курстық жұмыс. слесарлық практика. Кіріспе. Слесарлы практика
 Скачать 0.53 Mb. Скачать 0.53 Mb.
|

Металды кесу және механикалық өңдеу құралдарына келесі құралдар жатады:бөлшектерді, дайындамаларды аралау үшін қызмет ететін егеулерменқылауықтар(1.8,а-сурет); қаңылтыр, профильді металл кесетін, сондай-ақ басқа да жұмыс түрлерін орындайтынқоларалар; табақ металл кесуге арналған қолқайшы; - материалдың жұқа қабатының бөлшектерінен алуға арналғанқырғыштар (1.8,б-сурет). Жанасатын беттерді қырлау нәтижесінде олардың тығыз жанасуы және герметикалығы қамтамасыз етіледі.  1.8-сурет. Егеуіштер, қылауықтар және қырғыштар Құрал-саймандар үшін тесікті өңдейтін құралдар:бұрғыларқоспаланған және көміртекті болаттардан жасалған бұйымдарда өңделетін тесіктерді шығаруға қызмет етеді (1.9, а-сурет); үңгіштер(1.9,б-сурет)бұрандалардың, бұрандамалардың, тойтармалардың бастарына бұрғыланған тесіктердің ойықтары мен жүздерін өңдеу үшін қызмет етеді; қашаулар цилиндрлік және конустық тесіктерді жоғары дәлдікпенөңдеугемүмкіндік береді(1.9,в-сурет); үңгілербұрғыланған тесіктердің диаметрлерін арттыру, олардың дәлдігі мен сапасын жақсарту үшін қолданылады (1.9, г-сурет); шенжоңғыларшайбалар, бұрандамалар, бұрандалар және тойтарма шегелер астында тірек беттерді алу мақсатында шеткі беттерді тазарту үшін қызмет етеді (1.9, д-сурет). 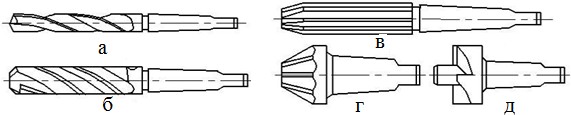 1.9-сурет. Құрал-саймандар үшін тесікті өңдеу Бұрандалы қосылыстарды құрастыруға арналған құрал:сомын кілттері, конструкциясы бойынша олар бір жақты (1.10, а- сурет), екі жақты (1.10, б-сурет), жапқыш (1.10, в-сурет), ажырасу (1.10, г- сурет), Жол (1.10, д-сурет), дөңгелек сомындарға арналған жабық (1.10, е), шеткі (1.10, ж), шеткі топсалы (1.10, з-сурет), тараланған (1.10, и-сурет), (1.10, к-сурет) болуы мүмкін; бұрауыштар (1.10, л-сурет), жағалы тік (1.10, м-сурет), бағыттаушы тығыны бар (1.10, н-сурет), қос бұрандалы жырамен (1.10, о-сурет), кәдімгі (1.10, б-сурет) болады. 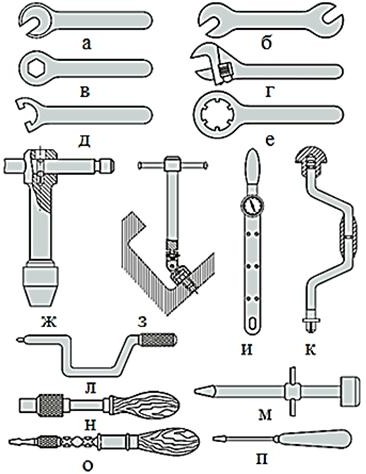 1.10-сурет. Бұрандалы қосылыстарды құрастыруға арналған қол аспабы Слесарлық жұмыстарды орындау кезінде слесарлық құрал-сайман жиынтығы бар жәшіктерді, сондай-ақ құрал-сайманға арналған жұмсақ сөмкелерді жиі қолданады. Слесарлық шеберханалар мен учаскелерде жеке және жалпы пайдаланылатын жабдықтар орналасады [1]. Жеке пайдалану жабдығына басқыш бар шеберүстелдер жатады.Жалпыпайдаланудағыжабдыққа: бұрғылау және қарапайым қайрау станоктары (қайрақты-тегістегіш); аралау-тазарту станоктары; тексеру және белгілеу плиталары; бұрандалы қысымдар; қол ара станоктары; иінтіректі қайшы; түзетуге арналған тақталар және т.