хачапури. Изучение схем сварочного оборудования
 Скачать 433.68 Kb. Скачать 433.68 Kb.
|

|
Изучение схем сварочного оборудования Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать: Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель. В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90. Отдельный элемент отвечает за питание слаботочной части конструкции. Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора. Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры. Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации. 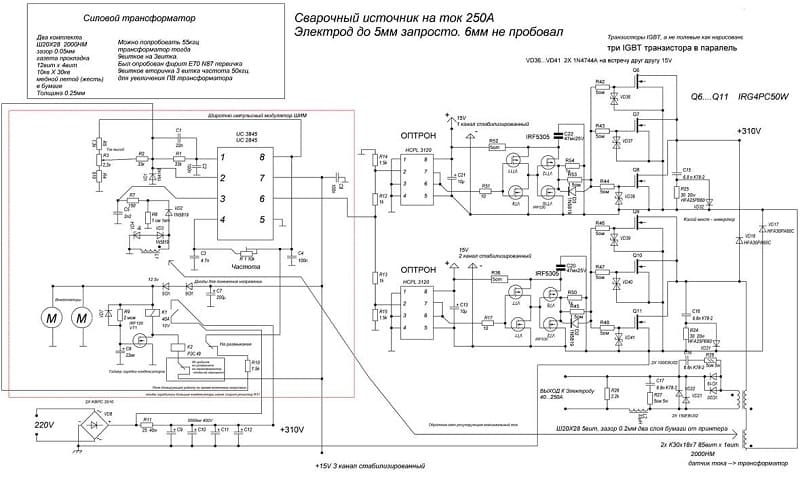 Изучение источников света, светильников и методик тех.эксплуатации светового эл.оборудования Осмотры осветительных установок При осмотрах осветительных электроустановок проверяют состояние электропроводки, щитков, осветительных приборов, автоматов, выключателей, штепсельных розеток и других элементов установки. Проверяют также надежность имеющихся в установке контактов: ослабленные контакты должны быть затянуты, а обгоревшие — зачищены или заменены новыми. Замена ламп в светильниках В производственных цехах промышленных предприятий существуют два способа смены ламп: индивидуальный и групповой. При индивидуальном способе ламп заменяют по мере их выхода из строя; при групповом способе их заменяют группами (после того, как они отслужили положенное количество часов). Второй способ экономически более выгодный, так как может быть совмещен с очисткой светильников, но связан с большим расходом ламп. При замене не следует использовать лампы большей мощности, чем это допускается для осветительного прибора. Завышенная мощность ламп приводит к недопустимому перегреву светильников и патронов и ухудшает состояние изоляции проводов. Светильники и арматуру очищают от пыли и копоти в цехах с небольшим выделением загрязняющих веществ (механические и инструментальные цеха, машинные залы, кожевенные заводы и т. п.) два раза в месяц; при большом выделении загрязняющих веществ (кузнечные и литейные цеха, прядильные фабрики, цементные заводы, мельницы и др.) четыре раза в месяц. Очищают все элементы светильников — отражатели, рассеиватели, лампы и наружные поверхности арматур. Очистку окон для естественного освещения проводят по мере их загрязнения. Рабочее и аварийное освещение в производственных цехах включают и выключают по графику лишь тогда, когда естественное освещение недостаточно для производства работ. Проверки и испытания осветительных установок при эксплуатации Электроосветительные установки при эксплуатации подвергают ряду проверок, испытаний. Проверяют сопротивление изоляции рабочего и аварийного освещения. Исправность системы аварийного освещения проверяют, отключая рабочее освещение, не реже одного раза в квартал. Автомат или блок аварийного переключения освещения проверяют один раз в неделю в дневное время. У стационарных трансформаторов на напряжение 12— 36 В изоляцию испытывают 1 раз в год, а у переносных трансформаторов и ламп на 12 — 36 В — каждые три месяца. Особенности эксплуатации люминесцентных ламп и газоразрядных ламп высокого давления Промышленность изготовляет следующие газоразрядные источники света с лампами: люминесцентные ртутные низкого давления; дуговые ртутные высокого давления (типа ДРЛ); ксеноновые (типа ДКсТ) высокого давления с воздушным охлаждением и сверхвысокого давления с водяным охлаждением; натриевые лампы высокого и низкого давления. Наибольшее распространение получили первые два типа ламп. Во время эксплуатации осмотр люминесцентных ламп проводится чаще, чем ламп накаливания. Осмотр люминесцентных ламп рекомендуется проводить ежедневно, а очистку от пыли и проверку исправности — не реже одного раза в месяц. При эксплуатации необходимо учитывать также, что после окончания нормального срока службы люминесцентной лампы (около 5 тыс. ч) она практически теряет свои качества и подлежит замене. Лампа, при работе которой наблюдаются мигание или свечение только на одном конце, подлежит замене. Изучение конструкции и принципов действия аппаратов защиты и управления Плавкие предохранители защищают участок цепи от токовых перегрузок и коротких замыканий. Разделяются на одноразовые предохранители и предохранители со сменными вставками. Используются и в промышленности и в быту. Существуют предохранители работающие на напряжении до 1кВ и так же высоковольтные предохранители установленные, работающие на напряжении выше 1000В (например, плавкие предохранители на трансформаторах собственных нужд подстанций 6/0,4 кВ). Удобство в эксплуатации, простота конструкции и легкость при замене обеспечили предохранителям очень большую распространенность. Автоматические выключатели играют ту же роль, что и предохранители. Только по сравнению с ними имеют более сложную конструкцию. Но при этом пользоваться автоматическими выключателями гораздо удобнее. В случае возникновении, например, короткого замыкания