ОСНОВЫ БЕРЕЖЛИВОГО ПРОИЗВОДСТВА. КОНСПЕКТ ЛЕКЦИЙ. Конспект лекций по курсу основы бережливого производства
 Скачать 0.64 Mb. Скачать 0.64 Mb.
|

КанбанКанбан — средство информирования, с помощью которого дается разрешение или указание на производство или изъятие (передачу) изделий в вытягивающей системе. В переводе с японского языка означает «бирка» или «значок». Наиболее известным и распространенным примером таких средств коммуникации служат карточки канбан. Во многих случаях они представляют собой листки бумаги, иногда помещенные в прозрачные пластиковые конверты, на которых указана следующая информация: наименование детали, номер детали, внешний поставщик или внутренний процесс-поставщик, число изделий в упаковке, местоположение склада и процесса-потребителя. На карточке может быть помещен штрих-код для считывания или автоматического выставления счета. 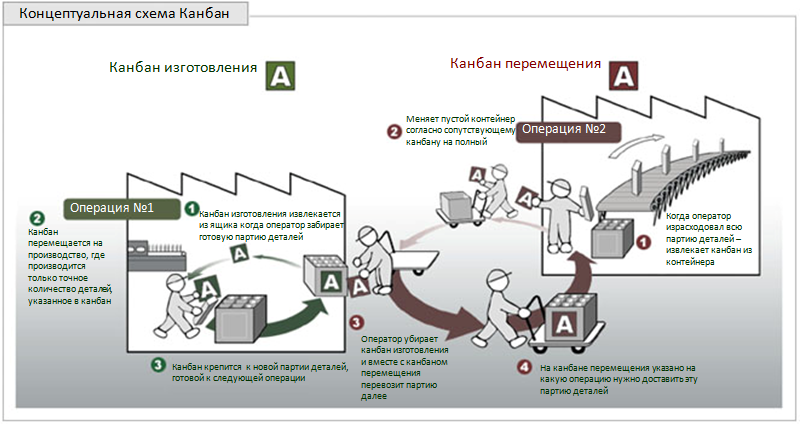 Помимо карточек в роли канбан могут выступать треугольные металлические таблички, цветные шары, электронные сигналы или любые другие средства, способные передать требуемую информацию и защищающие ее от искажения. Независимо от формы, канбан выполняют в производстве две функции. С помощью канбан процессы получают указания производить продукцию, а рабочие — перемещать ее. Первый случай носит название «канбан производства» (или канбан изготовления), второй — «канбан отбора» (или канбан перемещения). Канбан производства (Production Kanban) сообщает предыдущему процессу вид и количество продукции, которую надо изготовить для следующего процесса. В простейшем виде канбан обозначает один контейнер деталей, к°торый предыдущий процесс изготовит для супермаркета изделий, нужных последующему процессу. В ситуации, когда продукция изготавливается крупными партиями, — например, на штамповочном прессе, имеющем очень короткое время цикла и продолжительное время переналадки, — используется сигнальный канбан, который информирует о начале производства, когда число контейнеров достигнет своего минимума. Сигнальный канбан во многих случаях имеет треугольную форму, и поэтому его часто называют треугольный канбан. Хотя треугольный канбан — фактически стандарт, используемый в бережливом производстве для планирования производства партиями, это лишь один из возможных типов сигнальных канбан. Другие основные способы контроля производства партиями — структурированное производство и формирование партий Структурированное производство (pattern production) предполагает создание фиксированной последовательности или структуры производства, которая постоянно повторяется. Тем не менее реальный объем выпуска каждого цикла может быть непостоянным и изменяться в зависимости от потребностей клиента. Например, при цикле продолжительностью восемь часов детали производятся и последовательности от А до F. (Такой порядок может быть продиктован сложностью переналадки оборудования.) Объем запасов в центральном супермаркете представляет собой функцию продолжительности цикла пополнения; при продолжительности цикла один день в супермаркете должны находиться запасы на один день работы, а при продолжительности цикла одна неделя объем запасов равен недельному выпуску. Основной недостаток структурированного производства заключается в том, что последовательность фиксирована, и нельзя сразу перейти от производства детали D к производству детали F. Табло формирования партий (lot-making board) подразумевает размещение отдельного канбан для каждого контейнера деталей в системе. По мере расходования материалов в супермаркете карточки канбан периодически снимаются, возвращаются на процесс-поставщик и выставляются на табло, на котором представлены все виды деталей и выделены специально очерченные места для каждой карточки канбан, находящейся в системе. Возвращенная карточка канбан, размещенная на табло в выделенном месте, показывает, что запас соответствующих деталей в супермаркете израсходован; если карточки не возвращены, это означает, что в супермаркете все еще имеется определенный запас деталей. По мере достижения заранее определенных точек производственный оператор получает информацию о необходимости начать производство продукта для пополнения запасов материалов в супермаркете. Табло формирования партий позволяет чаще передавать информацию обратно на производственную стадию, сообщает о том, какие материалы изъяты, а также обеспечивает меньший шаг, чем сигнальные канбан. Кроме того, табло наглядно представляет информацию о расходовании запасов и указывает на проблемы, возникающие в центральном супермаркете. Однако для организации такого табло может потребоваться большое число карточек канбан, которые должны возвращаться своевременно и постоянно, чтобы информация на табло была точной. Составители графиков и мастера должны соблюдать определенный порядок, чтобы не формировать запасы до того, как в них возникнет необходимость. Канбан отбора (Withdrawal Kanban) дает разрешение на передачу изделий следующему процессу. Часто этот вид канбан принимает две формы: внутренний канбан, или межпроцессный канбан (для изъятия изделий из внутренних процессов), и канбан поставщика (для изъятия изделий у внешнего поставщика). Карточки, первоначально применявшиеся в Toyota City, часто выполняли обе функции. Однако по мере распространения бережливого производства в фирмах, расположенных на большом расстоянии от предприятия, канбан поставщика, как правило, передается в электронном виде. Для создания вытягивающей системы надо одновременно использовать канбан производства и канбан отбора. На каждой последующей производственной стадии оператор, начав обрабатывать первое изделие из контейнера, снимает с него канбан отбора. Он помещается в ближайший пункт для сбора канбан, из которого его забирает специально для этого выделенный рабочий. Возвратившись в супермаркет предыдущей производственной стадии, этот рабочий помещает канбан отбора на новый контейнер деталей для отправки на следующую стадию. Когда данный контейнер забирается из супермаркета, с него снимается канбан производства и помещается в иной пункт для сбора канбан. Транспортный рабочий, обслуживающий предыдущую производственную стадию, возвращает этот канбан на эту стадию, при этом с помощью канбан сообщается о задании произвести еще один контейнер деталей. До тех пор пока никакие детали не производятся и не перемещаются без канбан, обеспечивается функционирование вытягивающей системы. Существует шесть правил эффективного использования канбан: Процессы-потребители заказывают продукцию в точном объеме, указанном на канбан. Процессы-поставщики производят продукцию в точном объеме и в последовательности, указанной на канбан. Без канбан изделия не производятся и не перемещаются. Ко всем деталям и материалам всегда прикрепляется канбан. На последующую производственную стадию никогда не передаются дефектные детали и детали в неточном количестве. Чтобы уменьшить объем запасов и обнаружить новые проблемы, следует аккуратно уменьшать число канбан. |