенными гофрами. Толщина нижних листов обшивки 5 мм, верхних - 4 мм. Стойки и верхняя обвязка выполнены из гнутых профилей, нижняя обвязка- из прокатного уголка 160*100*10 мм. 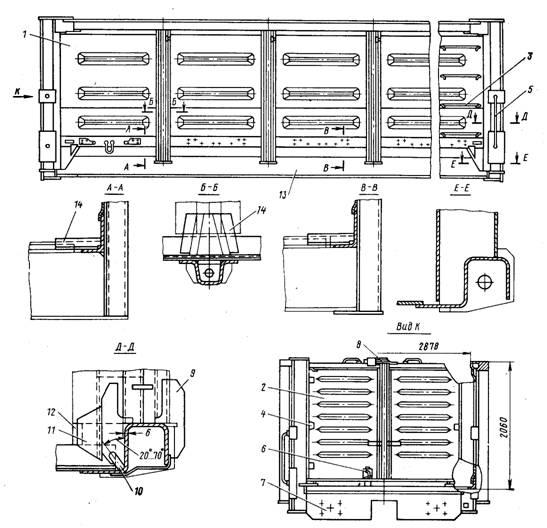 лист Торцевая дверь полувагона 2, состоящая из двух створок, подвешена шарнирно петлями 4 к угловым стойкам кузова. Верхняя обвязка двери выполнена из гнутого профиля, усиленного горизонтальной планкой, нижняя и боковые обвязки- из уголка. Средняя обвязка правой створки состоит из двух сваренных между собой гнутых Z-образных профилей, образующих коробчатое сечение. Средняя обвязка левой створки выполнена из Ω- образного профиля. Для удержания в закрытом положении дверь снабжена верхним 8 и нижним 6 запорами. Нижний запор в виде шарнирно прикрепленной закидки расположен на левой створке, у закрытой двери закидка заходит за ее порог и не позволяет створке открываться. Правая створка удерживается в закрытом положении левой створкой посредством верхнего запора. Последний состоит из запорного клина, скрепленного с верхней обвязкой правой створки, направляющих и планки, которые соединены с верхней обвязкой левой створки двери. Четырнадцать металлических крышек разгрузочных люков образуют пол. Крышка люка отштампована из листа толщиной 5мм с шестью гофрами, расположенными поперек вагона. По краям, в направлении гофров, крышка имеет обвязочные балки омегообразного сечения, усиленные уголками, ребрами косынками. Для придания крышке люка жесткости в направлении вдоль вагона со стороны закидок люкового запора приварена штампованная Z- образная передняя обвязка, в средней части – штампованная Ω- образного профиля средняя обвязка, со стороны петель – усиливающая планка. В открытом положении крышки люков образуют с горизонталью углы: над тележками- 230, в средней части- 310, над тормозным цилиндром- 270. Запорный механизм люка (рис.2) состоит из закидки 3, сектора 2 и планки 1. Закидка имеет два зуба. Сектор препятствует самопроизвольному перемещению закидки во время движения вагона, а следовательно, и открыванию крышки люка. На крышке люка размещены приварные литые косо расположенные кронштейны 4. При закрывании крышки вначале закидку заводят под кронштейн нижним зубом, затем через скобу 16 (рис.1) крышку поднимают ломом так, чтобы закидка зашла под кронштейн верхним зубом. Далее, поворачивая сектор, фиксируют закидку неподвижно. 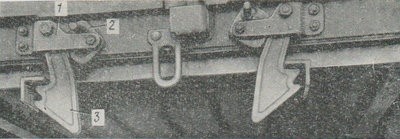 Рисунок 2. Запорный механизм люка лист Свойство материалов: Каркас кузова грузовых вагонов Материал: сталь 09Г2, 09ГД, 10Г2БД, 10ХНДП по ГОСТ 19281. Двери всех типов вагонов Материал: сталь 09Г2 по ГОСТ 19281. Крышки люков Материал: сталь 09Г2Д, 09Г2С, 10ХНДП по ГОСТ 19281. Детали запорного механизма для крышек люков Материал: сталь 25Л ГОСТ 977, сталь Ст3 по ГОСТ 380, сталь 09Г2Д по ГОСТ 19281. Нижний запорный механизм торцевой двери пола вагона Материал: сталь 25Л ГОСТ 977, сталь Ст3 по ГОСТ 380.