в сети вследствие старения изоляции, автоматический выключатель отключит от питания поврежденный участок. При этом сам легко восстанавливается, не требует замены на новый и после проведения ремонтных работ будет снова защищать свой участок сети. Так же пользоваться выключателями удобно при проведении каких либо регламентных ремонтных работ. Производятся автоматические выключатели с широким спектром номинальных токов. Что позволяет подобрать нужный практически под любую задачу. Работают выключатели на напряжении до 1 кВ и на напряжении свыше 1кВ (высоковольтные выключатели). Высоковольтные выключатели, для обеспечения четкого расцепления контактов и предотвращения появления дуги производятся вакуумными, наполненными инертным газом или маслонаполненными. В отличии от плавких предохранителей автоматические выключатели производятся как для однофазных так и для трехфазных сетей. То есть существуют одно-, двух-, трех-, четырехполюсные выключатели контролирующие три фазы трехфазной сети. Токовые реле, контролирующие величину тока в сети, реле напряжения, реагирующие на изменения напряжения питания, реле дифференциального тока, срабатывающие при возникновения тока утечки. Как правило такие токи утечки весьма малы, и автоматические выключатели совместно с предохранителями на них не реагируют, но могут вызвать смертельное поражение человека при контакте его с корпусом неисправного прибора. При большом количестве электроприемников требующих подключения через дифференциальное реле, для уменьшения габаритов силового щита, питающего эти электроприемники, используют комбинированные автоматы. Сочетающие в себе устройства автоматического выключателя и дифференциального реле (автоматы дифференциальной защиты или дифавтоматы). Часто использование таких комбинированных защитных устройств бывает весьма актуально. При этом снижаются габариты силового шкафа, облегчается монтаж и следовательно уменьшаются затраты на установку. Изучение последовательностей при проведении ремонтных операций при замене контактов Ремонт электромагнитных контакторов при текущем ремонте проводят с полной их разборкой. Перед разборкой контакторы продувают сжатым воздухом, снимают дугогасительную камеру и осматривают узлы и детали на определение объема ремонта. Все детали очищают от грязи, разбирают и осматривают, убеждаясь в отсутствии трещин.Рог дугогасительной системы очищают от плавлений и копоти металлической щеткой или наждачным полотном. Профиль рога проверяют по шаблону и при больших оплавлениях или трещинах восстанавливают газовой сваркой. После остывания дугогасительного рога сварочный шов зачищают напильником.Контакты с незначительным износом или имеющие подгары, зачищают бархатным или личным напильником, стараясь снять возможно меньший слой металла и не изменить профиля контакта. После зачистки контакты протирают ветошью. Места сопротивления контакта с рогом обслуживают припоем. Контакты, изношенные выше допустимых норм, могут быть восстановлены. В этом случае изношенные контакты после очистки и замеров наплавляют медью газосваркой. Контакты предварительно нагревают газовой горелкой, после чего наплавляют их рабочие поверхности. Наплавленные контакты для придания твердости простукивают молотком и обрабатывают. Размеры профиля контактов контролируют шаблонами.Дугогасительную катушку проверяют на отсутствие повреждений поверхностной изоляции, на надежность пайки кабельных наконечников; измеряют активное сопротивление обмотки и сопротивление изоляции между обмоткой и полюсами, которое должно быть не менее 10 Мом. При заниженном сопротивлении изоляции катушку сушат в печи при температуре 100-110°С или производят замену изоляционной втулки сердечника. Площадь сечения провода и число витков дугогасительной катушки должны соответствовать техническим требованиям чертежа. В случае невыполнения этого условия может быть неправильное направление магнитного выдувания электрической дуги, что приводит к сильным обгарам дугогасительных рогов и контактов. Дугогасительную катушку контактора с трещинами в витках заменяют. При постановке новой катушки контактный вывод приваривают латунью, предварительно хорошо пригнав друг к другу сопрягаемые поверхности. После этого место соединения с витками изолируют вполуперекрышу двумя слоями лакоткани и изоляционной лентой. Витки катушки прокрашивают при необходимости масляно-битумным лаком БТ-99 Витки не должны касаться друг друга и подходить ближе чем на 2 мм к дугогасительному рогу. Включающую катушку контактора - промывают бензином и осматривают на отсутствие ослабления выводных зажимов, проверяют наружную изоляцию и состояние каркаса. Для выявления возможных обрывов проводов измеряют мегаомметром активное сопротивление катушки. Оно не должно отклоняться от установленного более чем на 8% в большую или на 5% в меньшую сторону. Повышенное сверх допустимого значения сопротивление