курстық жұмыс. слесарлық практика. Кіріспе. Слесарлы практика
 Скачать 0.53 Mb. Скачать 0.53 Mb.
|

Сыртқы және ішкі оюды қолмен кесуге арналған құралдар мен аспаптар.Ішкі бұранданы белгілегішпен кеседі (2.42, а-в-сурет), сыртқы- бұранкескіштермен (2.43, а, б-сурет) айдармен және басқа да құралдармен. Белгілегіштер мақсаты бойынша – қол, машина-қол және машиналарға; кесілетін бұранданың профиліне байланысты – метрикалық, дюймдік құбыр резьбалары үшін; конструкциясы бойынша – тұтас, жиналмалы (реттелетін және өздігінен ажыратылатын) және арнайы болып бөлінеді. Бұранда кесу кезінде белгіленген белгілер мен дөңгелек бұранкескіштер арнайы жағаға бекітіледі (2.42 және 2.43-сурет) [3]. 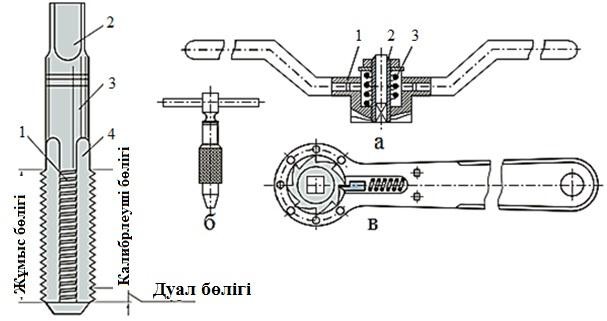 2.42-сурет. Белгі және жағалар: а–сақтандырғыш: 1–корпус; 2 – төлке; 3 – серіппе; б – тік; в – зырылдауықпен Сыртқы бұранданы қолмен және станоктарда кеседі. Конструкциясына байланысты бұранкескіштер: дөңгелек,домалақ,жылжымалы(призматикалық). 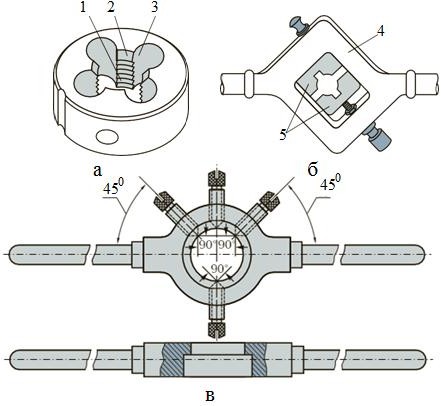 2.43-сурет. Бұрандалы кескіш бұранкескіштер: а–дөңгелек: 1–қоршау бөлігі;2–калибрлейтін бөлік; 3 – жоңқалы жырық; б – шаршы (жылжымалы): 1 – клупп; 2 – бұранкескіш; в–дөңгелек бұранкескіштерге арналған жаға Дөңгелеккескіштертұтас және кесілген болып дайындалады. Жылжымалы(призмалық)бұранкескіштердөңгелек бөліктерден айырмашылығы екі жартыдан тұрады. Олардың әрқайсысында сыртқы бұранданың өлшемі және құрылғыда (КБҰ) дұрыс бекіту үшін 1 немесе 2 сандар көрсетілген. Жартылай қалпақшалардың сыртқы жағында бұрыштық жыралар (ойықтар) бар, олар клуппа шығыңқыларына орнатылады. Бұранданы кесу кезіндегі еңбек қауіпсіздігі талаптары:Жұмыс алдында арнайы киім кию, шашты берет астына мұқият толтыру; дайындаманы басқышпен берік бекіту; өткір жиектері бар дайындамаларды аралау кезінде сол қолдың саусақтарын кері жүргенде егегіштің астына қысуға болмайды; жарақаттанушылықты болдырмау үшін шеберүстел тәртіп бойынша ұсталуы тиіс, құралдар мен құралдар тиісті орындарда сақталуы тиіс; қатты шығыңқы үшкір бөліктері бар дайындамаларда бұранданы қолмен кесу кезінде қақпасы бар белгілегішті бұрған кезде қолын жұлып алмауын қадағалау қажет; тығындалған белгімен жұмыс істеуге болмайды, бітеу тесіктердегі бұранданы кесу кезінде жоңқаны тесіктен жиі алып тастау керек. Қорытынды Слесарлық жұмыстар кешені қойылған мақсаттарға, дайындаманы дайындау тәсіліне және басқа ерекшеліктерге байланысты іріктеледі. Өңдеуді орындау үшін қол және электр құралдары, әртүрлі құрылғылар мен жабдықтар, станоктар мен өнеркәсіптік жабдықтар пайдаланылуы мүмкін. Дайын бұйымдарды құрастыру ерекшеліктері қолданылатын қосылыс түріне байланысты–бұрандалы, тойтарма, жік немесе басқа. Слесарлық жұмыстар: негізгі, құрастыру және жөндеу жұмыстарына бөлінеді. Негізгіслесарлықжұмыстардепсызбамен берілген бөлшектерге форманы, өлшемдерді және беттің жағдайын беру бойынша операцияларды атайды. Құрастыруслесарлықжұмыстарыбұйымдардың тораптарын құрастыру кезінде, машиналар мен аспаптарды жеке тораптардан құрастыру кезінде орындалады. Таңбадайындамаға (соғуға, құюға және т.б.) кейіннен механикалық өңдеу шекарасын көрсететін сызықтарды (сызықтарды) салу үшін қызмет етеді. Металды белгілеу плиталарында әртүрлі құралдармен белгілейді: ауқымды сызғыштармен, сызғыштармен, рейсмастармен, тұйықталған бұрыштықтармен, циркульдермен, белгісалғыштармен. Металл(табақты, жолақты, сымды және т.