Классификация станков. Классификация
 Скачать 0.53 Mb. Скачать 0.53 Mb.
|

|
Классификация Металлорежущие станки в зависимости от характера выполняемых работ и типа применяемых режущих инструментов подразделяются на 11 групп (см. рисунок). Группа токарных станков (поз. 1 - 6) состоит из станков, предназначенных для обработки поверхностей вращения. Объединяющим признаком станков этой группы является использование в качестве движения резания вращательного движения заготовки. Группа сверлильных станков (поз. 7 - 10) включает также и расточные станки. Объединяющим признаком этой группы станков является их назначение — обработка круглых отверстий. Движением резания служит вращательное движение инструмента, которому обычно сообщается также движение подачи. В горизонтально-расточных станках подача может осуществляться также перемещением стола с обрабатываемой деталью. Группа шлифовальных станков (поз. 20 - 24)объединяется по признаку использования в качестве режущего инструмента абразивных шлифовальных кругов. Группа полировальных и доводочных станковобъединяется по признаку использования в качестве режущего инструмента абразивных брусков, абразивных лент, порошков и паст.
Группа фрезерных станков (поз. 11 - 14) состоит из станков, использующих в качестве режущего инструмента многолезвийные инструменты — фрезы. Группа строгальных станков (поз. 15 - 17) состоит из станков, у которых общим признаком является использование в качестве движения резания прямолинейного возвратно-поступательного движения резца или обрабатываемой детали. Группа разрезных станков включает все типы станков, предназначенных для разрезки и распиловки катаных материалов (прутки, уголки, швеллеры и т. п.). Группа протяжных станков (поз. 18 и 19) имеет один общий признак: использование в качестве режущего инструмента специальных многолезвийных инструментов — протяжек. Группа резьбообрабатывающих станков включает все станки (кроме станков токарной группы), предназначенные специально для изготовления резьбы. Группа разных и вспомогательных станков объединяет все станки, которые не относятся ни к одной из перечисленных выше групп. Наиболее распространенные типы металлорежущих станков: 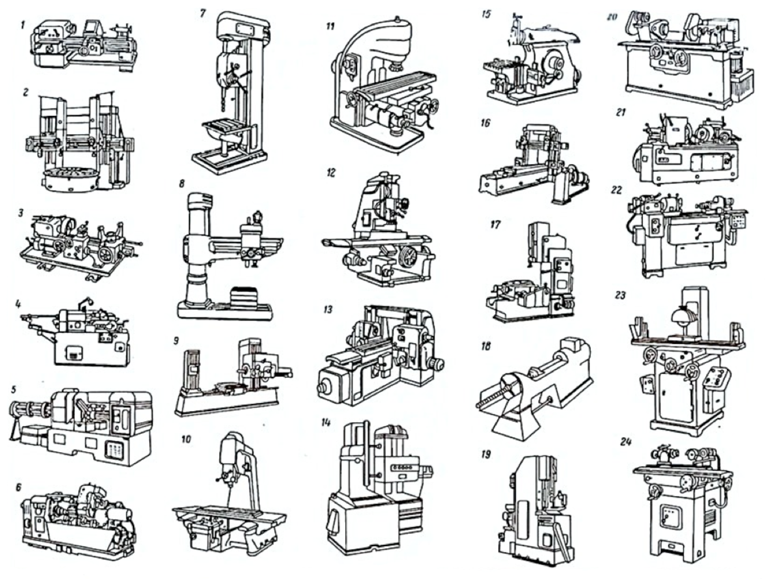 Нумерация станков В СССР была принята единая система условных обозначений станков, основанная на присвоении каждой модели станка шифра (номера). Нумерация металлорежущих станков, разработанная Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС), построена по десятичной системе. Все станки делятся на 10 групп, каждая группа подразделяется на 10 типов и каждый тип — на 10 типоразмеров. Как видно из таблицы, объединение станков по группам при нумерации основано на несколько ином принципе, чем при классификации. Номер, присваиваемый каждой модели станка, может состоять из трех или четырех цифр и букв, причем буквы могут стоять после первой цифры или в конце номера, например: 612, 1616, 6Н82, 2620, 6Н12ПБ. Первая цифра номера показывает группу, к которой относится данный станок. Вторая цифра указывает тип станка в данной группе. Третья или третья и четвертая цифры совместно указывают условный размер станка. Так, например, для токарных станков третья и четвертая цифры показывают высоту центров в сантиметрах или дециметрах (1620, 1616, 1670); для токарно-револьверных станков и автоматов — максимальный диаметр обрабатываемых прутков в миллиметрах (1336, 1125, 1265); для сверлильных станков — максимальный диаметр сверления отверстия в мягкой стали в миллиметрах (2А125, 2А135, 2150). Для консольнофрезерных станков третья цифра условно показывает размер стола. Для того чтобы различить конструктивное исполнение станков одного и того же размера, но с разной технической характеристикой, между первой и второй цифрами вводится буква. Так, например, все станки моделей 162, 1А62, 1Б62, 1К62 — токарные с высотой центров 200 мм. Однако модель 162 имеет максимальное число оборотов в минуту 600, модель 1А62—1200, 1Б62—1500, а современная модель 1К62 имеет 2000 оборотов в минуту. Буквы, стоящие в конце номера, означают различные модификации станков одной и той же базовой модели. Так, например, горизонтально-фрезерный станок модели 6Н82Г представляет собой упрощенный тип базового универсально-фрезерного станка модели 6Н82, копировально-фрезерный станок модели 6Н12К является модификацией базового вертикально-фрезерного станка модели 6Н12 и т. д. В некоторых случаях четвертая цифра также означает выпуск станка прежнего типоразмера, но усовершенствованной конструкции. Например, модель 262 представляет собой горизонтально-расточный станок второго размера. Аналогичный по размерам современный расточный станок новой конструкции обоз-начается как модель 2620. Станки классифицируются по множеству признаков По классу точности металлорежущие станки классифицируются на пять классов:
Классификация металлорежущих станков по массе:
Классификация металлорежущих станков по степени автоматизации:
Классификация металлорежущих станков по степени специализации:
|