3. Неисправности и повреждения кузовов вагонов разнообразны и зависят от условий эксплуатации вагона и его конструктивных особенностей. Наиболее часто в элементах каркаса и металлической обшивки кузовов цельнометаллического полувагонов встречаются трещины, изгибы и изломы верхней обвязки, стоек, уширение и сужение кузова, разрушение сварных швов каркаса и обшивки, коррозионные повреждения металлических элементов кузова. При деповском ремонте вагонов местные прогибы и вмятины элементов каркаса не должны превышать 30 мм, а перекосы кузовов полувагонов – не более 50 мм. Наибольшее уширение боковых стен полувагона не должно превышать 60 мм в средней части, а в плоскости угловых стоек – 30 мм. Чаще всего многие неисправности кузова возникают из-за неправильной эксплуатации вагона.
1. Календарный срок; 2.Пробег; лист Календарный срок. Период эксплуатации вагона на путях общего пользования от одного вида планового ремонта до другого. На железных дорогах Российской Федерации принято два вида календарного срока: двух и трёх летний. По пробегу. В срок обозначенный эксплуатацией вагона до определенного количества километров на ж.д. РФ приняты следующие сроки по пробегу: 110 тыс. км; 160тыс. км; 250 тыс.км; 500тыс. км; К окончанию срока по пробегу они подразделяются: Желтый пробег- 3 месяца (120 км). Красный – 1 месяц (50км). В процессе эксплуатации кузов цельнометаллического полувагона износился, и требует ремонта:
5.Процесс ремонта кузова: При ремонте верхней и нижней обвязок разрешается:
лист Накладки с трещинами должны заменяться на новые, независимо от длины трещин.
сечения с постановкой усиливающей накладки. На полувагонах с металлической обшивкой допускается устранение не более двух трещин, при этом одна, длиной до 100 мм - без установки усиливающей накладки, вторая - длиной до 50% сечения- с постановкой усиливающей накладки. При обнаружении трещин по металлу накладок старые накладки срезать и приваривать новые. Все сварные швы при вварке вставок должны быть зачищены заподлицо с основным металлом. Прогиб швеллера верхней обвязки без усиления устранять правкой. Допускается оставлять без ремонта прогиб швеллера верхней обвязки не более 30 мм по всей длине между стойками. Правку местных прогибов швеллера верхней обвязки производить со снятием усиления верхней обвязки и срезкой верхнего сварочного шва металлической обшивки в необходимом месте с последующим усилением и сварочных швов. Допускается установка декоративных накладок с обваркой их по периметру. Для постановки внутренних накладок