б. Дайындамалар мен бөлшектерді, айлабұйымдар мен құралдарды, қосалқы материалдарды орналастыру үшін топтық аспаптық шкафтар, стеллаждар, үстелдер, дайындамаларға (бөлшектерге) арналған ыдыстар және жоңқалар болады. Слесарлықшеберүстел(1.11-сурет) қол жұмыстарын орындау үшін жұмыс орнының негізгі жабдықтарының бірі болып табылады және слесарлық жұмыстарды орындайтын арнайы үстел болып табылады [4]. Шойын немесе болат құбырлардан, болат профильден (бұрыштан)жасалған дәнекерленген конструкцияшеберүстелініңқаңқасы. Шеберүстелдіңқақпағын(столешканы)қалыңдығы 50...60 мм тақтайлардан жасайды (ағаштың қатты түрінен). Үстелшені шеберүстелде орындалатын жұмыстардың сипатына байланысты қалыңдығы 1...2 мм қаңылтыр болатпен, линолеуммен немесе фанерамен жабады, ал жан- жағыкемершемен жиектелген, оның бөлшектері сырғымайтындай етіп көмкеріледі. Шеберүстел үстелінің астында құрал-саймандарды, ұсақ бөлшектер мен құжаттаманы белгілі бір тәртіппен сақтауға арналған бірнеше ұяшықтарға бөлінген жылжымалы жәшіктер (кемінде екеу) болады [4]. 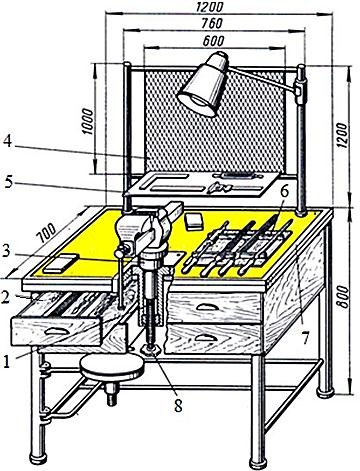 1.11-сурет. Бір орынды слесарлық шеберүстел: 1 – басқыштарды көтеру және түсіру бұрандасы; 2 – аспаптарға арналған жәшік; 3 – тегіс параллель реттелетін басқыш; 4 – қорғаныс экраны; 5 – аспаптық сөре; 6–планшет; 7 – болат бұрышынан жасалған бұрғы; 8–көтеру бұрышының тұтқасы Шеберүстел оқу орындарының шеберханаларында кеңінен қолданылады, тұғырларды қолдануды болдырмайды және кертіктердің қажетті биіктікке көтерілуін реттеуге жол береді. Бұл шеберүстелдіңқаңқасында болат құйрығы бар бұрандалы арнайы сомын берік бекітілген. Басқыштарды қолмен бұрандаға киілгенсермерікпен айналдыра отырып көтереді. Шеберүстел 3 мм аспайтын ұяшықтары бар биіктігі 1 м металл тордан немесе органикалық шыныдан жасалған қорғаныс экранымен, өлшеу құралдарына арналған сөремен, аспаптармен бірге жәшікке салынатын жұмыс құралына арналған планшеттермен жабдықталған. Ағаш үстіңгі тақтайы ернеулердің орнына алюминий бұрышынан жасалған жиектемемен көмкерілген. Слесарлық шеберүстелдің әртүрлі конструкцияда, бір және екі орынды, тұрақты және жылжымалы болуы мүмкін. Олар ағаштан немесе металданжасалуы мүмкін. Сондай-ақ, ағаш пен металдан құрастырылған шеберүстелдерді дайындайды. Слесарлық шеберүстел плитасы әрқашан қатты ағаштан жасалады. Үстелдің төменгі бөлігінде (плитаның астында) құрал-саймандарға арналған жылжымалы жәшік орналасқан. Үстелдің құрылымына байланысты жәшіктің оң (немесе сол) жағында сөрелері бар шкаф орналастырылады. Бір орынды слесарлық шеберүстелдер әдетте мынадай өлшемдерге ие: ұзындығы 1200 мм, ені 800 мм, биіктігі 800-900 мм. Көпорындышеберүстелдерүлкен слесарлық учаскелерде немесе слесарлық