катушки укажет на возможный внутренний обрыв обмотки или на ухудшение контакта между жилой вывода обмотки и наконечником. Катушки с пониженным сопротивлением изоляции подвергаются пропитке. Ремонт и регулировка контактов и механических деталей контактора Перед ремонтом осматривают все основные части контактора, чтобы установить, какие детали подлежат замене и восстановлению. Лучше всего пользоваться заводскими запасными частями и лишь в случае их отсутствия изготовлять новые. Ремонт контакторов сводится прежде всего к восстановлению контактов. При небольшом обгорании контактной поверхности ее очищают от копоти и наплывов обычным личным напильником и стеклянной бумагой. Зачистку нужно производить осторожно, снимая небольшой слой металла. Смазывать контактные поверхности не рекомендуется, так как при возникновении дуги смазка сгорает и загрязняет поверхность, ухудшая условия работы контакта. Однако если поверхность контактов покрыта слоем серебра, чистить их напильником не рекомендуется. В случае сильного обгорания контактов необходима их замена. Для изготовления контактов применяют медные цилиндрические или фасонные прутки из твердой меди марки М-1. Ремонт и обслуживание магнитных пускателей При интенсивной работе пускателя на контактных пластинах устройства образуется нагар металла, а также копоть и окислы. Все это очищается с помощью напильника с тонкой насечкой или надфиля. После хорошей зачистки контакты промывают салфеткой которую можна смочить в уайт-спирите или также можно применить в авиационный бензин. Но все же от данной процедуры лучше отказаться в исправных пускателях, так как токопроводящий слой на контактах устройства достаточно тонкий и каждая "профилактическая чистка" будет его уменьшать. Плоскости соприкосновения якоря и сердечника вычищают мягенькой ветошью смоченной в спирту. Опосля чистки щупом шириной 0,05 мм либо узким листом бумаги необходимо проверить площадь соприкосновения сердечника и якоря, прижав рукою якорь к сердечнику. Плоскость соприкосновения обязана составлять более 70% от сечения кернов. Если же данный промежуток менее 0,2 мм, якорь либо сердечник пускателя необходимо зажать в тисках и и при помощи ратфиля спилить центральный керн. Значение данного промежутка обязано пребывать в пределах 0,2 - 0,25 мм. Вероятен и выход из строя самой катушки, они бывают как каркасные так и бескаркасные. При дефекте изоляции катушки либо обрыве обмоточного электропровода в верхних слоях обмотки снимают внешнюю изоляцию обмотки и покоробленные витки до места дефекта либо обрыва, допаивают, изолируют место пайки нового обмоточного электропровода и наматывают требуемое численность витков. Хотя порой когда дефекты катушки значительные, межвитковые замыкания, обгорании изоляции обмотки, катушку гораздо лучше поменять на новую. Порой когда при замыкание контактов случается разновременность замыкания пластин, можно попробовать исправить затяжкой хомута, держащего основные контакты на валу.Если поверхность магнитных пластин имеет повреждения и дефекты, ее очищают мягкой тряпочкой, смоченным в бензине или в уайт-спирите, и просушивают. А уже после высыхания сердечник и якорь опускают в ванночку с эмалью так, чтобы поверхности соприкосновения не были покрыты лаком, причем ширина неокрашенного пояска вокруг кромок поверхности соприкосновения должна быть не более 3 мм. Покрывать лаком якорь и сердечник магнитопровода можно и с помощью кисточки. После окраски магнитопровод на протяжение 3 часов сушат на открытом воздухе до полного высыхания. Осмотр регулировка и контроль изоляции пускорегулирующей аппаратуры очистить контакторы и реле от пыли и грязи продувкой их воздухом и протиркой чистой, мягкой ветошью, слегка смоченной электроклинером или жидкостями типа CRC 2-26 (или CRC 3-36); убедиться в легкости хода всех подвижных частей контакторов и реле, замыкая аппарат несколько раз от руки, все заедания должны быть устранены, после чего подвижные части смазываются легким машинным маслом. Необходимо, чтобы излишек масла не попадал на катушки и контактные поверхности; проверить нажатие контактов, как об этом сказано выше; проверить провалы и растворы контактов с помощью щупа, линейки или штангенциркуля и привести их в соответствие с рекомендациями завода-изготовителя; проверить состояние рабочих поверхностей контактов; если при осмотре контактов обнаружится нагар, загрязнение или капли металла, контакты необходимо зачистить бархатным напильником или надфилем. Зачистка контактов наждачной или стеклянной бумагой не допускается, вспомогательные серебряные контакты зачищаются без опиловки тела контакта; если контакты обгорели настолько, что не поддаются ремонту, их необходимо заменить на запасные. При смене контактов проверяется степень их нажатия, контакты как в момент начального нажатия, так и в конечном положении должны касаться линейно; добиваться соприкосновения контактов по плоскости не следует. Длина линии касания должна составлять не менее 75% полной ширины контактов. При очистке или замене контактов снимать якорь контактора не рекомендуется, так как после установки его на место придется проделать дополнительную работу по регулировке контактора; проверить целость дугогасительных камер и состояние их внутренних поверхностей. В случае сильной закопченности их следует зачистить шабером и протереть сухой ветошью, а при необходимости заменить; замерить сопротивление изоляции станции, которое должно быть не менее одного мегома. Организация и проведение ремонта установочных автоматов и воздушных автоматических выключателей 1.