с приваркой по периметру при ремонте швеллера верхней обвязки усиление верхней обвязки снимать с последующим восстановлением. Правку прогибов и изгибов верхней и нижней обвязок производить с помощью мостового крана и специальных приспособлений. Ремонт боковых стен производить в вагоносборочном участке по результатам дефектации. С помощью специальных приспособлений для правки уширения (сужения) кузова и мостового крана производить устранение суммарного уширения (сужения) боковых стен в средней части кузова, превышающего 60 мм или более 30 мм для одной боковой стены, а также суммарного уширения (сужения) угловых стоек в дверных проемах, превышающего 30 мм. Допускается перекос кузова полувагона не более 50 мм, при большем перекосе – устранять правкой. Ремонт крышек люков. При деповском ремонте крышки люков полувагона снимать только в случае необходимости проведения ремонта. При ремонте крышек люков разрешается (рис.3): - приварка планок Б под угольники крышки; - заварка дефектов В в сварных швах; -заварка не более двух трещин Г в листе крышки длиной не более 100 мм; -приварка скоб запорных угольников И; лист -заварка трещин Е в листе крышки люка в углах или местах расположения петель при условии, что толщина полотна в местах наложения сварных швов не менее 4 мм, количество трещин не более четырех и длина каждой трещины не более 100мм; при этом обязательно усиление накладками, которые должны перекрывать трещины не менее чем на 50 мм в каждую сторону; -заварка трещин в ребрах и угольниках при условии, что толщина металла в местах наложения сварных швов не менее 4 мм, с усилением угловыми и плоскими накладками Д толщиной 6 мм и длиной 100 мм; - приварка накладок З при условии, что толщина листа в местах наложения швов не менее 4 мм, размеры накладки не превышают 200х400 мм, количество накладок не более трех, а расстояние между ними не менее 150 мм; - заварка трещин К в передней отбуртовке, не выходящих на лист крышки, с последующим усилением накладкой длиной до 100 мм; - заварка лучевых трещин Ж у отверстия для заклепок. Изгиб каркаса крышки люка более 10 мм, а также выпуклость (вогнутость) обшивки править на специализированном стенде в отделении ремонта дверей и люков полувагонов механического участка. Выпуклость и прогиб крышек люков допускается не более 25 мм. При прогибе крышек размером свыше 25 мм производить правку крышек люков на вагоне или на специализированном стенде в отделении для ремонта дверей и люков полувагона. Петли и кронштейны крышек люков, имеющие изломы, заменить. Заклепки крепления кронштейна и петель крышек люков, имеющие ослабления, заменить. Упоры крышек люков с трещинами ремонтировать сваркой. Упоры крышек люка с изломами заменить новыми. Отгиб опорной площадки упоров крышек люка более 3 мм выправить. 