цехтарда орнатылады. Екі орынды үстелдің ұзындығы 3000-3200 мм құрайды. Екі немесе көп орынды беттердегі басқыштар осьтерінің арасындағы қашықтық 1250-1500 мм құрайды. Слесарлық басқыштар өңделетін бөлшектерді қажетті жағдайда ұстап тұруға арналған қысқыш құрал болып табылады [22]. Слесарлық басқыштарды конструктивтікорындаубойыншажылжымалы артқы немесе алдыңғы жақпен параллельге (1.12-сурет) және орындыққа(1.13-сурет) бөледі. Параллельді слесарлық басқыштар тобына стационарлық, бұрылмалы, жылжымалы және тасымалданатын басқыштаржатады. Қол слесарлық басқыштар орындық басқыштар тобына жатады [22]. Параллельді слесарлық басқыштар орындықтардан, ең алдымен, жоңқаныңөзараорналасуыменерекшеленеді: параллельді слесарлық басқыштарда жоңқалар параллель бөлінеді және затты бүкіл бетімен қамтиды; орындық басқыштардың жоңқалары бұрышқа қарай бөлінеді және зат жоңқаның тек төменгі бетіне бекітіледі. Орындықтыбасқыштарүлкен соққы жүктемелерімен байланысты ауыр жұмыстарды орындауға арналған. Олар болат соққыштардан жасалған. Слесарлық параллельді басқыштар шойыннан жасалады, сондықтан олар соққыларға төзбейді. Ауысымдық кедір-бұдыр жақтаулардың еріншелері болаттан жасалады және шыңдалады. Параллельді слесарлық басқыш корпусысұр шойыннан жасалады. басқыштардың қызмет ету мерзімін ұлғайту үшін еріншелердің жұмыс бөліктеріне крест тәрізді кертпесі бар призмалық еріншелер болат бұрандалармен (У8 аспапты болаттан жасалған) бекітіледі. Өңделетін заттарда басқыштарда қысылған пластиналардың ұшынан майысулар пайда болуы мүмкін. Сондықтан өңделген таза бетті қысу үшін басқышеріншелерінің жұмыс бөліктері жұмсақ болаттан, жезден, қызыл мыстан, алюминийден және т.б. жасалған жапсырмапластиналарменжабылады. Слесарлық тетіктердің өлшемдері олардың еріншелерінің енімен анықталады, ол бұрылыс еріншесі бар тетіктер үшін: 63, 80, 100, 125, 140, 160, 200 мм. Параллельді басқыштар негізінен слесарлық жұмыстар үшін пайдаланылады және металды егеумен, арамен, тістеумен немесе айтарлықтай күш жұмсамай және соққысыз басқа да құралмен қолмен өңдеуге байланысты операцияларды орындау үшін қызмет етеді. Олар сондай-ақ өңделетін зат қысылатын бетті зақымдаусыз сенімді бекітілуі тиіс жағдайларда да қолданылады. Бұл беттің барлық бетіне қысқышпен және жұмсақ металдан жасалған ауыстырғыш жапсырмаларды қолданумен қамтамасыз етіледі. Параллель басқыштар (1.12-сурет) 1 негіз плитасынан және 2 бұрылыс бөлігінен тұрады. Жылжымалы еріншенің қозғалуы 4 қозғалмайтын 3 бұрандалы бумен – 7 жүріс бұрамасымен және 5 сомынмен, ал осы орын ауыстырудың параллельдігі – 6 бағыттаушы призмамен қамтамасыз етіледі. Тетіктердің жоғарғы бөлігінің негіз плитасына қатысты