Практическая работа. Кафедра электромеханики и робототехники
 Скачать 105.77 Kb. Скачать 105.77 Kb.
|

|
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ федеральное государственное автономное образовательное учреждение высшего образования «САНКТ-ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ АЭРОКОСМИЧЕСКОГО ПРИБОРОСТРОЕНИЯ» КАФЕДРА ЭЛЕКТРОМЕХАНИКИ И РОБОТОТЕХНИКИ РУКОВОДИТЕЛЬ
РАБОТУ ВЫПОЛНИЛ
Санкт-Петербург 2016 Задание: произвести оценку степени автоматизации двух металлорежущих станков. Степень автоматизации Ка - безразмерный показатель, позволяющий количественно оценить уровень автоматизации отдельного станка, системы станков или производственного процесса: 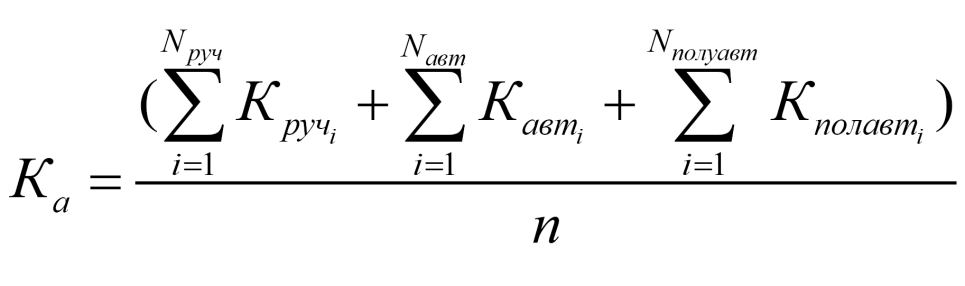 Кручi– общее значение ручных функций или технологических операций (каждая отдельная функция или операция, выполняемые в ручном режиме обычно принимаются «0»); Кавтi– общее значение функций или операций, выполняемых в автоматическом режиме, т.е. без участия человека. Функцию, выполняемую в автоматическом режиме, принимают «1»; Кполавтi– общее значение функций или операций, выполняемых в полуавтоматическом или в автоматизированном режиме. Функцию, выполняемую под контролем человека, принимают промежуточной, равной «0,5»; n – общее количество функций или технологических операций, выполняемых на отдельном станке, в системе станков или в рамках определенного производственного процесса; Nруч– общее количество ручных функций или операций; Nавт– общее количество автоматических функций или операций; Nполавт– общее количество полуавтоматических или автоматизированных функций, или операций Сравнительный анализ степени автоматизации при обработке заготовки на универсальном токарно-винторезном станке ДИП-500 и на станке 16К20 (Россия). 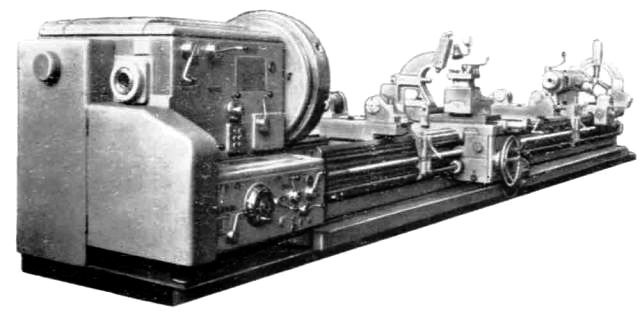 Рисунок 1 – Станок универсальный токарно-винторезный ДИП-500  Рисунок 2 – Станок токарно-револьверный одношпиндельный прутковый автомат 1И140п
Расчет степени автоматизации при обработке заготовки на универсальном станке ДИП-500:  Расчет степени автоматизации при обработке заготовки на универсальном станке 1И140п:  | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||