Очистка автоматического выключателя Очистить кожух выключателя от пыли сухим обтирочным материалом. Отвернуть винты и снять крышку автоматического выключателя. Расцепить рычаг (собачку) с удерживающей рейкой, для чего повернуть осторожно рейку до момента расцепления ее с собачкой. Вынуть дугогасительные камеры. Удалить копоть и пятна обтирочным материалом, смоченным растворителем. Протереть выключатель сухим Обтирочным материалом. Осмотреть автоматический выключатель и убедиться в целости пластмассового основания и крышки. 2.Проверка механической системы выключателя Несколько раз включить и отключить выключатель вручную. Скорость включения и отключения выключателя не должна зависеть от скорости движения рукоятки или кнопки (выключатель АП-50). Смазать шарнирные соединения приборным маслом. У пускателей А3700 при наличии дистанционного привода необходимо: а) отвернуть винты крепления крышки дистанционного привода и снять крышку; б) осмотреть дистанционный привод и смазать шарнир привода приборным мелом; в) закрыть крышку дистанционного привода и плотно затянуть ее винтами; г) проверить надежность заземления дистанционного привода. 3.Проверка состояния дугогасительных камер Проверить состояние дугогасительных камер. Следы копоти удалить обтирочным материалом, смоченным ацетоном, и вытереть насухо. 4.Проверка состояния контактов Осмотреть подвижные и неподвижные контакты. Контакты, имеющие нагар на рабочей поверхности, очистить обтирочным материалом, смоченным бензином и вытереть насухо. Измерить толщину металлокерамического слоя контактов штангенциркулем, Толщина металлокерамического слоя должна быть не менее О,Б мм. 5.Проверка состояния контактных соединений Осмотреть контакты в месте присоединения проводов или шин. При обнаружении следов перегрева контакты разобрать, зачистить контактные поверхности до металлического блеска, смазать техническим вазелином, собрать и затянуть. 6.Измерение сопротивления изоляции При отключенном положении выключателя мегомметром измерить сопротивление изоляции между подвижным и неподвижным контактами каждой фазы. При включенном положении выключателя измерить сопротивление изоляции между фазами автоматического выключателя. Сопротивление изоляции должно быть не менее 10 мОм. 7.Проверка работы автоматического выключателя Собрать автоматический выключатель. Включить и выключить выключатель 3--5 раз при снятом напряжении и убедиться в четкости его работы. Организация и проведение ремонта тепловых реле Техническое обслуживаниеВ типовой объем работ по техническому обслуживанию тепловых реле входят: очистка от пыли и грязи, смазка трущихся частей, ликвидация видимых повреждений, затяжка крепежных деталей, чистка контактов от грязи и наплывов, проверка исправности кожухов, оболочек, корпусов, проверка работы сигнальных и заземляющих устройств. Проверять и налаживать тепловые реле рекомендуется в лаборатории, используя специальные электрические устройства. Проверку реле начинают с внешнего осмотра: проверяют наличие пломб, целостность кожуха и плотность прилегания его к цоколю, состояние уплотнений, очистка реле. После снятия кожуха приступают к внутреннему осмотру: очищают детали, проверяют затяжку винтов, гаек, крепящих пружин, контакты, подпятники, магнитопроводы; проверяют надежность внутренних соединений; регулируют механическую часть реле; контакты тщательно очищают и полируют воронилом (пользоваться надфилем или абразивными материалами нельзя). Далее измеряют сопротивление изоляции мегаомметром 1000 В между электрическими частями реле и корпусом, которое должно быть не менее 10 МОм, проверяют уставки. Если обнаружены дефекты, выходящие за возможность устранения их в лаборатории, реле заменяют новым. Ремонтные работыОчистить детали от загрязнений. Осмотреть и проверить штангенциркулем износ поверхности контактного мостика, который при износе до 0,5 мм бракуется. Незначительное обгорание или брызги металла на поверхности контактов счищают надфилем. Контактные пластины заменяют новыми, если контактная поверхность изношена на 50%, повреждена резьба. Изучение методики проведения монтажа эл.