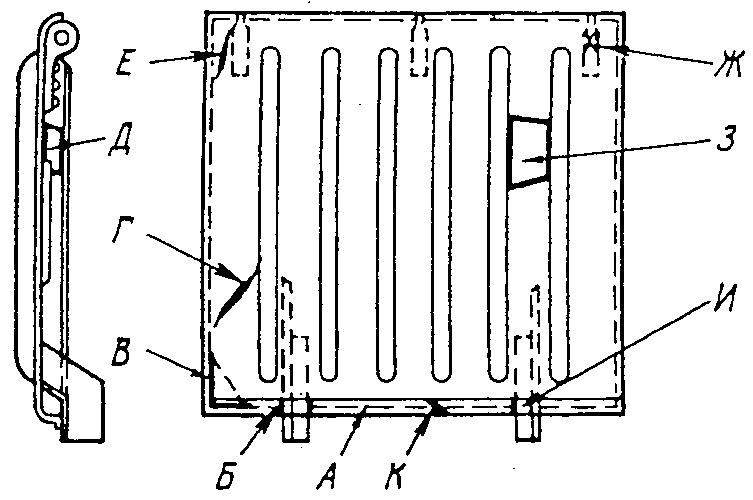 Рисунок 3.Крышка люка полувагона лист Ремонт дверей: При деповском ремонте торцевые двери, их запоры и детали крепления дверей к угловой стойке ремонтируют. Двери должны соответствовать типу вагона. Ремонт снятых с полувагонов дверей производить в отделении правки люков и дверей полувагонов механического участка. При ремонте дверей разрешается: - заменять полностью любую из обвязок двери с частичной заменой или ремонтом прилегающей обшивки как гофрированным, так и плоским листом по всей высоте двери (рис. 4 ); - устранять на всех стойках двери не более двух трещин или изломов; устранять их варкой с постановкой усиливающих накладок соответствующего профиля двери (рис. 5); на одной стойке разрешается исправлять не более одного повреждения; - заваривать поврежденные сварные швы с предварительной их разделкой и зачисткой прилегающих участков; при отрыве сварных точек дефектное место ремонтировать электросваркой; - устранять не более четырех трещин или пробоин на металлической обшивке двери; трещины и пробоины устранять постановкой заплат и накладок из плоского листа толщиной не менее 4 мм, опирающихся на элементы каркаса двери, с последующей приваркой встык сплошным швом к нижней, передней и задней обвязкам, внахлест к полкам стоек (рис. 6 ). 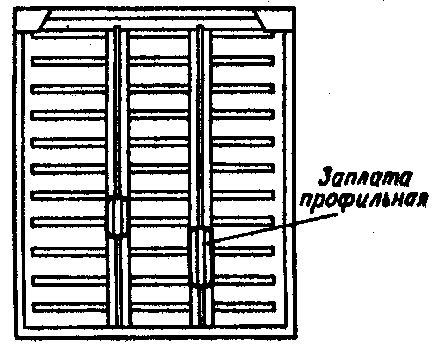 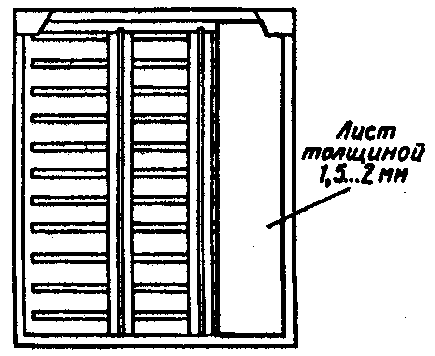 Рис. 4. Замена задней обвязки двери Рис. 5. Устранение излома или трещин стоек . 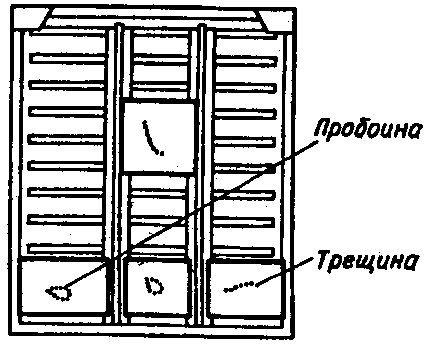 Рис. 6. Устранение трещин и пробоин лист 6. Техническая характеристика оборудования, приспособлений, инструментов используемых при ремонте кузова:
называется кран с грузозахватным устройством, подвешенным к грузовой тележке или тали, которые перемещаются по подвижной стальной конструкции. 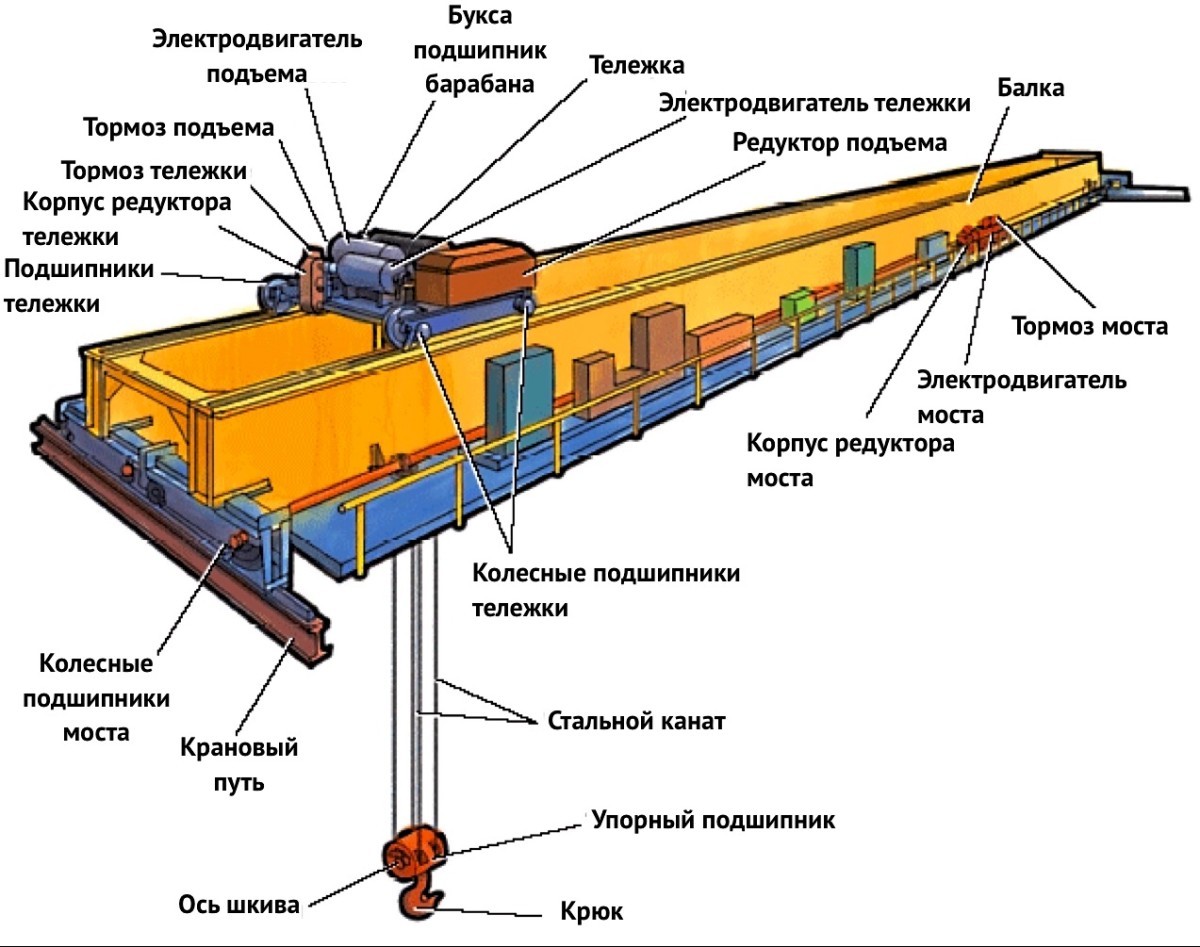
Стационарные домкратные установки УДС-120, УДС-160 и УДС-200 применяются для подъема всех типов вагонов и полувагонов, локомотивов, путевых машин и цистерн с целью их ремонта или замены колесных пар (тележек).  лист Ставлюга: Ставлюга поворотная стационарная применяется в качестве стационарной опоры кузова грузового вагона при проведении деповского ремонта в условиях депо. 
Предназначены для заваривания трещин.  лист
