вопросы. Какая освещенность должна быть при вик 50 футкандела, 538 люкс, 110,7639
 Скачать 184.23 Kb. Скачать 184.23 Kb.
|

|
Какая освещенность должна быть при ВИК 50 фут-кандела, 538 люкс, 1=10,7639 При контроле замкового соединения, какой должен быть минимальный размер фаски 1/32 дюйма, 0,79375мм Указать фактические критерии отбраковки резьбовых соединений истирания; коррозионных язв, вырезов и канавок, расположенных на рабочей поверхности и в падине резьбы и глубже 1/32 дюйма Указать фактические критерии отбраковки упорного торца превичный Любые участки с питтинговой коррозией, нарушением покрытия, истиранием, забоинами, размывами, заусенцами или другими пороками поверхности уплотнения, глубина которых превышает 1/32 дюйма или которые занимают более 30% от ширины уплотнения в любом месте, являются основанием для отбраковки вторичный не должно быть выступов металла или других дефектов, которые могут препятствовать должному свинчиванию, концентричности или могут приводить к фреттинг-коррозии Как необходимо снимать замер диаметра замковых соединений Наружный диаметр муфты бурильного замка должна измеряться на расстоянии 3/8 дюйма ±1/8 дюйма от упорного уступа. Выполняется, как минимум, два измерения на участках, расположенных с интервалом 90 ± 10 градусов друг относительно друга Внутренний диаметр ниппеля должен быть измерен под последним витком резьбы, расположенным ближе всего к упорному уступу (±1/4 дюйма) Порядок контроля резьбового соединения с помощью шаблона профиля резьбы? Критерии отбраковки Профильный калибр должен контактировать с опорной стороной резьбы и закладной стороной таким образом, чтобы через соединение на опорной стороне и во впадине не проходил свет. Допускается наличие видимых зазоров не шире 1/16 дюйма не более чем на двух вершинах резьбы. Допускается износ боковой поверхности резьбы, не превышающий 0.010 дюйма. Однако наличие видимых зазоров на рабочей поверхности резьбы потребует измерения шага резьбы ниппеля в соответствии с параграфом 3.11.5g ниже. Каждое соединение подвергается двум проверкам на предмет расположении профиля резьбы при под углом 90 градусов ±10 градусов. Критерии отбраковки канала трубы по глубине коррозии (назвать критерии отбраковки по промыву)? Питтинговая коррозия, глубина которой превышает 1/8 дюйма Для обычной трубы Класса 2 глубина язвин не должна превышать 3/16 дюйма. Чем необходимо снять размер диаметра внутреннего канала со стороны ниппеля и как правильно выполнять эту процедуру Внутренний диаметр ниппеля должен быть измерен под последним витком резьбы, расположенным ближе всего к упорному уступу (±1/4 дюйма) Критерии отбраковки по наплавленным пояскам (хардбендинг) на замках бурильных труб Любые пустоты или отверстия в наплавке, диаметр которых превышает 1/16 дюйма, являются основанием для отбраковки Сколы или отшелушивания сварочного материала Вогнутость профиля являются основанием для отбраковки. Пазы или пустоты в местах стыков не должны превышать 1/8 дюйма в ширину и 1/16 дюйма в глубину Любые формы трещин . Перевести обозначения резьбы по API 7 NC 31? NC 38? NC40? NC50, 6 5/8 Reg, в обозначении отечественных замковых резьб з-86, з-102, з-108, з-133, з-152, з-замковое соединение(резьба) Что включает себя 2-категория инспекции СБТ
Что включает себя 4-категория инспекции СБТ
Что включает себя 3-5 категория инспекции ТБТ УБТ
Что включает себя инспекция переводников центраторов Визуальный осмотр соединений: Контроль размеров: Контроль соединений черным светом Визуальный осмотр корпуса: Магнитопорошковая дефектоскопия корпуса Сколько в 1 дюйме миллиметров перевести 2 дюйма 50,8мм, 1дюйм=25,4мм На основе чего необходимо приготовить суспензию и на основе чего нельзя на основе очищенного керосина или на водной основе Какая должна быть концентрация частиц люминесцентного порошка при измерении в центрифужной пробирке ASTM какое минимальное время осаждения частиц от 0,1 до 0,4 мл / 100 мл, минимальном времени успокоения 30 минут для носителей на водной основе или 1 часа для носителей на масляной основе. Какая должна быть минимальная интенсивность уф-излучения лампы и на каком расстоянии она измеряется 1000 микроватт/см2 в 15 дюймах от источника света При работе с магнитометром что определяет тангенцильная составляющая