машин Монтаж электрических машин и аппаратов — это весьма ответственный, сложный и трудоемкий процесс, требующий тщательной предварительной подготовки. Помимо правильного и качественного выполнения монтажа с чисто технической точки зрения, к монтажным работам предъявляются требования в отношении сроков и стоимости их выполнения. Монтаж крупных электрических машин связан обычно с вводом новых энергетических мощностей или с вводом в эксплуатацию крупных промышленных предприятий в установленные сроки. Таким образом, скоростные и качественные методы монтажа имеют большое значение. Перед началом монтажа должны быть проведены необходимые организационно-технические мероприятия: составление рабочего проекта организации работ, в котором должны быть указаны технологический процесс и календарный план проведения всех операций; детальная разработка технологического процесса монтажа и доведение его до рабочего места; правильная расстановка рабочей силы и осуществление максимальной механизации монтажных работ; обеспечение безопасности производства работ, а также организация отопления, освещения и вентиляции; обеспечение бесперебойного ведения монтажных работ путем своевременного и комплектного снабжения инструментами и материалами. Электроустановки подразделяются на установки с номинальным напряжением до 1000 В включительно и электроустановки напряжением выше 1000 В. Действующими считаются установки, которые полностью или частично находятся под напряжением или на которые в любой момент может быть подано напряжение включением коммутационной аппаратуры. Наружными, или открытыми, называются электроустановки, находящиеся на открытом воздухе. Внутренними, или закрытыми, называются электроустановки, находящиеся в помещении. Установки, защищенные только навесами, сетчатыми ограждениями и т. п., рассматриваются как наружные. Требования к монтажу электроустановок зависят от характера помещений, в которых они устанавливаются. Изучение методов контрольных испытаний перед сдачей электрических машин в эксплуатацию Испытания машин до включения предусматривают проведение следующих операций: измерения сопротивления изоляции обмоток; измерения сопротивления обмоток постоянному току; испытания обмоток повышенным напряжением промышленной частоты; проверки системы охлаждения у машин с принудительной вентиляцией и системы смазки у машин с циркуляционной смазкой. Кроме того, в объем испытаний, проводимых до включения машин, входят проверка обмоток на отсутствие обрыва; контроль установки щеток на нейтрали и правильности чередования полюсов у машин постоянного тока; измерение воздушных зазоров между сталью статора и ротора. Окончательную проверку установки щеток на нейтрали у машин постоянного тока производят при работе машины вхолостую. Измерение сопротивления изоляции обмоток.Сопротивление изоляции обмоток измеренное мегомметром должно быть не менее значений, предусмотренных нормативами. При измерениях проверяют сопротивление изоляции каждой обмотки по отношению к заземленному корпусу и между отдельными обмотками. Сопротивление изоляции машин всех типов должно быть не менее 1 МОмкВ номинального напряжения машины, но не менее 0,5 МОмкВ (при рабочей температуре машины, т.е. 75 °С). Измерение сопротивления обмоток постоянному току.В соответствии с ПУЭ (гл. 1.8) измерение сопротивления обмоток статора и ротора постоянному току у электродвигателей переменного тока производят в машинах на напряжение 2 кВ и выше и в машинах 300 кВт и более на все напряжения. В электродвигателях переменного тока мощностью 300 кВт и более проверяют сопротивление обмоток статора и ротора. У машин постоянного тока мощностью 200 кВт и возбудителях синхронных генераторов и компенсаторов проверяют сопротивление обмотки возбуждения и обмотки якоря. Измерения выполняют одинарным или двойным мостом постоянного тока или методом амперметра — вольтметра. Значения сопротивления постоянному току по отдельным фазам не должны отличаться друг от друга и заводских данных более чем на ±2 %, а по отдельным параллельным ветвям — более чем на 5 %. Испытание обмоток повышенным напряжением промышленной частоты производят для проверки электрической прочности изоляции. Испытательные напряжения промышленной частоты для электрических машин постоянного и переменного тока приведены в ПУЭ. Проверочному испытанию подвергают электрическую машину, собранную на месте установки и прошедшую сушку. При этом для испытания обмоток статора относительно корпуса машина должна находиться в неподвижном и отключенном состоянии. Перед испытанием повышенным напряжением мегомметром проверяют сопротивление изоляции, уточняя коэффициент абсорбции. Затем машину тщательно очищают и продувают сухим и чистым сжатым воздухом. Для получения более высокого испытательного напряжения используют испытательные трансформаторы мощностью не менее 1 кВ А на 1 кВ испытательного напряжения или специальные аппараты. Во время испытаний один вывод источника испытательного напряжения подводят