б.) кесудібалға арқылы крейцмейсельмен жүргізеді. Бұл ретте дайындаманы плитаға орнатады немесе слесарлық басқыштарға бекітеді [27]. Шыбықтарды, құбырларды, жолақты металды шабуарамен –қол арамен орындалады. Анағұрлым ірі дайындамалар жетекті қол аралық станоктарында, кесу станоктарында, сондай-ақ газды немесе электр доғалық кесумен кесіледі. Қалыңдығы 2 мм дейін табақ материалын кесу үшін қол ара және қайшылар, ал қалыңдар үшін – механикалық жетегі бар иінтіректі қайшылар қолданылады [4]. Түзетукедір-бұдырлықтарды, қораптарды, табақ және шыбық материалының беттерін түзету үшін қолданылады. Қаңылтырдан, алюминийден, қызыл мыстан, жезден және басқа да жұмсақ материалдардан жасалған жұқа (қалыңдығы 1 мм-ге дейін) табақтарды плитада ағаш балғамен, ал қалың-плитада немесе табада болат балғамен басқарады. Иілген біліктерді және басқа да ірі бөлшектерді престерде түзетеді. Жұқа металл табақтар мен шыбық илектерін июбасқыштарда ағаш балғаның біркелкі соққысымен, ал қалың балға – болат балғалармен жүргізіледі. Ию процесін жеделдету үшін арнайы құрылғылар қолданылады. Аралау–алдыңғы өңдеудің кедір-бұдырлығын жою және өлшемдердің, форманың және беттің кедір-бұдырлығының қажетті дәлдігіне қол жеткізу үшін дайындамалардың бетін егеумен өңдеу. Қырғыштау–соңғы операция болып табылады және арнайы кескіш құралмен жүзеге асырылады, пайдалану шарттары бойынша талап етілетін беттің кедір-бұдырлығын алу үшін немесе машина бөлшектерінің жанасатын беттерінің тығыз жанасуы үшін қызмет етеді [28]. Сүртужұмсақ болаттан, сұр шойыннан, мыстан, ағаштың қатты түрінен және басқа да материалдардан жасалған арнайы ысқылағыштарға жағылатын қатты тегістеу ұнтақтарымен орындалады. Ысқылағыш нысаны өңделетін беттің нысанына сәйкес келуі тиіс. Өңделетін беті бойынша тегістейтін ұнтақты ауыстыра отырып, одан өте жұқа (0,001-0,002 мм) тегіс емес қабатын алады, соның арқасында жанасатын бөлшектердің тығыз жанасуына қол жеткізіледі. Бұрғылау–шағын және терең емес тесіктер қол, электр және пневматикалық дрельдердің көмегімен бұрғылармен орындалады. Үлкен және терең тесіктер станоктарда бұрғыланады [4]. Слесарлық жұмыстар кезінде бұранданы кесудібелгілегішпен және бұранкескіштермен орындайды. Пайдаланылған әдебиеттер тізіміМакиенко Н. И. Практические работы по слесарному делу. М.: ПрофОбрИздат, 2002. Костенко Е. М. Слесарное дело: Практическое пособие для слесаря. М.: ЛитРес, 2006. Покровский Б. С. Основы слесарных и сборочных работ. М.: Академия, 2017. Макиенко Н. И. Слесарное дело с основами материаловедения. М. Высшая школа, 1973. Малыгин В. С. Требования к охране труда на предприятии. М.: ЮНИТИ, 2008. Адаскин А. М., Седов Ю. Е., Онегина А. К., Климов В. Н. Материаловедение в машиностроении. М.: Юрайт, 2015. Петухов С.В. Справочник мастера машиностроительного производства. М.: Инфра - Инженерия, 2017. Нефедов Н. А., Осипов К. А. Сборник задач и примеров по резанию металлов и режущему инструменту. 5 - е издание. М.: Машиностроение, 1990. Долгих А. И. Слесарные работы. М.: Альфа - М, 2016. 10.Муравьев Е. М. Слесарное дело. М.: Просвещение, 2006. Семенов А.В., Гаврилов В.Н.Технологическая практика в мастерских: Учебно-методическое пособие. Чебоксары: ФГБОУ ВПО ЧГСХА, 2014. Покровский Б. С. и др. Слесарное дело. М.: ПрофОбрИздат. 2002. 13.Покровский Б. С., Скакун В. А. Справочник слесаря. М.: Академия, 2003. Федькина М. А., Уракова М. С., Кибаков А. В., Молдакулова М. К. Техническое обслуживание, ремонт и эксплуатация оборудования отрасли. Учебно – практическое пособие. Астана: Некоммерческое акционерное общество «Холдинг «Кәсіпқор», 2018. Чернов Н. Н. Металлорежущие станки. М.: Машиностроение, 1988.. |