бұрылуы үшін тұтқаның көмегімен 11 бұрандаманы босату қажет. Сонда 9 сомыны 12 бұрандамасы бар 10 осіне қатысты басқыш жоғарғы бөлігі бұрылғанда 8 ойығына еркін қозғалады. Басқыштардың жоғарғы бөлігі қажетті жағдайға орнатылғаннан кейін 11тұтқамен бекітіледі. Слесарлық параллельді стационарлық басқыштардың жоңқасының ені 60-140 мм шегінде болады, жоңқалары жұмсалатын қашықтық – 45-тен 180 мм-ге дейін, салмағы–3-тен 40 кг-ға дейін [4]. 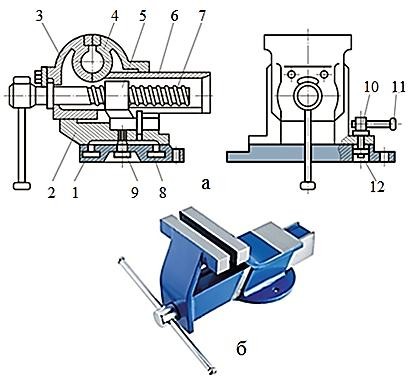 1.12-сурет. Қысқыш параллель: а – сызба бөлінісінде: 1 – плита негіздері; 2–бұрылыс бөлігі; 3 – қозғалмайтын ерінше; 4 – жылжымалы ерінше; 5 – жүріс бұрандасының сомыны; пластиналар; 6–бағыттаушы призма; 7–жүріс бұрандасы;8–ойық; 9–ось; 10–бұрандама; 11 – тұтқа; 12 – сомын; б–жалпы түрі Орындықбасқыштар (1.13-сурет) 1 шеберүстелге 2 планканың көмегімен бекітіледі, ол 8 өзектің шеберүстеліне тығыз қысуды қамтамасыз етеді, бірыңғай тұтас ретінде қозғалмайтын еріншесі 3 және басқыш дайындалған [4]. Дайындаманы бекіту жылжымалы 4 және қозғалмайтын 3 еріншенің арасында жүргізіледі. Еріншелерді жинақтау 6 тұтқамен қозғалысқа келтірілетін 5 қысқыш бұрамамен жүзеге асырылады, ал өңдеу аяқталғаннан кейін еріншелердің қозғалуы 7 серіппенің есебінен іске асырылады. 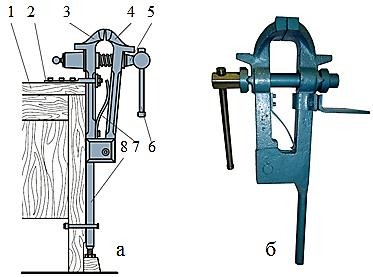 1.13-сурет. Орындықты қысқыш: а – сызбасы: 1 – шеберүстел; 2 – бекіту тақтайшасы;3–қозғалмайтын ерінше; 4–жылжымалы ерінше; 5–қысқыш винт; 6–тұтқасы; 7 – тегіс серіппе; 8 – өзек; б –жалпы түрі Бұрандалықысқыш(бұрандамақысқыш)(1.14-сурет) – болаттан жасалған қосалқы слесарлық құрал. Қысқыш конструкциясы олардың мақсатына байланысты әртүрлі болады. Өңделетін немесе жиналатын бөлшектерді қысу бұранданың көмегімен жүзеге асырылады. Операциялардың (өңдеу, жинау) сипатына байланысты ол тетікті басқыштарда өңдеу кезінде негізгі немесе қосымша қысқыштың рөлін атқарады және ұсақ слесарлық жұмыстар үшін пайдаланылады.  1.14-сурет. Бұрандалы слесарлық қысқыш Түсіргіш (1.15-сурет) – мойынтіректерге арналған алмалы-салмалы 4 екі немесе үш ілестіруден (табаннан) және ішкі бұрандасы бар ілестірулердің иығын, сомындарды 3 жалғайтын жиектен, сондай-ақ 1, 2 тұтқадан тұрады. 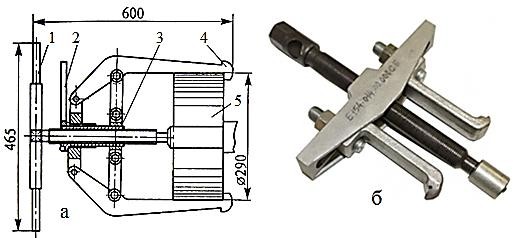 1.15-сурет. Мойынтіректерге арналған түсіргіштер: а–сыртқы басып алулар: 1, 2–тұтқалар; 3– сомын; 4–түсіргіштің табандары; 5–тегершік; б – ішкі қармаумен Слесарлық операциялар металды суық кесу процестеріне жатады. Олар қолмен, сондай-ақ механикаландырылған құралдың көмегімен жасалады. Слесарлық жұмыстардың мақсаты дайындамаға сызбада көрсетілген форманы, өлшемдерді беру және бетін өңдеу болып табылады. Слесарлық жұмыстардың сапасы слесарь