к выводу проверяемой обмотки, а другой — к заземленному корпусу машины. Полное испытательное напряжение выдерживают в течение 1 мин, после чего его плавно снижают до 1/3 значения и отключают. Продолжительность снижения испытательного напряжения не нормируется. После окончания испытаний повышенным напряжением обмотку разряжают, соединяя с корпусом машины, и вновь проверяют сопротивление изоляции мегомметром. Машина считается выдержавшей испытание, если за 1 мин испытаний не произойдет пробоя или частичного нарушения изоляции. Результаты всех видов испытаний и измерений машин перед пуском оформляют, согласно СНиП, соответствующими протоколами и актами. Изучение причин нарушения правильной работы двигателя и аварийных остановок машин Электрические неисправности электродвигателя Электрические неисправности двигателя всегда связаны с обмоткой. Межвитковое замыкание может возникнуть при ухудшении изоляции в пределах одной обмотки. Возможные причины: перегрев обмотки, некачественная изоляция, износ изоляции вследствие вибрации. Определить межвитковое замыкание бывает сложно. Основной метод диагностики – сравнение сопротивления и рабочего тока всех трех обмоток. Первые симптомы межвиткового замыкания – повышенный нагрев двигателя и падение момента на валу. При этом по одной из фаз ток больше, чем по двум другим. Замыкание между обмотками происходит из-за смещения обмоток, механической вибрации и ударов. При отсутствии должной электрической защиты может возникнуть короткое замыкание и пожар. Замыкание обмотки на корпус. При данной неисправности электродвигатель может продолжать работать, если неправильно выполнены заземление и защита от короткого замыкания. Однако в работе он будет смертельно опасен, так как его потенциал будет находиться под фазным напряжением. Обрыв обмотки. Эта неисправность равносильна пропаданию фазы. Если обрыв происходит в работе, то двигатель резко теряет мощность и начинает перегреваться. При правильно выполненной защите двигатель отключится, поскольку ток по другим фазам будет повышен. Для устранения большинства из этих поломок требуется перемотка двигателя. Механические неисправности электродвигателя Механические неисправности электродвигателя связаны с его конструкцией. Износ и трение в подшипниках. Проявляется в повышении механической вибрации и шума при работе. В этом случае требуется замена подшипников, иначе неисправность приведет к перегреву и падению производительности двигателя. Проворачивание ротора на валу. Ротор может вращаться в магнитном поле статора, а вал будет неподвижен. Требуется механическая фиксация ротора на валу. Зацепление ротора за статор. Эта проблема связана с механической поломкой подшипников, их посадочных мест или корпуса двигателя. Кроме того, подобная неисправность приводит к повреждению обмотки статора. Практически не подлежит ремонту. Повреждение корпуса двигателя. Может происходить из-за ударов, повышенных нагрузок, неправильного крепления или низкого качества двигателя. Ремонт является трудоемким из-за трудностей соосной установки переднего и заднего подшипников. Проворачивание или повреждение крыльчатки обдува. Несмотря на то, что двигатель продолжит работать, он будет перегреваться, что существенно сократит срок его службы. Крыльчатку необходимо закрепить (для этого используется шпонка или стопорное кольцо) или заменить. Аварийные ситуации при работе электродвигателя Существуют неисправности, не связанные непосредственно с двигателем, но влияющие на его работу, характеристики и срок службы. Большинство этих неисправностей вызваны механической перегрузкой, увеличением тока, и, как следствие, перегревом обмоток и корпуса. Увеличение нагрузки на валу вследствие заклинивания привода либо приводимых механизмов. Перекос напряжения питания, который может быть вызван проблемами питающей сети либо внутренними проблемами привода. Пропадание фазы, которое может произойти на любом участке питания двигателя – от питающей трансформаторной подстанции до обмотки двигателя. Проблема с обдувом (охлаждением). Может возникнуть из-за повреждения крыльчатки двигателя при собственном охлаждении, из-за останова вентилятора внешнего принудительного охлаждения или вследствие значительного повышения температуры окружающей среды. Организация и проведение ремонта эл машин постоянного и переменного тока Частичный ремонт машин. При проведении частичной ревизии без разборки двигателя выполняют следующие работы: внешний осмотр общего состояния; осмотр выводов, щеточного механизма, коллекторов или контактных колец, подшипников и других частей; промывка подшипников скольжения и заполнение их маслом; вскрытие подшипников качения и проверка наличия и качества в них консистентной смазки; проверка состояния изоляции обмоток статора и ротора мегомметром; проверка свободного вращения ротора; устранение незначительных дефектов, выявленных при