Как правильно пользоваться штангенциркулем
 Скачать 124.49 Kb. Скачать 124.49 Kb.
|

|
Как правильно пользоваться штангенциркулем Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции. Устройство механического штангенциркуля Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм. 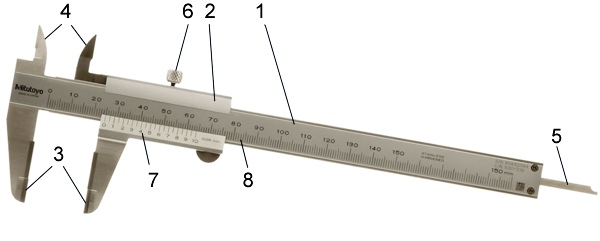 Основные элементы Штанга. Рамка. Губки для наружных измерений. Губки для внутренних измерений. Линейка глубиномера. Стопорный винт для фиксации рамки. Шкала нониуса. Служит для отсчета долей миллиметров. Шкала штанги. Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину. Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента. Определение показаний по нониусу Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы. 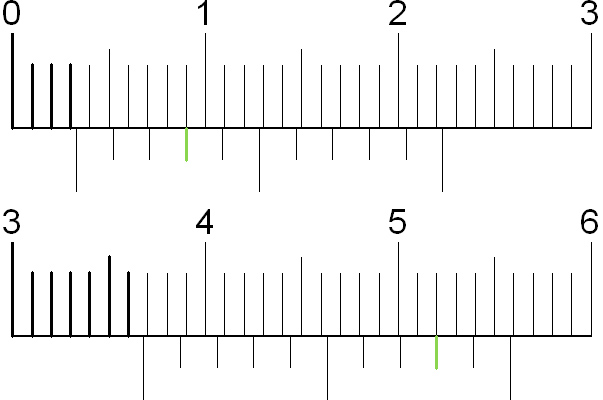 Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса. Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы. Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом. На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм. Нониус с ценой деления 0,05 мм Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм. 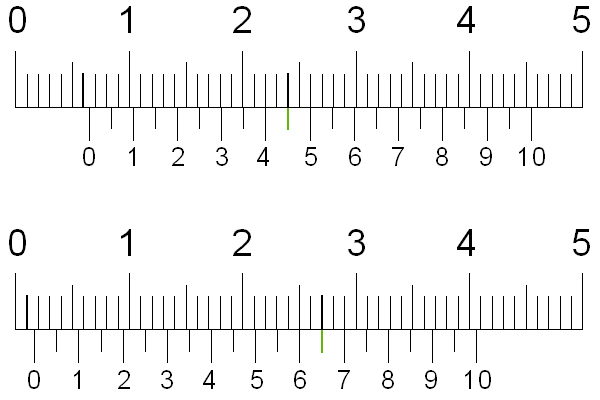 Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно. Порядок проведения измерений, проверка исправности Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой. Измерение Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали. Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси. При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси. Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки. Полученный размер фиксируют стопорным винтом и определяют показания. Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты. Нониус (шкала Нониуса, верньер) — вспомогательная шкала, устанавливаемая на различных измерительных приборах и инструментах, служащая для более точного определения количества долей делений. Принцип работы шкалы основан на том факте, что глаз гораздо точнее замечает совпадение делений, чем определяет относительное расположение одного деления между другими. Нониусы используются в измерительных приборах, у которых при измерении длины или угла части прибора перемещаются относительно друг друга, например, две ножки штангенциркуля. На одной из этих частей нанесена шкала основного масштаба, на другой – нониус, представляющий собой небольшую шкалу, которая передвигается при измерении вдоль основного масштаба. Если нижняя шкала имеет длину 9 мм и разбита на 10 отрезков, то цена деления нониуса будет равна 0,9 мм. При совпадении нулевых отрезков обеих шкал первый штрих нониуса будет смещен относительно первого штриха основной шкалы на 0,1 мм, второй штрих нониуса будет смещен относительно второго штриха верхней шкалы на 0,2 мм, и т. д. (рис.1). 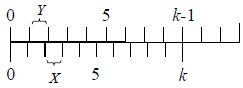 Рис.1 Измерительная шкала с нониусом Если сдвинуть нижнюю шкалу вправо на 0,1 мм, то первый штрих нониуса совпадет с 1-м штрихом верхней шкалы, если сдвинуть нижнюю шкалу на 0,2 мм, то совпадут вторые штрихи верхней и нижней шкалы, и т.