Разделка одной кромки. РАЗДЕЛКА ОДНОЙ КРОМКИ. Ка одной кромки разделка двух кромок
 Скачать 0.66 Mb. Скачать 0.66 Mb.
|

|
РАЗДЕЛКА ОДНОЙ КРОМКИ 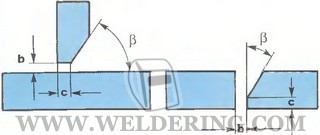 РАЗДЕЛКА ДВУХ КРОМОК 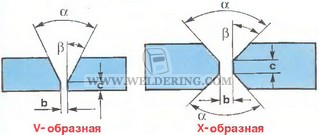  α - угол разделки кромок (60-90°) β - угол скоса кромки (30-50°) b - зазор (1-4 мм) в зависимости от толщины свариваемого металла При сварке плавящимся электродом зазор b обычно составляет 0-5 мм. Чем больше зазор, тем глубже проплавление металла с - притупление кромок (1-3 мм) в зависимости от толщины свариваемого металла Х - образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавляемого металла в 1,6-1,7 раза СМЕЩЕНИЕ СВАРИВАЕМЫХ КРОМОК  Δ - смещение свариваемых кромок одна относительно другой.
РАЗДЕЛКА КРОМОК ЛИСТОВ РАЗНОЙ ТОЛШИИЫ 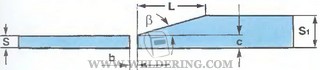 L=5(S1 -S)  L1=2,5(S1 -S) Источник: http://weldering.com/konstruktivnye-elementy-razdelki-kromok
Подготовленные детали собирают под сварку Точность сборки контролируют шаблонами, измерительными приборами и щупами 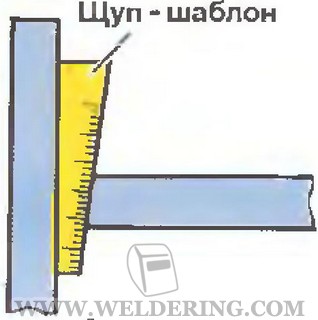     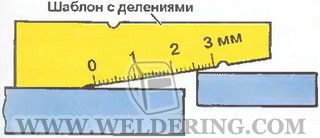 Поверхность свариваемых кромок на ширину 20-30 мм зачищают от ржавчины, масла и других загрязнений Сборку выполняют в приспособлениях (кондукторах, кантователях, на стеллажах) или с использованием прихваток - коротких швов УНИВЕРСАЛЬНЫЙ СТЕНД ДЛЯ СБОРКИ УЗЛОВ СВАРНЫХ КОНСТРУКЦИЙ 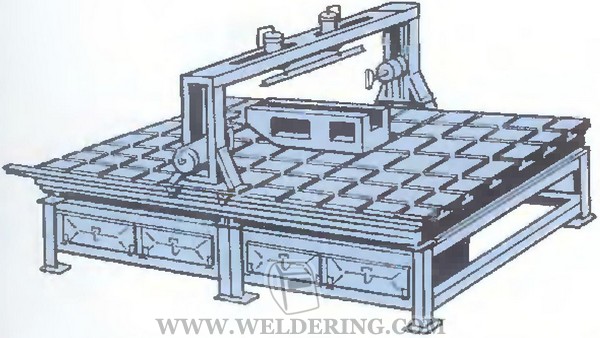 РАЗМЕРЫ И ПРАВИЛА ВЫПОЛНЕНИЯ ПРИХВАТОК Прихватки ставят с лицевой стороны соединения Поверхность прихватки очищают от шлака При сварке прихватку удаляют или полностью переплавляют 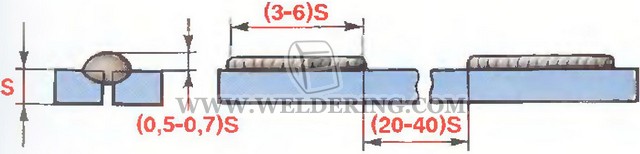 ПОСЛЕДОВАТЕЛЬНОСТЬ ПОСТАНОВКИ ПРИХВАТОК 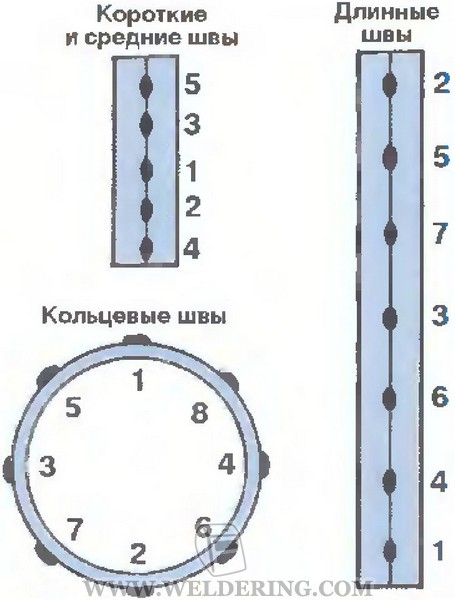 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||