ревизии. Ревизия двигателя с полной разборкой должна производиться в сухом отапливаемом помещении, оборудованном подъемными средствами. Разборку электродвигателя начинают со снятия полумуфты, шкива или шестерни с конца вала. После этого подвешивают и удерживают на весу подшипниковые щиты, отворачивают болты торцевых крышек, щиты выводят из заточки статора, а ротор опускают на расточку статора. При необходимости после снятия щитов производится выемка ротора. При осмотре обмотки статора необходимо обратить внимание на исправность крепления отдельных узлов и лобовых частей, а также на отсутствие трещин и повреждений изоляции и состояние расклиновки обмоток. При обнаружении ослабленных клиньев следует установить между клиньями и обмоткой дополнительные изоляционные прокладки При осмотре активной стали статора и ротора проверяют плотность опрессовки, надежность крепления и отсутствие коррозии. Выявленные дефекты устраняют, а расточку статора при необходимости покрывают изоляционным лаком. После устранения дефектов двигатель собирают, проверяют щупом воздушные зазоры через отверстия в щитах с обоих торцов статора. У машин постоянного тока мощностью более 3 кВт проверяют качество паек в «петушках», измеряют падение напряжения между коллекторными пластинами, выясняя причины падения напряжения выше нормы. Для машин серийного производства расхождение значений падения напряжения допускается не более чем на 10% от нормальной, а у машин с уравнительными соединениями расхождение не должно превышать 20...30%. При капитальном ремонте машину разбирают полностью, перематывают обмотки- (статора, ротора, полюсов, якоря), ремонтируют коллектор (заменяя до пяти коллекторных пластин) и изоляционные манжеты с последующей проточкой и продороживанием коллектора, контактные кольца, щеточный механизм, подшипники, валы, вентиляторы, щиты и другие сборочные единицы и детали. Изучение особенностей конструкции сварочного трансформатора Для плавки металла необходимо настроить в нужных значениях параметры потребляемого сетевого тока. В сварочном оборудовании изменяются основные его значения: понижается напряжение и возрастает сила тока. Сварка металлических заготовок была бы невозможна без основных комплектующих, которые входят в состав даже самого простого сварочного трансформатора: первичная обмотка (выполняется из изолированного провода); вторичная обмотка (очень часто для лучшей теплоотдачи выполняется неизолированной); магнитопровод; вертикальный винт крепления; крепление к обмотке и гайка винта; зажимы для фиксации проводов; рукоятку зажима винта; металлический корпус.  Принцип работы сварочного трансформатора Из сети энергоснабжения ток подается на первичную обмотку. В результате этого генерируется магнитный поток, замыкающийся на сердечнике устройства; Далее напряжение поступает на вторичную обмотку. Изготовленный из ферромагнитных материалов сердечник, на котором располагаются обе обмотки – первичная и вторичная, генерирует магнитное поле. По количеству витков катушки, точнее их разницы, изменяются напряжение и сила тока. По данным параметрам и рассчитывается трансформатор. 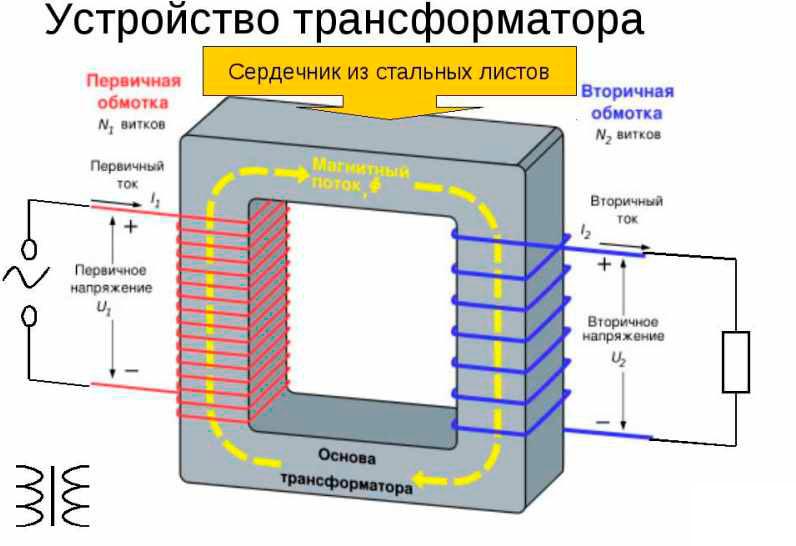 Есть прямая зависимость между количеством витков вторичной обмотки и выходным напряжением. Если нужно повысить напряжение на выходе, то следует прибавить количество витков вторичной катушки, и наоборот. Сварочный трансформатор является понижающим устройством. По этой причине количество витков на вторичной обмотке у него меньше, чем на первичной. Помимо этого, устройство и узлы сварочного аппарата позволяют регулировать и силу тока. Для этого необходимо изменять расстояние между вторичной и первичной обмотками. Здесь наблюдается обратная зависимость: чем меньше расстояние, тем сильнее сила тока, и наоборот – чем больше расстояние, тем меньше значение. Данные регулировки дают возможность сварщику работать с материалами, которые отличаются и по составу, и по толщине. Сварочный трансформатор: схемы и модификацииКак уже упоминалось, помимо стандартного набора узлов сварочный аппарат может содержать и дополнительные компоненты, призванные улучшить его функционал и качество работы. Схемы дополняются: конденсаторами; тиристорными фазорегуляторами; дополнительными вторичными обмотками; импульсными стабилизаторами. Помимо этого, нередко схема оборудования комплектуется дополнительным сопротивлением. Оно позволяет продолжить регулировку силы тока в тех случаях, когда разведение обмоток не может принести нужного результата. Это характерно для очень мощных моделей оборудования или в случаях работы с особо тонкими заготовками. Дополнительное сопротивление может представлять собой отдельный блок, оснащенный коннекторами для подключения к цепи или обычной пружиной, изготовленной из высокоуглеродистой стали. В любом случае через сопротивление следует пропустить ток, который идет от вторичной обмотки. Расчет