д. Таким образом, порядковый номер штриха нониуса, совпадающий со штрихом верхней шкалы, показывает, на сколько десятых долей мм смещена нижняя шкала относительно миллиметрового штриха верхней шкалы (не обязательно нулевого).  Рис.2 Измерения при помощи шкалы Нониуса Отсчет по шкале нониуса производится следующим образом. Ближайшее слева к нулю нониуса показание основной шкалы указывает целое число мм (рис.2). Порядковый номер штриха на шкале Нониуса, совпадающий со штрихом верхней шкалы, указывает количество десятых долей мм. Таким образом, показания на рис.2 соответствуют 21,3 мм. Рассмотрим две шкалы, расположенные одна над другой (рис.3). Пусть цена деления (длина одного деления) верхней линейки равна Y, а цена деления нижней линейки – X. Линейки образуют нониус, если длина N делений одной шкалы совпадает с длиной kN±1 делений другой шкалы, где k – целое число. Другими словами, для шкалы Нониуса выполняется соотношение: NX = (kN ± 1)Y (1) где знак «+» соответствует условию X > Y, а знак «–» ставится при X < Y. Точностью нониуса называется величина  . (2) . (2) Рис.3. Условие построения шкалы Нониуса Для шкалы на рис. 3 X = 0,9 мм, Y = 1 мм, N = 10, k = 1. Точность равна 0,1. Наряду с описанным выше нониусом применяются нониусы, у которых 10 делений нижней шкалы соответствуют 19 делениям верхней шкалы (рис. 4). Такие нониусы более удобны в работе. В этом случае X = 1,9 мм, Y = 1 мм, N = 10, k = 2, δ = 0,1.
 Рис.4. Шкала Нониуса при X = 1,9 мм, Y = 1 мм, N = 10, k = 2, δ = 0,1 В данной работе изучается принцип работы и устройство шкал с нониусом и микрометрических шкал на примере приборов для измерения длин – штангенциркуля и микрометра. 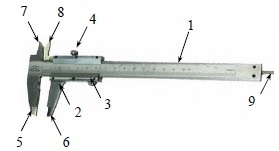 Рис.5. Штангенциркуль. 1 – штанга; 2 – подвижная рамка; 3 – нониус; 4 – винт; 5,6 – ножки для измерения внешних размеров; 7,8 – ножки для измерения внутренних размеров; 9 – штанга для измерения глубины. Штангенциркуль. Штангенциркулем (рис. 5) называется прибор, применяющийся для измерения линейных размеров с точностью от 0,1 до 0,02 мм. Штангенциркуль состоит из линейки (штанги) 1 с миллиметровыми делениями (Y = 1 мм) и подвижной рамки 2 с нониусом 3 и закрепляющим винтом 4. На штанге и рамке имеются ножки 5 и 6. Ножки с внутренней стороны имеют плоские поверхности. При сомкнутых ножках отсчет по нониусу равен нулю. Для измерения штангенциркуль берут в правую руку, а измеряемый предмет помещают между ножками, придерживая его левой рукой, и плотно зажимают предмет между ножками. Затем производят отсчет. Для измерения внутренних размеров пользуются заостренными ножками 7 и 8. Штанга 9 служит для измерения глубины штангой. Правила отсчета по нониусу штангенциркуля аналогичны изложенным выше. Отсчет целых делений (мм) производят по шкале линейки до нуля нониуса, затем отсчитывают по нониусу десятые доли миллиметра, число которых равно номеру деления на нониусе, совпадающему с каким–либо делением основной шкалы. |