 7. Организация ремонта вагонов предусматривает применение безопасных приемов работ и соответствующее санитарно-гигиеническое содержание рабочих участков для высококачественного выполнения всех технологических операций. Обеспечение безопасности труда при ремонте подвижного состава должно производится в соответствии с требованиями, стандартами, стандартными нормами и правилами нормативно-технических документов. Технологические процессы и производственное оборудование не должно являться источником опасных и вредных производственных факторов, превышающих предельно допустимые значения, а также загрязнять окружающую среду выбросами вредных веществ в количестве, превышающем установленные. Это достигается благодаря внедрению комплексной механизации и автоматизации производственных процессов, применению поточно-конвеерных линий, механизированных приспособлений и инструмента. Все работники участков ремонта вагонов должны твердо знать и соблюдать требования технических, регламентирующих условия организации и выполнения ремонтных работ по восстановлению узлов и деталей вагонов. Для этого предусмотрены различные виды виды инструктажа и экзаменов по технике безопасности и санитарии. На ремонтной позиции и рабочих местах вагоносборочного участка вывешивают технологические карты, в которых указаны меры безопасности выполнения работ. лист Особое внимание уделяют ликвидации загрязнения и загазованности воздуха местной или общеобменной приточно-вытяжной вентиляцией. Обеспечивают также достаточную освещенность рабочих мест. При организации рабочего места следует установить оптимальное количество соответствующей технологической оснастки, механизмов и приспособлений, использование которыми не требовало бы излишнего напряжения физических сил рабочих, а также выполнения затруднительных движений. Размещать оборудование надо с учетом обеспечения кратчайших расстояний перемещения деталей, узлов. Оборудование в процессе эксплуатации не должно создавать недопустимую вибрацию и чрезвычайный шум. В вагоносборочном участке для улучшения рабочего места нужно поставить стеллажи и ящики для запасных частей. На участке ремонта вагонов необходимо оборудовать уголок противопожарной профилактики, где должны быть краны для пожаротушения, ящики с песком и стенды с инвентарем. На видных и доступных местах необходимо вывесить плакаты и другие наглядные пособия по вопросам охраны труда, промышленной санитарии и противопожарной безопасности лист Заключение : В ходе написания реферата я изучила технологию ремонта кузова полувагона. |