трансформатора для сваркиДля разных видов сварочных работ необходима различная мощность оборудования. Основной расчет показатели выполняется на основании разницы в количестве витков между катушками первичной и вторичной обмоток. Важно понять основной принцип действия сварочного трансформатора. Для понижающих устройств выработано правило, которое выражает зависимость между коэффициентом понижения и количеством витков. Так, если выходное напряжение нужно понизить в 100 раз по сравнению со входящим, то количество витков вторичной катушки должно быть в 100 раз меньше сравнительно с количеством витков на первичной катушке. Точно такое же правило работает и в обратном направлении. Погрешность вычислений не превышает 3%. Каждое устройство характеризуется так называемым коэффициентом трансформации. Данный показатель обозначает величину масштабирования при переходе от первичного (i1) значения до вторичного (i2). Формула для расчета выражается в таком виде: n = i1/i2. Вооружившись формулой, несложно определить значения для изготовления оборудования под конкретный вид сварки. Классификация сварочных трансформаторовКлассифицировать сварочные трансформаторы принято по их назначению. Они отличаются по таким показателям: Габаритами и весом. На рынке представлены как небольшие модели, которые комплектуются наплечным ремнем для переноски; так и большие агрегаты, для перемещения которых потребуется тельфер или тележка. Напряжение холостого хода. Оно варьируется в широком диапазоне значений: от 48 до 70V. Сила тока. На большинстве серийного оборудования данный параметр колеблется в диапазоне от 50 до 400А. Встречаются крупные промышленные образцы, генерирующих ток силой в 1000А. Количество фаз и потребляемый ток. Одно и трехфазные сварочные трансформаторы под линии энергоснабжения 220 и 380В. Подача тока. Может быть непрерывной или импульсной. Используемые в работе электроды. Расходники различаются по составу и диаметру (2-6 мм). Получить надежное соединение двух металлических элементов проще всего с помощью электрической сварки. Она отлично подойдет для выполнения разных видов работ на производстве, дома или в любом ином месте. Сварочные аппараты отличаются простотой использования, надежностью и эффективностью. Сварные швы намертво соединяют заготовки и служат на протяжении многих десятилетий. Изучение механизмов и приспособлений для такелажных работ Такелажные приспособления Канаты. Блоки. Стропы. Полиспасты. Проушины. Канаты. Зажимы. Цепи. Крюки. КАНАТЫИспользуются прочные торосы - капроновые, пеньковые или стальные. Пеньковые канаты могут быть просмоленными или бельными. Основное отличие между ними заключается в технологии производства. Пропитанные смолой нити более практичны и, соответственно, больше востребованы из-за высокой прочности. В то же время белые канаты обладают лучшей гибкостью. Они обладают значительно меньшей прочностью и поэтому не используются в механизмах с механизированным приводом. И вообще при монтаже они применяются очень редко. Выполненные из стали тросы имеют разную форму сечения. Они классифицируются в зависимости от конструктивных особенностей. В такелаже используются, как правило, плоские и круглые тросы со свивкой, выполненной в один, два или три троса. СТРОПЫ И ДОМКРАТЫПриспособления представляют собой короткие канаты разнообразной конфигурации. Они бывают электронные и ручные, применяются непосредственно во время выполнения погрузочно-разгрузочных работ. Максимальная высота подъема в таком случае составляет 3 метра. Максимально допустимый вес груза, который можно поднимать с использованием строп - 10 тонн. Если требуется приподнять тяжелый груз на небольшую высоту, то применяются домкраты. Они различаются по способы подъема и бывают механическими, гидравлическими, пневматическими; винтовыми, клиновыми или реечными. ПОЛИСПАСТЫ И БЛОКИМеханизмы являются составляющими различного грузоподъемного оборудования. Полиспаст - это, пожалуй, самое простое устройство для подъема тяжестей. Оно состоит из нескольких блоков, которые связываются канатом или тросом. Блоки имеют разное количество роликов: могут быть как одно-, так и многороликовые. ЛЕБЕДКАМеханизм состоит из блоков и полиспастов. Груз поднимается именно при помощи этих элементов. В зависимости от типа привода лебедки делят на механические и электрические. ОПОРНЫЕ КОНСТРУКЦИИИногда возникают ситуации, когда груз необходимо поднять и удерживать в таком положении определенный период времени. Требуются опорные элементы, способные выдерживать большие нагрузки. В большинстве своем они представляют собой вертикальную металлическую опору на растяжках. В ее нижней части располагается массивная бетонная плита в качестве опоры. Если поднимаемый объект сравнительно небольшого веса, то можно использовать таль. При работе в помещении они закрепляются на перекрытиях либо иных прочных конструкциях строительства. |