При работе с магнитометром что определяет нормальная составляющая Как определить напряженность магнитного поля на контролируемом участке при помощи измерителей напряженности магнитного поля или при помощи катушек поля. Описать порядок проведения магнитопорошковой дефектоскопии на примере ниппельной части замкового соединения Все подлежащие контролю поверхности должны быть очищены до такой степени, чтобы были видны металлические поверхности, и при протирании новым белым бумажным полотенцем или куском ткани на нем не оставалось следов грязи, коррозии или смазки Активация намагничивающего тока и нанесение магнитопорошкового состава должно выполняться одновременно. Смесь должна быть распределена по всей зоне, После нанесения смеси намагничивающий ток не должен выключаться на протяжении, как минимум, 2 секунд. Перед каждым нанесением смесь необходимо перемешивать Инспектируемые поверхности каждого соединения должны быть осмотрены под невидимым светом, обеспечить осмотр всей поверхности на 360 градусов, особое внимание должно быть уделено впадинам на последних витках резьбы муфты и ниппеля Как проводится магнитопорошковая дефектоскопия для труб сбт тбт убт с проточкой под элеватор? Указать на каком расстоянии должен быть произведен контроль в зоне захвата клиньев , подпятнике Участок трубы вблизи ниппеля бурильного замка: 36 дюймов со стороны трубы, начиная от пересечения 35° или 18° конуса бурильного замка (как применимо) с наружной поверхностью трубы или высадки. Участок трубы вблизи муфты бурильного замка: 48 дюймов со стороны трубы, начиная от пересечения 18° конуса бурильного замка с наружной поверхностью трубы или высадки. Если есть участок захвата трубы за пределами 48 дюймов, то также должна быть проверена зона, где находится дополнительный участок захвата, включая 6 дюймов по обе стороны от этого места. Подпятник толстостенной бурильной трубы: Если данный метод применяется для толстостенных бурильных труб, то такой участок также включает первые 12 дюймов трубы от пересечения переходного радиуса с наружной поверхностью трубы с каждой стороны от центральной высадки. При приготовлении суспензии с использованием magnaglo 14A какая должна быть концентрация частиц согласно регламенту производителя 1,25 гр/л в воде Какая должна быть освещенность при проведении магнитопорошковой дефектоскопии 2 ФУТ КАНЖЕЛЛА Какие зоны ниппеля и муфты относятся к концентраторам напряжения(место образования трещин)? Зарисовать схему резьбы ниппеля и муфты с указанием этих зон 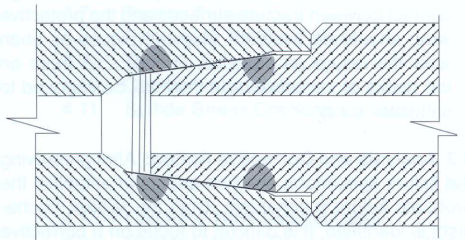 Допускается ли зачистка места обнаружения индикаций при проведении люминесцентной магнитопорошковой дефектоскопии на участках с показателями, которые вызывают сомнения, возможно применение неметаллического и неабразивного полировального круга с последующей повторной проверкой. При повторном получении прежних показателей труба подлежит отбраковке Какие физические процессы происходят с ультразвуковой волной в металле Какая скорость прохождения продольной ультразвуковой волны в металле 5940 метров в секунду Какая скорость прохождения поперечной ультразвуковой волны в металле 3260 метров в секунду Чему равен угол падения ультразвуковой волны Углу отражения Можно ли проконтролировать резьбовое соединение с помощью ультразвукового контроля Да, на предмет наличия поперечных трещин с использованием ультразвуковых продольных волн. Каждое соединение должно быть просканировано полностью в секторе 360 градусов. Скорость сканирования не должна превышать одного дюйма в секунду В какой части трубы необходимо проводить узт согласно стандарта дс1 Снятие показаний производится на расстоянии одного фута от центра каждой трубы. Дополнительные показания снимаются аналогичным образом на любых других участках, по усмотрению инспектора или представителя заказчика провести замеры поверхности в радиусе 1 дюйма от точки, где было выявлено наименьшее значение, чтобы подтвердить или изменить это значение. Необходимо зарегистрировать наименьшее показание. Можно ли откалибровать толщиномер на образце который находится на передней панели толщиномера поясните ответ Да, если она из того же материала что и объект контроля После какого количества труб необходимо калибровать ультразвуковой дефектоскоп и толщиномер 25 |