шеберлігіне, қолданылатын құрал мен өңделетін материалға байланысты [21]. Слесарлық өңдеу технологиясы бірқатар операцияларды қамтиды, оларға мыналар жатады: металдарды белгілеу, кесу, түзету және ию, металды пышақпен және қайшымен кесу, арамен кесу, тесіктерді бұрғылау, үңгіш және қашау, бұранданы кесу, тойтару, шаю, ысқылау және жетілдіру, дәнекерлеу және қалайылау, мойынтіректерді құю, қосылыстарды желімдеу және т.б. Металл бөлшектерді слесарлық тәсілмен дайындау (өңдеу) кезінде негізгі операциялар бір операция алдында екінші операция болатын белгілі бір тәртіппен орындалады. Алдымен дайындаманы дайындау немесе түзету бойынша слесарлық операциялар орындалады: кесу, түзету, ию, оларды дайындау деп атауға болады. Бұдан әрі дайындаманы негізгі өңдеу орындалады. Көптеген жағдайларда–бұл кесу және аралау операциялары, нәтижесінде дайындамадан артық металл қабаттары алынып тасталады және ол сызбада көрсетілгендерге жақын немесе сәйкес келетін үстіңгі қабаттардың пішінін, өлшемдері мен күйін алады. Өңделетін бөлшектерден металдың жұқа қабаттары алынатын сүрлеу, ысқылау, өңдеу және т.б. операциялары талап етілетін өңдеу машиналарының бөліктері де бар. Бұл жұмыстардың барлық түрлері механикалық өңдеудің негізгі операциялары болып табылады. Дайын бөлшектерге қойылатын талаптарға байланысты қосымша операциялар да орындалуы мүмкін. Қосымшаоперациялардыңмақсатыметалл бөлшектерге жаңа қасиеттер беру болып табылады: жоғары қаттылық немесе икемділік, газдардың, қышқылдардың немесе сілтілердің ортасында бұзылуға төзімділік. Кез келген өндірісте шығарылатын өнімнің берілген техникалық сипаттамаларына қол жеткізумен тікелей байланысты процестер маңызды орын алады. Слесарлық өңдеудің технологиялықпроцесіқабылданған тәсілге (берілген операцияға), режимге және уақытша нормативтерге, орындалған жұмыстың сапасын бақылау құралдары мен әдістеріне байланысты бөлшектерді қажетті жабдықтармен, айлабұйымдар мен құрал-саймандарды дайындау, өңдеу немесе жетілдіру реті мен тәсілі деп аталады [25]. Операция–бір немесе бірнеше бөлшектермен бір жұмыс орнында (басқыш, станокта және т.б.) осы партияның келесі бөлшегін өңдеуге көшкенге дейін бір мезгілде және үздіксіз орындалатын бөлшектерді өңдеудің технологиялық процесінің аяқталған бөлігі. Ауысу–құралды ауыстырусыз және өңделетін бөлшектерді ауыстырусыз, өңдеудің өзгермеген режимінде орындалатын операцияның бір бөлігі. Қондырғы–бөлшектің немесе бір уақытта өңделетін бөлшектердің тобын тетікте, станокта немесе құрылғыда бір рет бекіту кезінде орындалған операцияның бір бөлігі. Позиция–кесетін аспаптарға немесе станоктарға қатысты өңделетін дайындаманың әр түрлі күйлерінің әрқайсысы [25]. |